3D Printing
3D Printing is a fantastic production method that has some unique advantages over traditional manufacturing. I have been working with 3D printers for a few years now as a rapid prototyping tool. Low cost home printers can create plastic parts that are strong enough for light use in a fraction of the time and cost of alternative production methods. Most of the parts I’ve made previously could have been made using subtractive manufacturing or moulding so I will use this week to explore different methods of printing structures that would either be impossible or extremely costly in time or tooling to produce by other methods. Complex internal geometry or hollow structures can be produced trivially on 3D printers. They work great for short runs and complex geometry. While there are all sorts of printers that can create objects in exotic materials I will be working with home machines that work primarily with PLA plastic.
Characterization of the Ender 3 Pro
Printer and Slicer
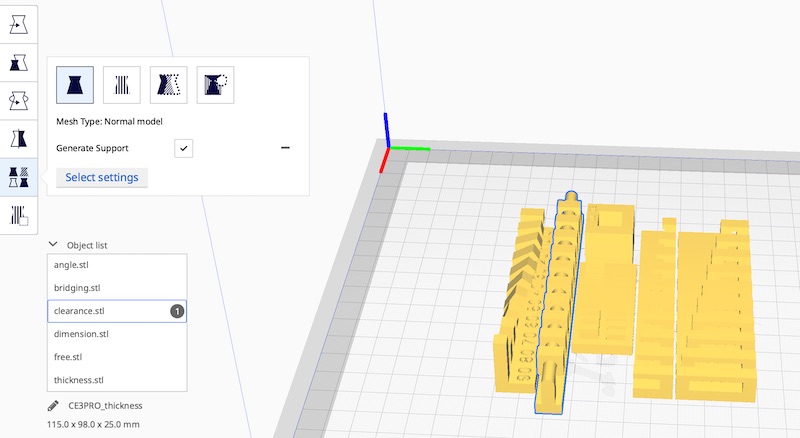
For my home lab I was sent a Creality Ender 3. I already had an Ender 3 Pro so I will be using that for this assignment. All of my parts will be printed in PLA. I have been teaching classes with the Ender 3 Pro for almost a year so I’m fairly familiar with debugging common problems on it. I use cura for slicing though I have been experimenting with prusaslicer recently. I will use cura for these parts. I started by downloading and slicing a number of the test models that Neil showed in lecture. I decided to print them all at once rather than doing them individually. The only tricky part here was using the per model settings to add support to only the clearance test. I sliced them at a 0.2mm layer height, 20% infill, 60C bed temperature, 220C extruder temperature in white PLA filament.
First Print
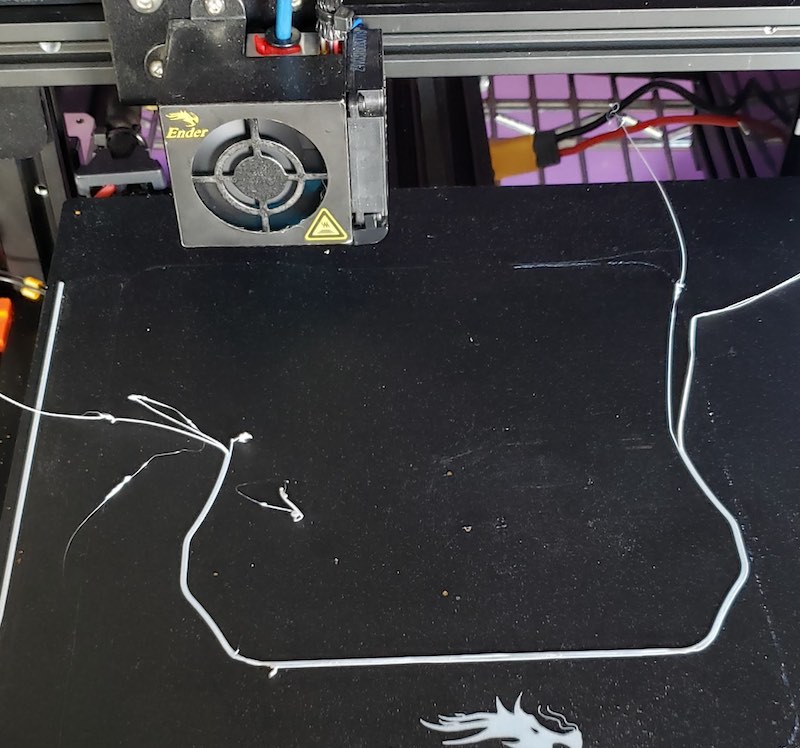
My first print started poorly because my bed was a bit out of level and I hadn’t printed anything with this large of a footprint in a while.
After a quick adjustment everything started as expected. I normally use CHEP’s bed leveling procedure for a full leveling but this was close enough I just had to make a small adjustment on the rear screws.
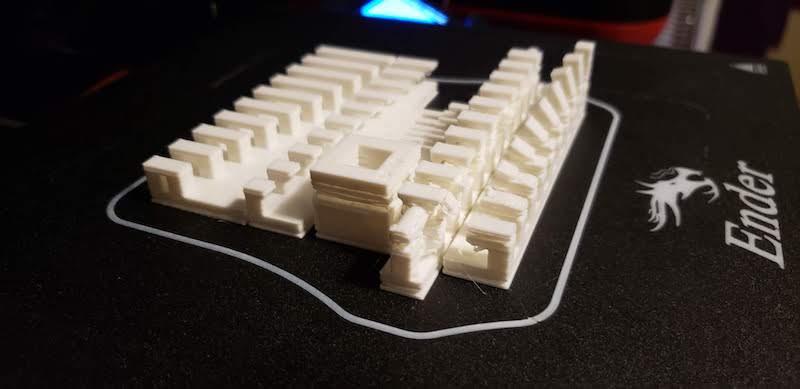
This print took about 8 hours and revealed a problem in my printer setup. I had recently replaced the hot end and the bowden tube and there seemed to be a bit of extra resistance or something wasn’t seated quite right. When the print finished there were some layers that were clearly under extruded. Most of the tests were still useful. The clearance test and dimension tests were damaged by that problem.
