week_15
Molding and casting
The four main materials for this week are the Wax spider, model gypsum powder, silica gel and Epoxy resin.
1. Main performance parameters
Drop point: 65--68℃
Weight: 0.93
Ash content: < 0.02%
Penetration (penetration, 100g, 5 s, 25℃) : above 6 mm-1
Form of Supply: Hemispherical
Color: blue, green
Melting wax temperature: 100℃
Temperature protection: 65-68 ℃
2. The characteristics of wax spider
1). High strength, good fluidity, low shrinkage, good casting cleanness.
2). High toughness, high hardness, short curing time, strong resistance to high and low temperature deformation.
3). It can be recycled for many times and has stable performance.
3. Application
Wax spider is widely used in jewelry manufacturing, aircraft blades, golf heads, high-precision industrial parts, pipe fittings, handicrafts and other investment casting, can be directly processed into works of art or precision industrial wax molds.

1. Model gypsum is mainly made of type structure hemihydrate calcium sulfate and some additives such as appropriate pigment.
2. Application
Craft sculpture, architecture, DIY mold making, decoration, etc.
3. Using
After 100g gypsum is fully stirred with 35g water, its fluidity is good, the initial setting time is about 8 minutes, and the demolding operation time is 40 minutes.
1. Silica gel is environmentally friendly, non-toxic and odorless, no curing agent is needed, and natural foaming can be achieved without heating, high temperature resistance can reach -65 to 300 degrees, feel delicate, mold smooth.
2. Application
It can do glue mold, sugar mold, cake mold, chocolate mold, candy mold, lace mold, mousse mold and other food mold manufacturing.
3. Using
Silica gel is divided into Glue A and glue B, according to the weight ratio of 1:1 weigh and stir evenly (stir for 5 to 7 minutes or so), and then pour directly into the container (plastic container or iron box can be, to be clean without moisture), and after the silica gel solidifies and forms, it can be unmolded.

1. After curing, the hardness of epoxy resin is up to over 80, which is characterized by low heat and slow solidification.
2. Application
It can be Used for all kinds of resin furniture, river table, crystal technology, etc.
3. Using
Mix according to weight ratio A:B=3:1

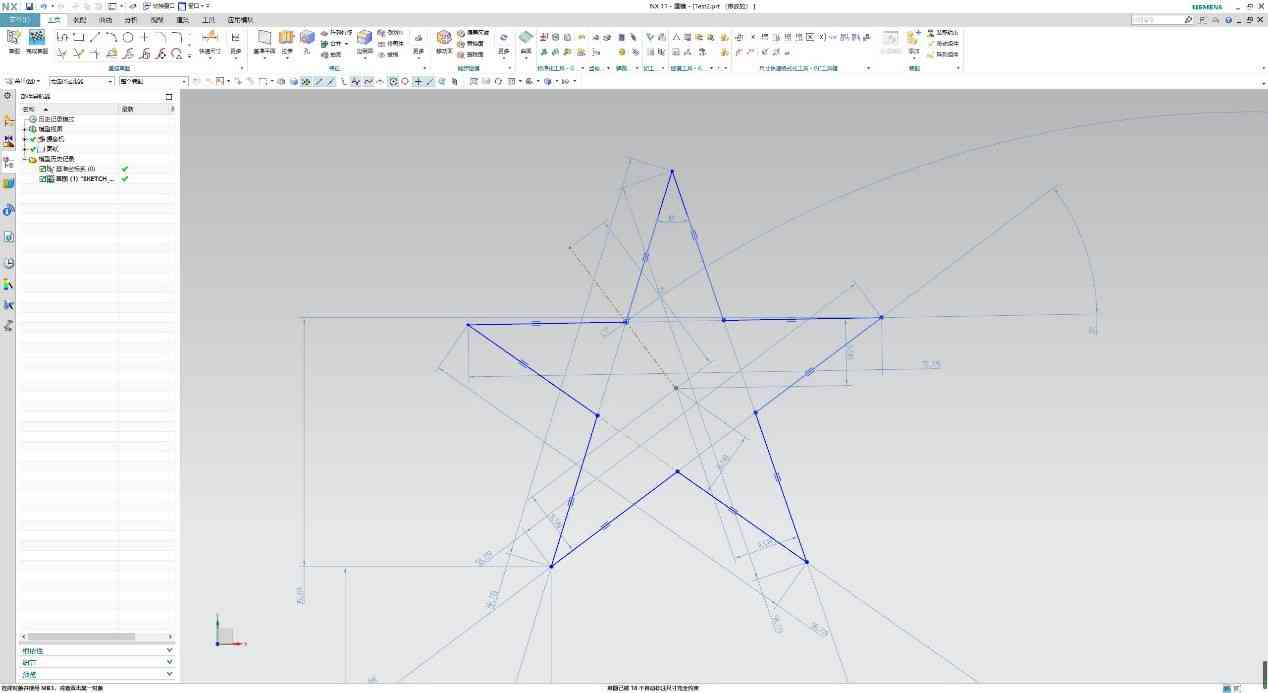
After reading up on the materials, I wanted to make something to testing different materials. So, I decided to make five-pointed star.