First Problem, Under Extrusion
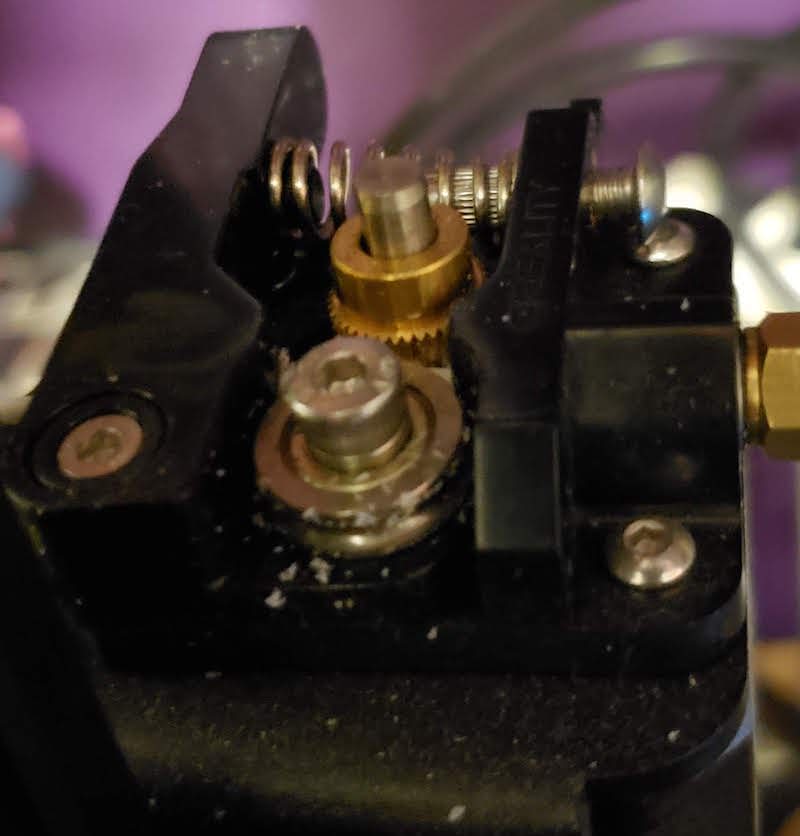
I noticed a lot of plastic fragments around the extruder drive gear. So I removed the bowden tube and reseated it while checking for burrs or other blockages.
I started printing another version of the clearance test as I was interested in creating some print in place moving parts so I wanted to get good results from that test. While that printed I reviewed the results of the other test prints.
Results
The Dimension test failed. The under extrusion caused the part to break into multiple pieces as I removed it from the bed. I’ll reprint that later. I have done a lot of work previously on adjusting the flow percentages and e-steps on the printer to get accurately sized prints so I was not worried about this test for now.
The angle test was a bit sloppy because of the under extrusion but still showed about what I expected. The 40 degree overhang worked and the 30 degree overhang started to show some sagging.
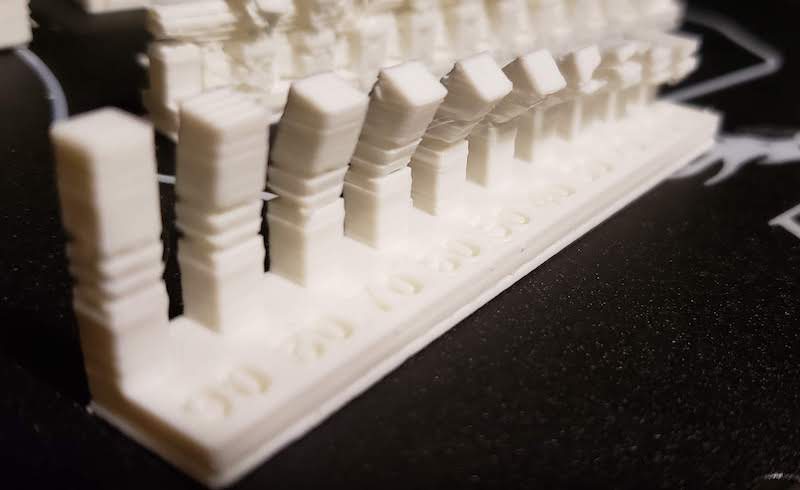
The overhang test was also as expected with signs of sagging at only 3mm. They worked but continued to get worse from there. I have previously made some models with quite large bridges and as long as you don’t care what the underside looked like it will still work. The bridging test worked fine. There is a bit of sagging starting around 14mm but even the 20mm bridge looks usable.
The slot/wall test looked good. The under extrusion problem messed up the numbers on the front but the actual slots and walls worked fine. The walls down to 0.5mm printed. Smaller than that and the slicer cut them out of the model which is to be expected with a 0.4mm nozzle. The walls do have a distinct Z seam up one edge which is thicker than most of the wall on everything thinner than 1mm. The slots down to 0.5mm also printed. Smaller slots except the 0.1mm one showed up on the top of the part but they fused in the slot so they don’t go all the way through.

More Testing
Getting back to the clearance test I reprinted it by itself and it worked better after clearing out the filament path but it wasn’t quite fixed. This time the clearance rings didn’t immediately fall apart but I knew I could do better.
![]()
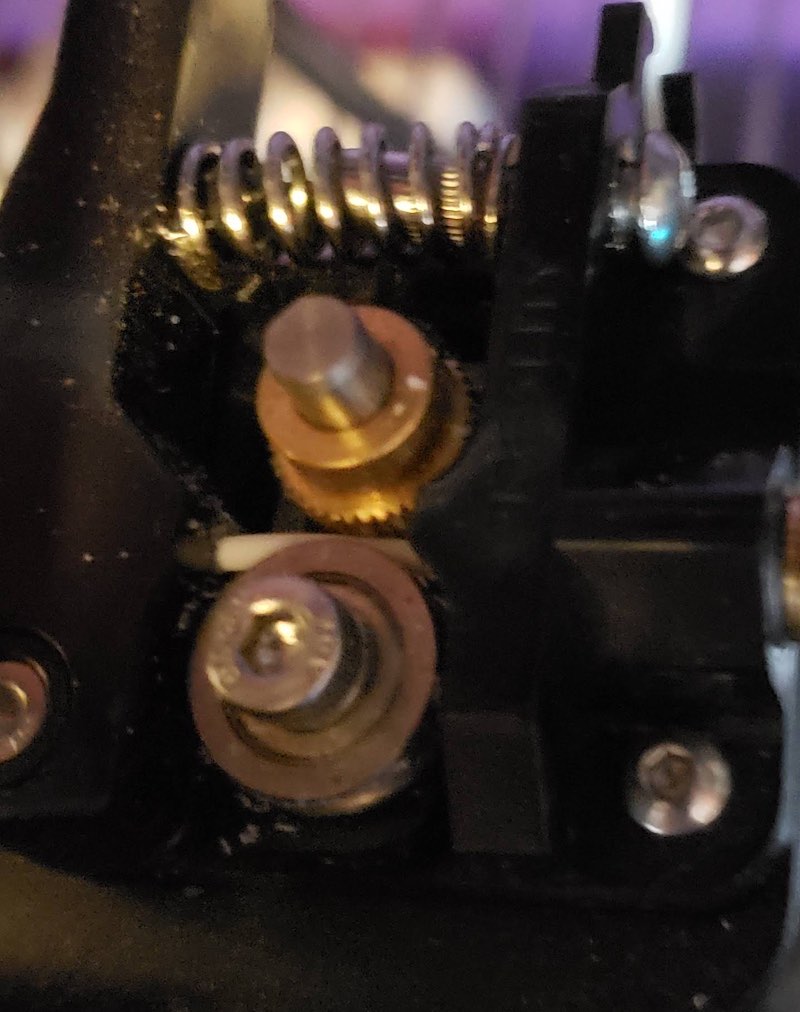
I checked the extruder again and tightened the spring that held the idler wheel onto the drive gear a few turns because while it was printing I heard what sounded like the extruder gear slipping. I never saw this happening but it was an easy fix to try.
In order to prove out this fix I wanted to print a model that I was already familiar with to make sure I could get repeatable results. I had a version of a Calibration Cat already on my SD card so I tried that. It printed great so I think that issue is fixed.