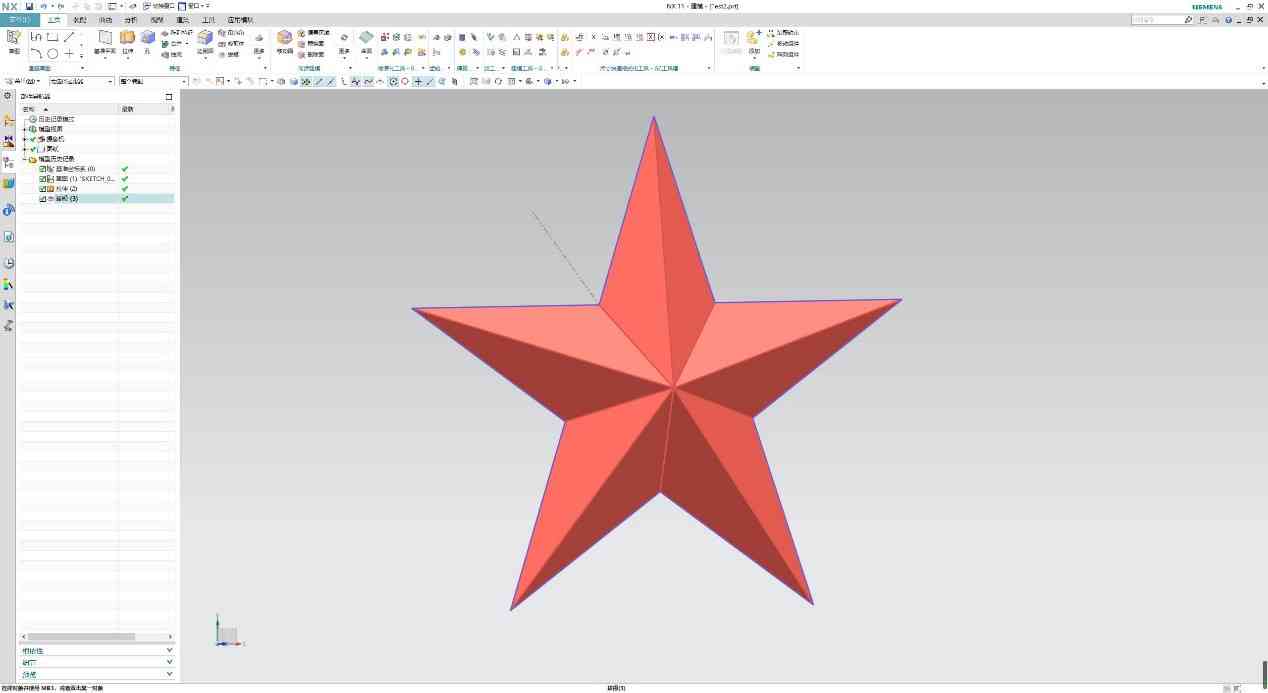
First, I created the sketch use the software of the NX UG.
I then used the stretch and draw instructions.
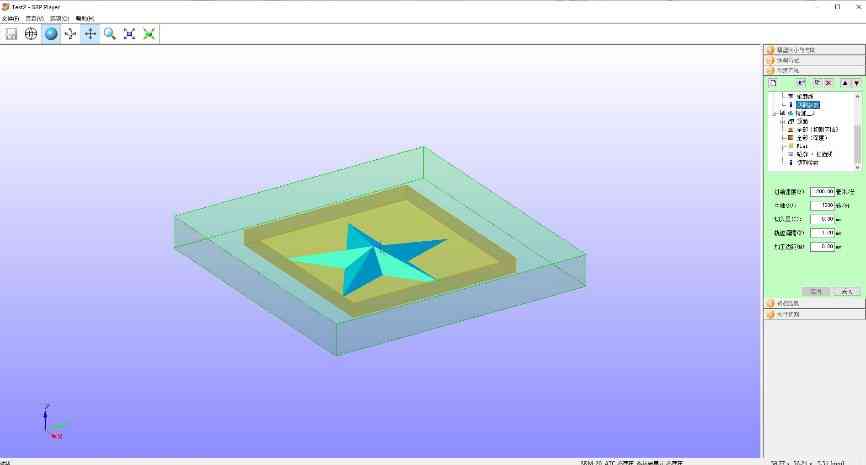
The file was imported to software of SRP Player to convert it to the files for the Roland SRM-20 milling machine. The milling operation consisted of initially cutting using rough cut (using 3mm 2 flute endmill) and finally smoothening it with finish cut (also using 3mm 2 flute endmill).

A 3mm two flute endmill for smooth finish and rough cut respectively.