Tricky Business with Supports
I realized another problem with the clearance test was that it used supports to hold up the bar that spans all the rings but it was also putting supports in between the print in place parts so I wanted to use support blocker to only have supports outside the print in place joints.
![]()
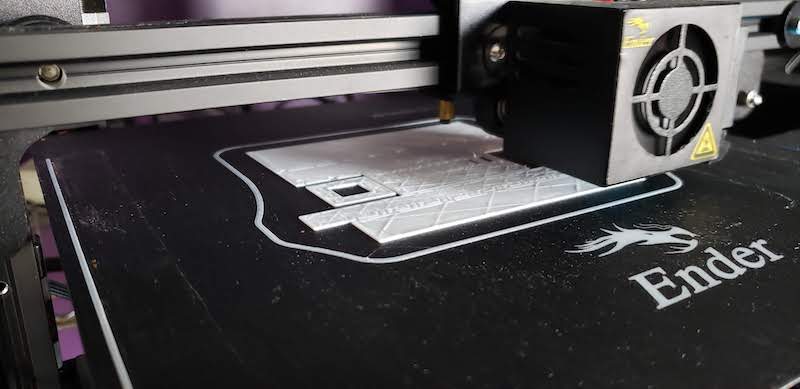
Here’s the print part way through to show the lack of support inside the joints.
![]()
This one came out great. The clearance didn’t get any better from the previous version of this print but the separation is cleaner. The rings down to 0.3mm separation are free. Smaller than that and the rings are fused to the rod. I tried to break them free but they were very stuck on there.
![]()
Finishing
I went back and reprinted the dimension test. The exterior measured +/- 0.1mm of the actual 20mm dimension. The interior feature was consistently undersized by 0.1-0.3mm. It was worse at the bottom of the model where the squish of the first few layers is more of a problem. I was impressed by the external consistency and not surprised by the internal feature being undersized.
Experiments in Non-Standard Printing
I have 3D printed many parts in the past but wanted to take this week as a chance to explore some less common design methods that only 3d printers can do.
Voronoi Patterns

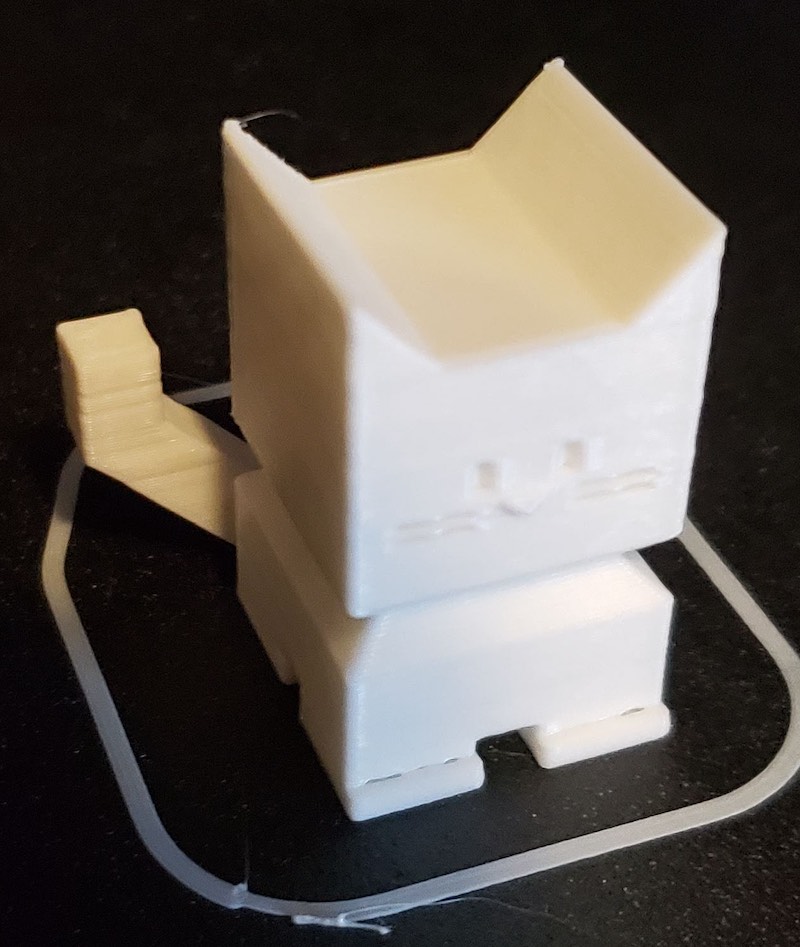
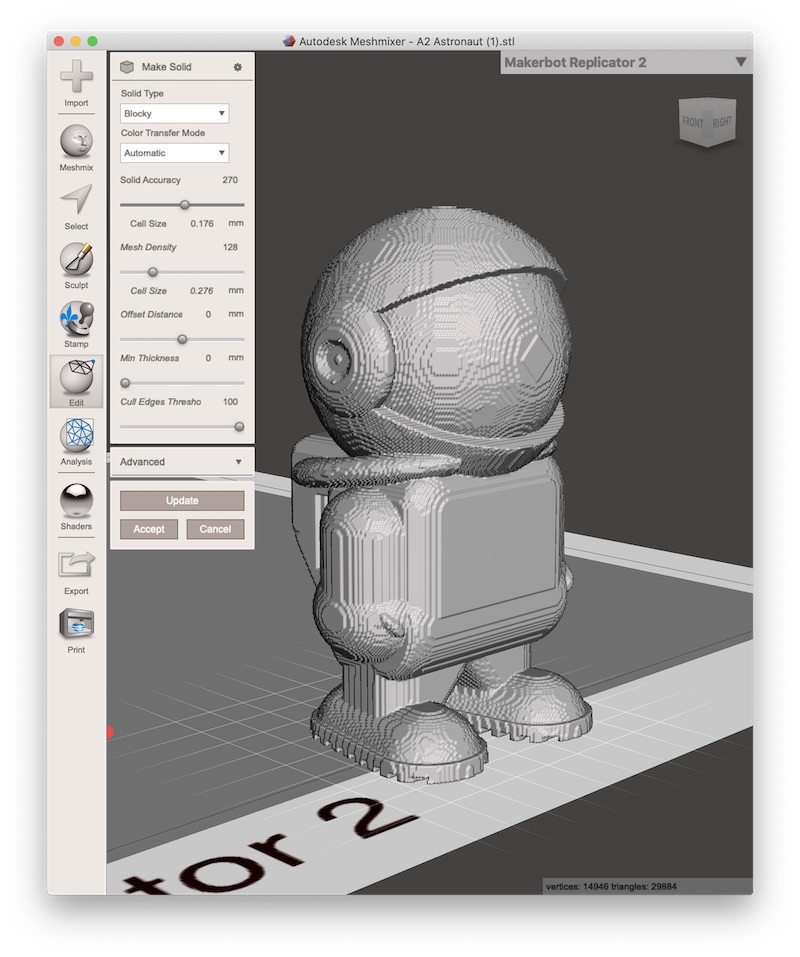
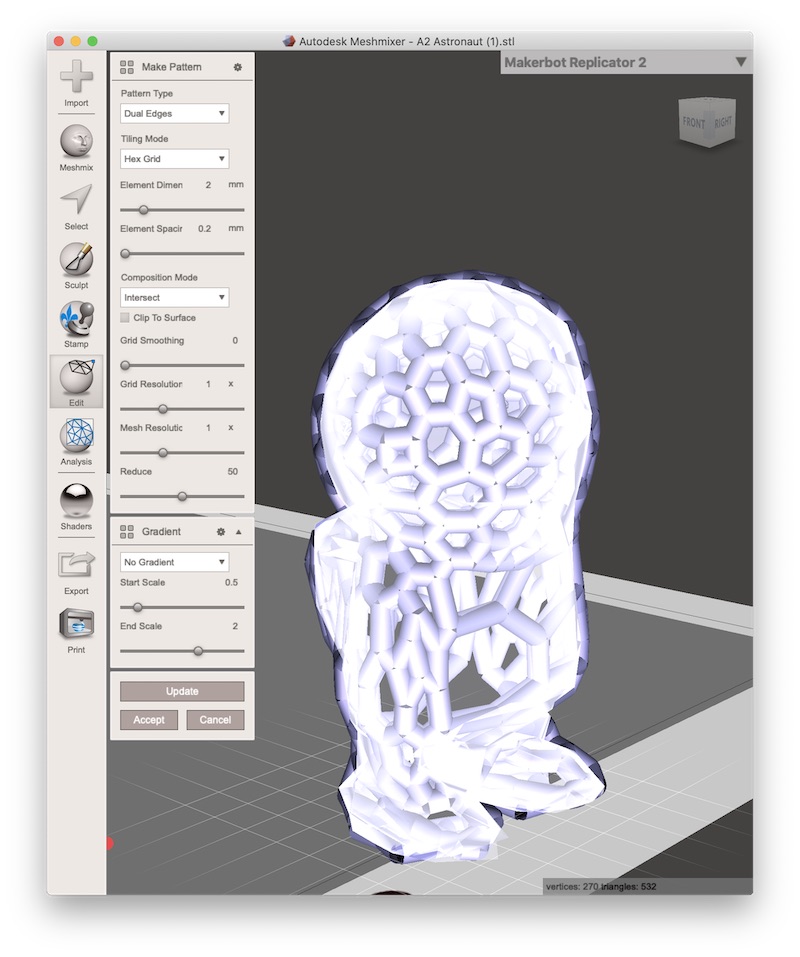
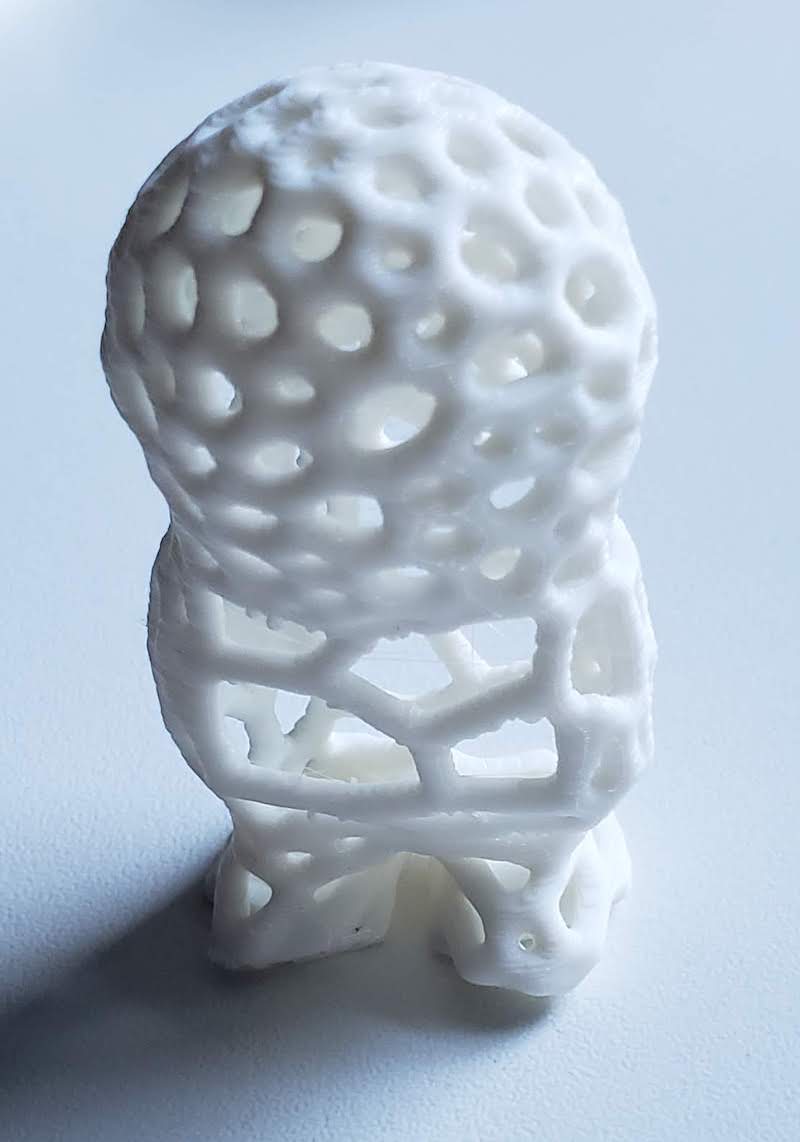
I had never heard of a voronoi pattern until Xiaolin mentioned that she had made something in our local section. I followed this tutorial to get started with meshmixer. I started with a model of an astronaut that I had made in TinkerCAD last summer. I reduced the number of triangles and then applied the edge pattern to create the Voronoi pattern.
Slicing this was a bit tricky. I wanted to make sure there was enough contact with the bed so I used a brim. When I first sliced it only one of the feet was touching the bed.
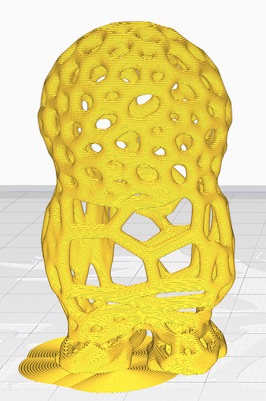
In cura I moved the model down 0.1mm to get the feet both down on the bed and re-sliced it.
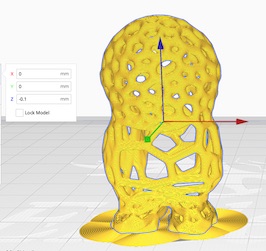
The print has a few defects, some of the bridges or overhangs were a bit long but overall it looks great and is a cool piece to compare to the original model pictured above.
Astronaut File
Voronoi Astronaut File
Vase Mode (Spiralize Outer Contour)
Next I wanted to try Vase mode printing where the slicer makes a single layer in a spiral patter tracing the outline of an object. I saw a cool example from Maker’s Muse in a video about vase mode and he had another video with a tutorial about how he created an iceberg or crystal shaped model to print in vase mode with mesh mixer.
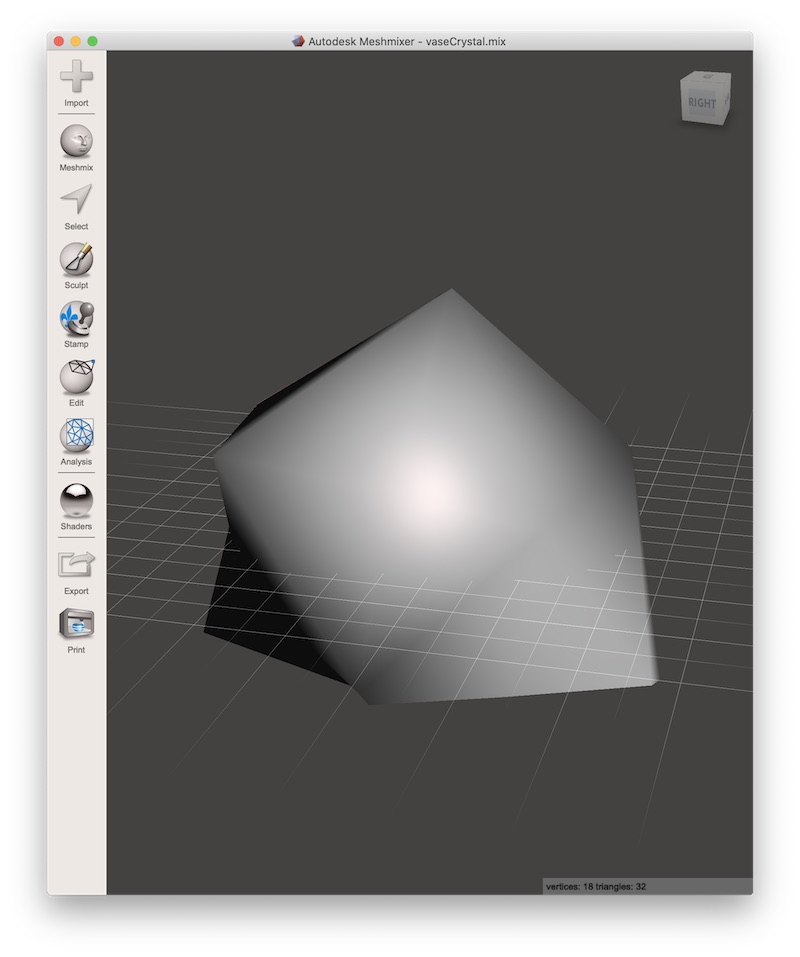
Starting with a sphere and reduce the number of triangles until it’s a low poly blob. Then you use the sculpt move tool with refinement turned off to move around vertices until the shape is what you want. I’m not super happy with the shape but it was enough to test the theory.
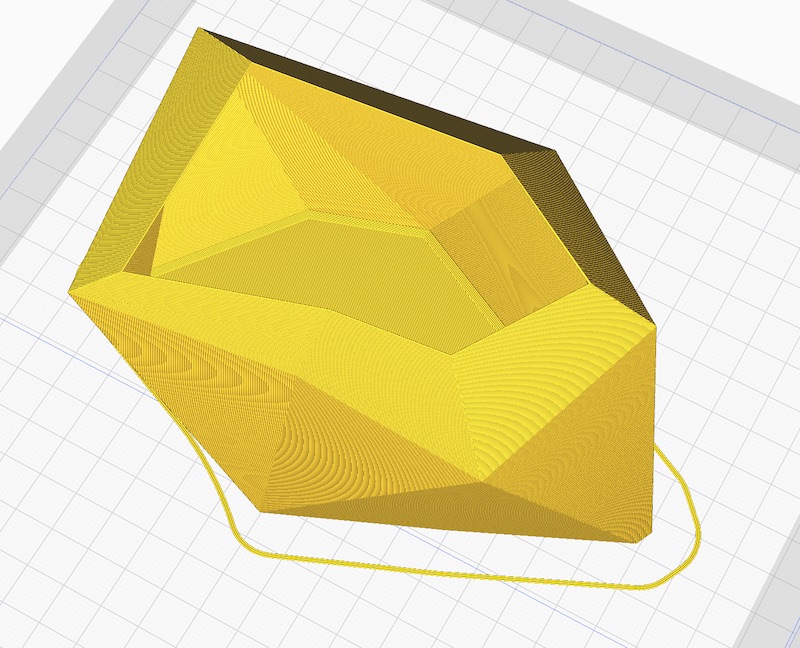
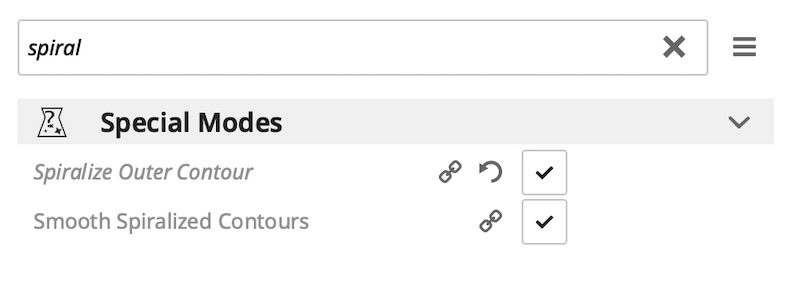
To slice this model search in the settings for spiralise and check the box for spiralise outer contour. Use the preview to check that the interior is hollow.
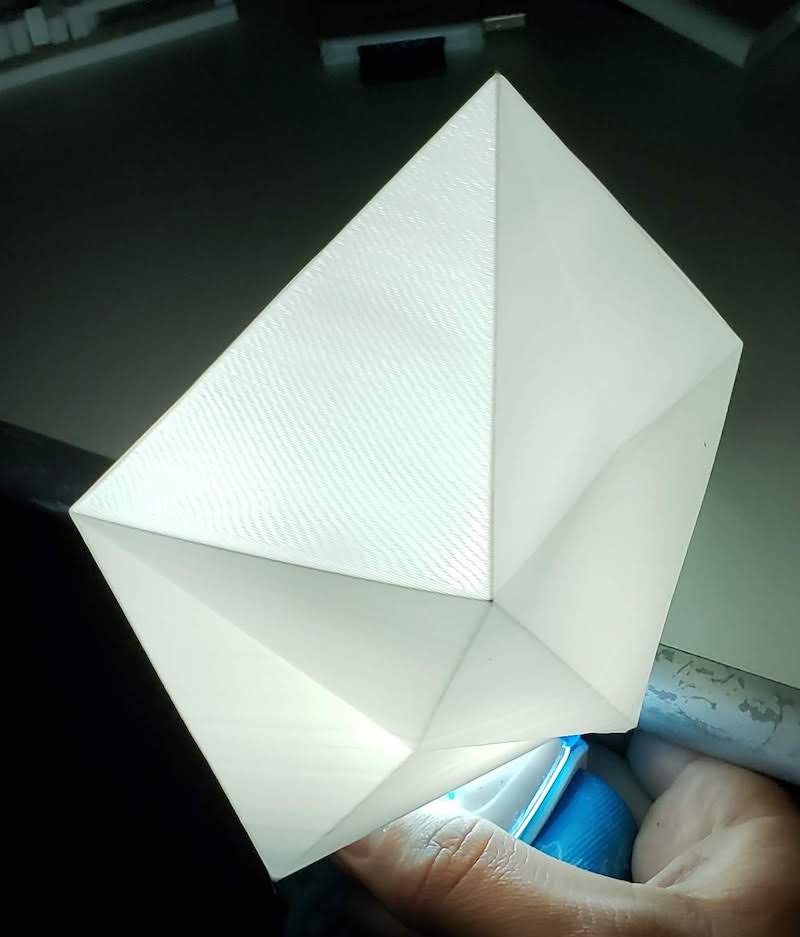
It printed great, there was one face that the overhang was a bit too much and the wall is thin but still worked. I wanted to test the thin single wall to see how translucent it was. I held a flashlight up to the bottom of the “crystal” and it glows in a cool way. I tried with some LEDs but they were not bright enough to go through the bottom layer and make it glow much.
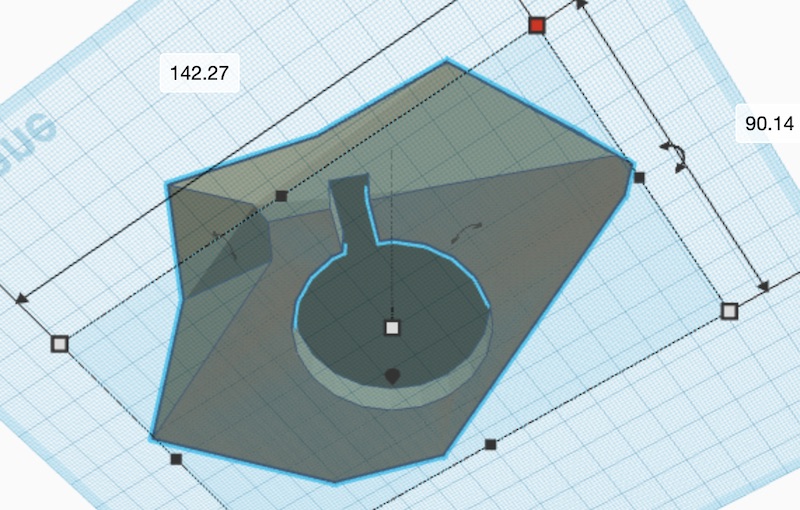
I wanted to cut a hole in the bottom to insert a board with some dimmer LEDs so I imported the .stl into TinkerCAD and cut a circular hole for a circuit playground board that I had for a class I’m teaching next week. I added a square hole for the USB cable to stick out and hopefully the weaker LEDs will light up the inside of the shape without having to shine through the solid bottom. I also wasn’t sure that this would work for cutting a hole in the spiralise mode but I though it would.
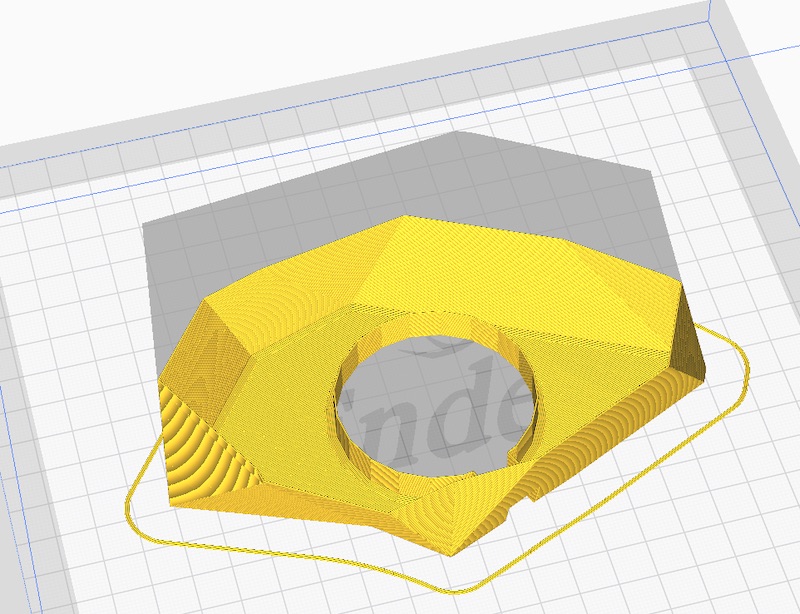
When I sliced it my hunch was confirmed that it would behave the way I expected.
This one printed fine as well. the one facet was thin just like the previous one but good enough. The circuit playground fit in the bottom and I put a quick RGB pattern program on it and it looked awesome.

Vase Crystal File
Vase Crystal With Hole File
Print In Place Parts
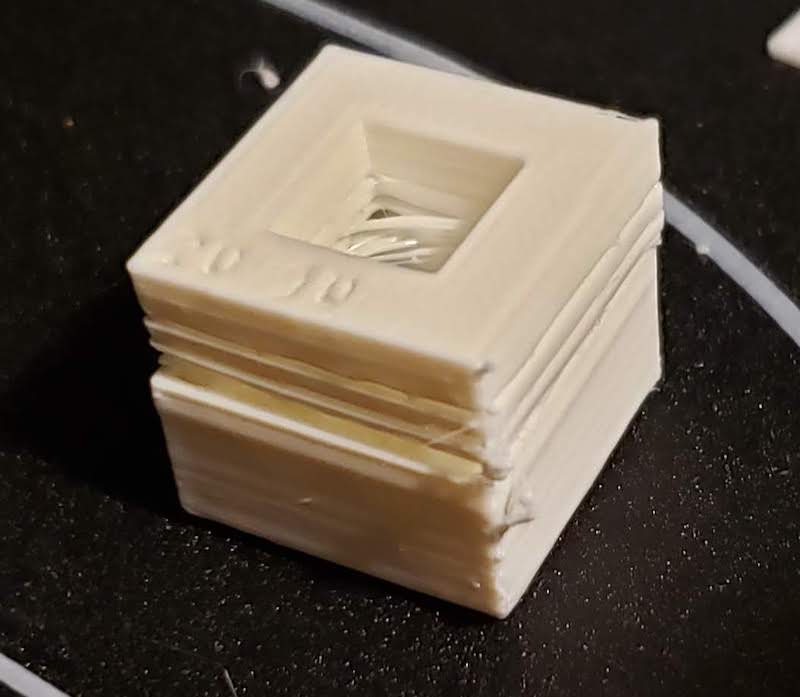
The next test I wanted to try was some print in place moving parts. Based on the clearance test 0.3mm between parts should work. I started with this tutorial on how to make an impossible dovetail box. I modeled the box in Fusion360 with a 0.3mm cut between the two sides.
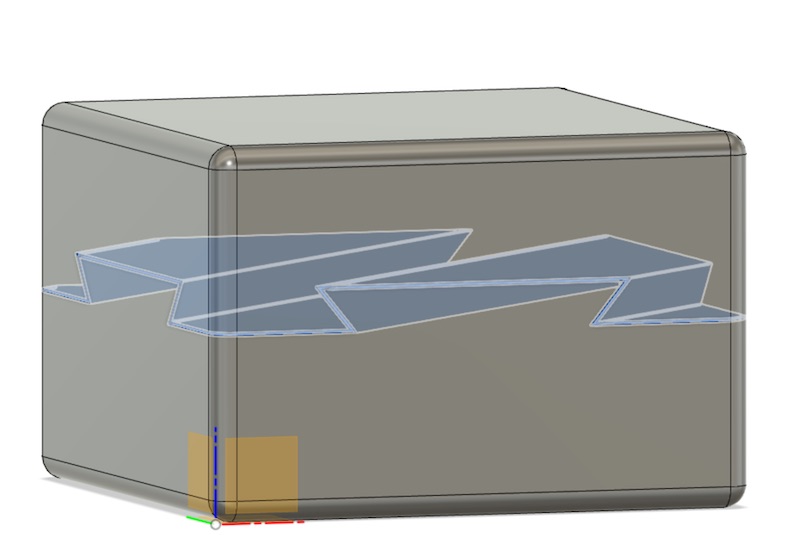
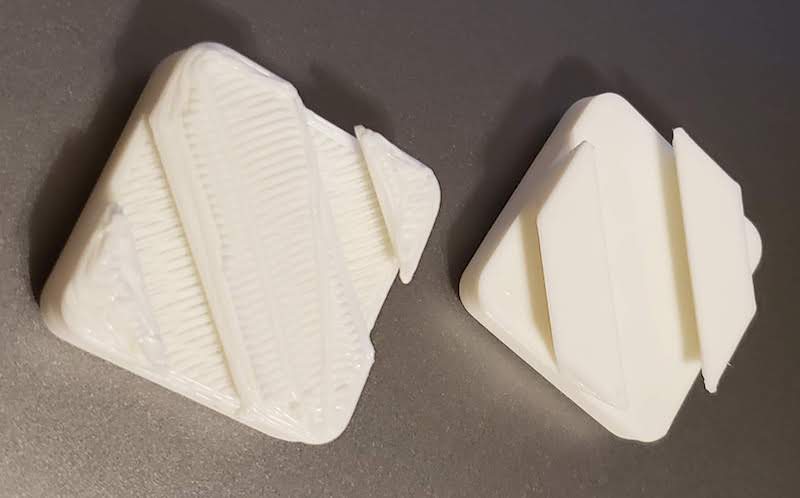
The tutorial suggested printing in two pieces and then fitting them together but I wanted to try printing it in place. When it came off the printer I was worried that the 0.3mm spacing wasn’t enough as the two parts were stuck together, but some work with a knife got them apart. You can tell from looking at the inside of the top piece that the outline of the first layer didn’t stick well to the 0.3mm gap and it got dragged around which is why the parts stuck together a bit.


3D Scanning
Regard3D
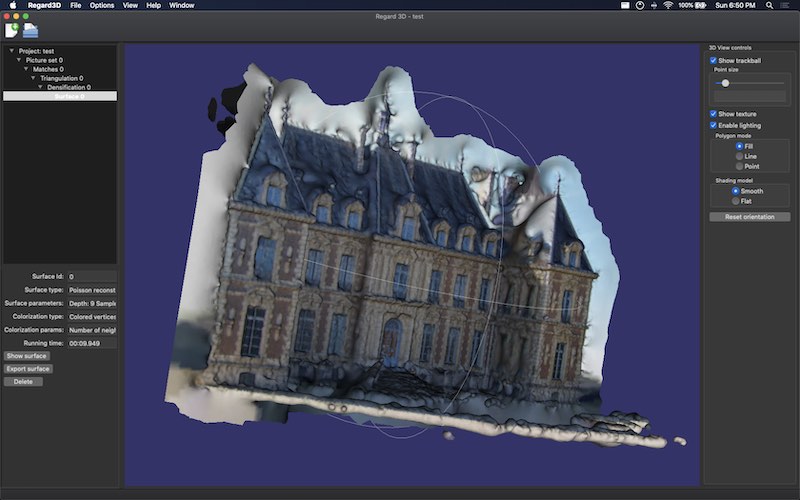
Since we are not going into the lab this week our only option for 3D scanning at home is photogrammetry. I started with this article from prusa which I had saved a while ago. I read through it again and found the software it recommends only works on nVidia graphics cards which I don’t have. So I threw that out and went looking for some different software. I found ths article with a list of 3D Scanning software. I’m running macOS so I looked for something on that list that ran on macOS and was free. I also didn’t want to have to compile something from source so I wanted to find something with a binary installer. I decided to try Regard3D. I followed it’s tutorial to get started and downloaded their suggested sample image set. This is the output from the tutorial.
I exported the .obj file and brought it into meshmixer to try to clean it up.
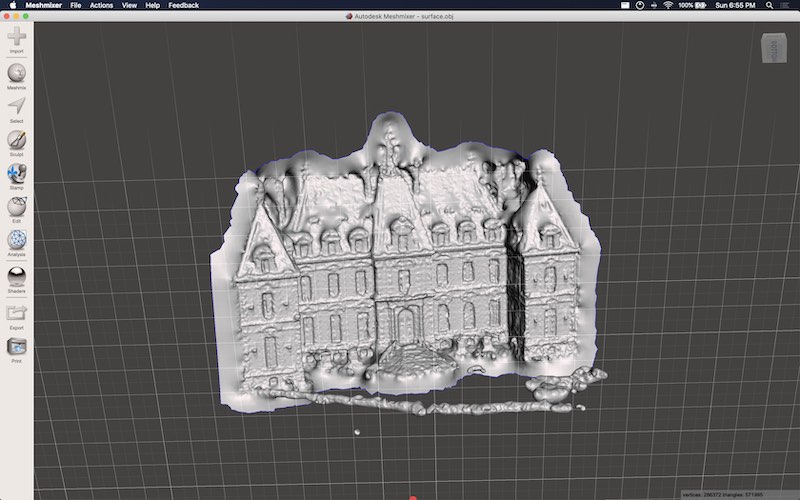
I used the sculpt remove and zipper tools to remove the extraneous bits in the scan but I didn’t have enough experience in mesh mixer to built it into a solid object. I was happy enough with these preliminary results that I wanted to move on to scan something. I looked around the house and found this grumpy pumpkin and decided it would be fun to scan.

I set up some extra lights to try to get even lighting around the object rather than the single overhead light in the room and took 42 pictures from all around at several angles. I fed them into Regard3D and had some trouble getting anything to generate. I tried fiddling with the settings a bit but couldn’t get anything resembling an actual object. I’ll have to keep trying with the settings or take more photos in different light. I did see some suggestions to take photos outside on a cloudy day to get flat even light. I’ll try that next with even more photos.
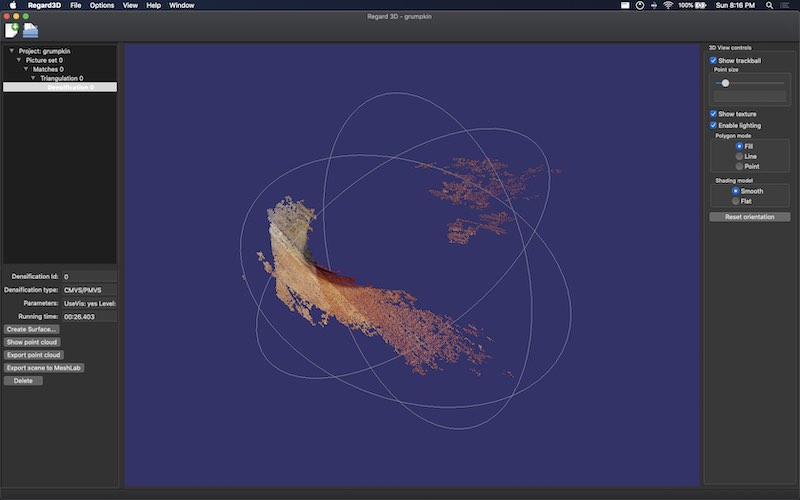
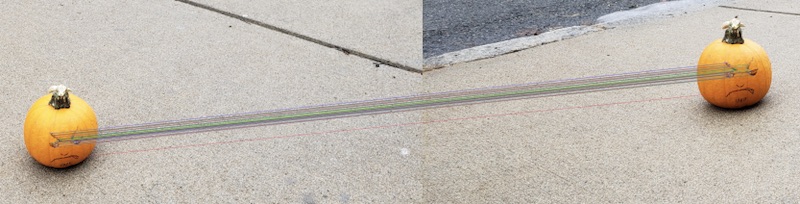
I took another set of images of the pumpkin outdoors on an overcast day. I just put it down on the sidewalk and walked circles around it taking 44 pictures at various heights. I ran that photo set through the matching algorithm and it generated a ton of key points on the textured sidewalk and not very many on the relatively smooth pumpkin. This resulted in not enough matches on the actual object and no useful surface being generated.

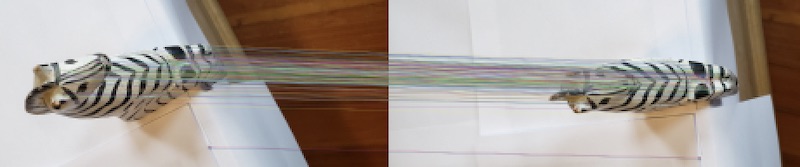
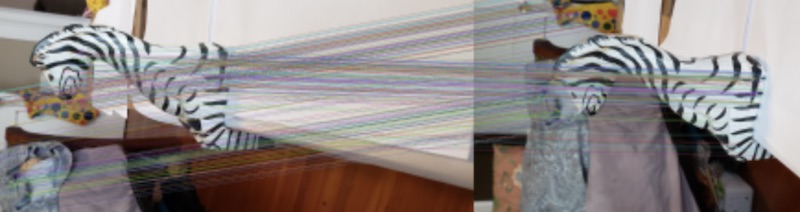
I did a bit more research and found this video which suggested if you have a smooth or even surface adding some color or texture with paint or ink could help. I didn’t want to paint the pumpkin so I picked an object with less a uniform surface. I grabbed a decorative zebra off a shelf. I tried to setup a cleaner background by using white paper to place it on. This didn’t end up helping as much as I wanted because in order to take pictures at all angles there was a lot of the room in the background. This resulted in better matches on my target object but still not enough and too much background noise.
Lots of good key points.

Still not enough matches.
Still lots of matches in the background.
SCANN3D
I wanted to try a phone app to see if that would give better results by being closer to the hardware. I downloaded SCANN3D onto my android phone. I went back to the pumpkin to see what happened. The app directs you to take a bunch of photos and it places key points on the photo as you move around.
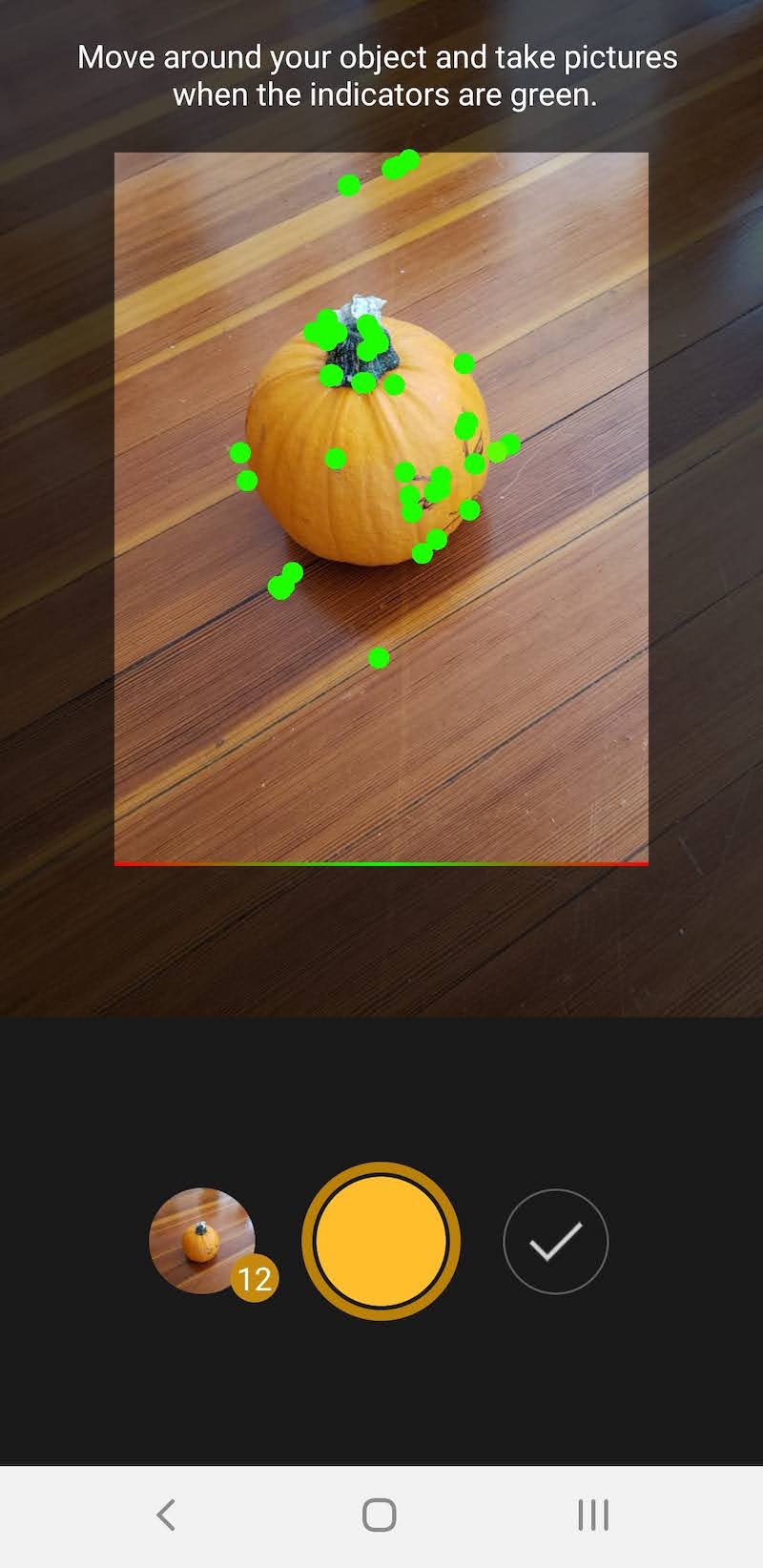
I moved round and round taking pictures and told it to generate a model.

The model looks pretty good for only 26 photos. However the app requires you to buy the paid version to download the .stl file. So I stopped there. I’ll play with one of the 3D scanners in the lab next time I’m there.