Rough machining:
(1) feeds: 1200 mm/min;
(2) speeds: 7000 r/min
(3) step-down: 0.3mm
(4) step-over: 1.2mm
Finish machining:
(1) feeds: 1440mm/min;
(2) speeds: 7000r/min;
(3) step-down: 0.15mm;
(4) step-over: 0.1mm;
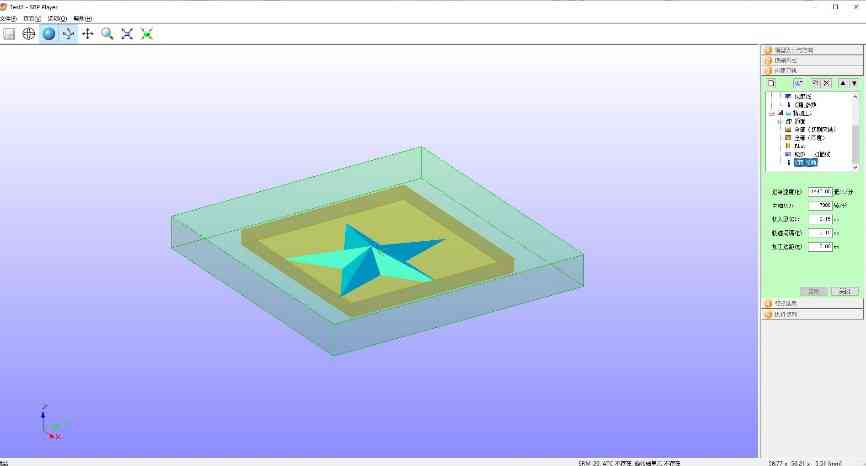
Rough cut
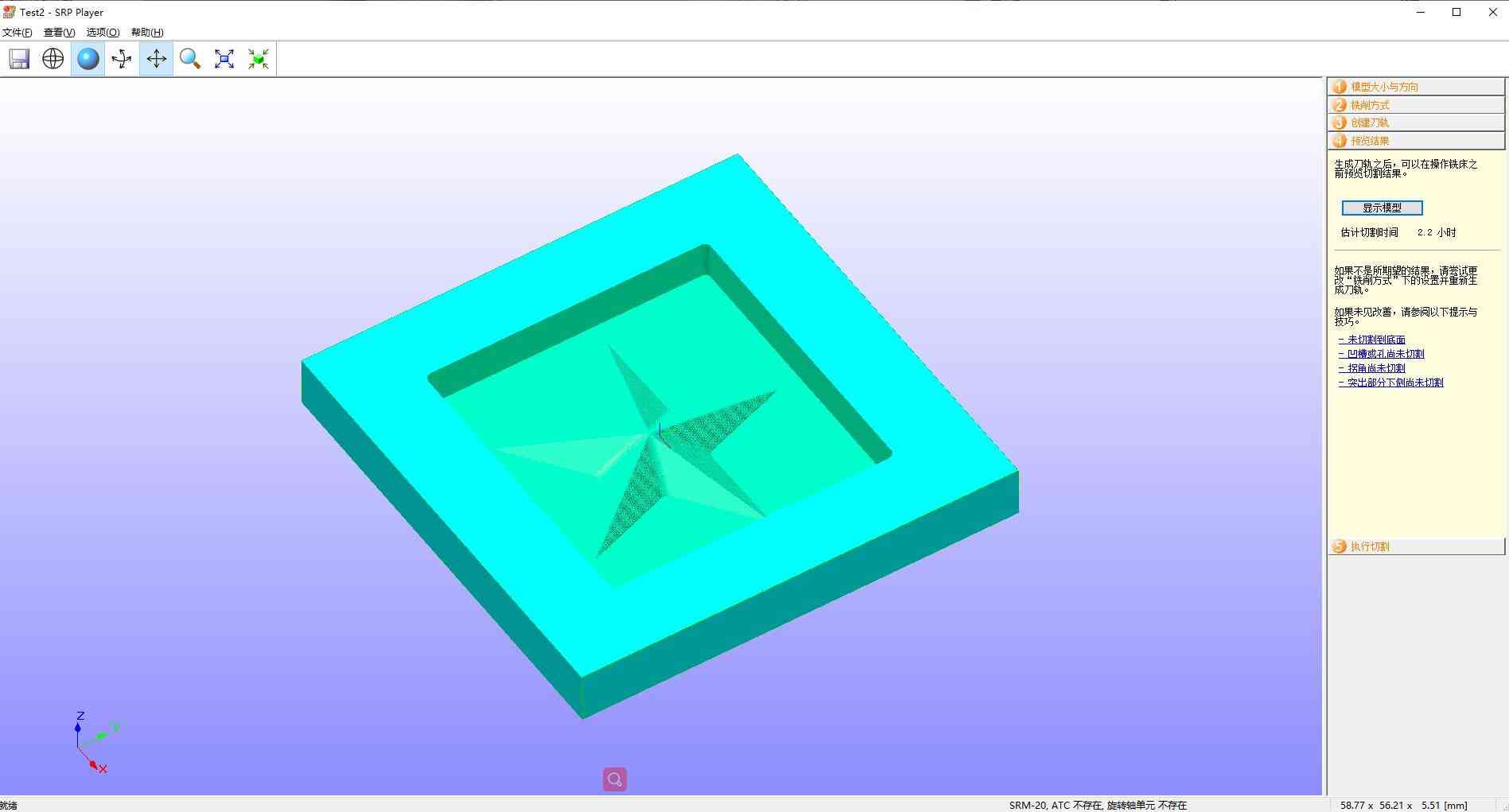
Finish cut

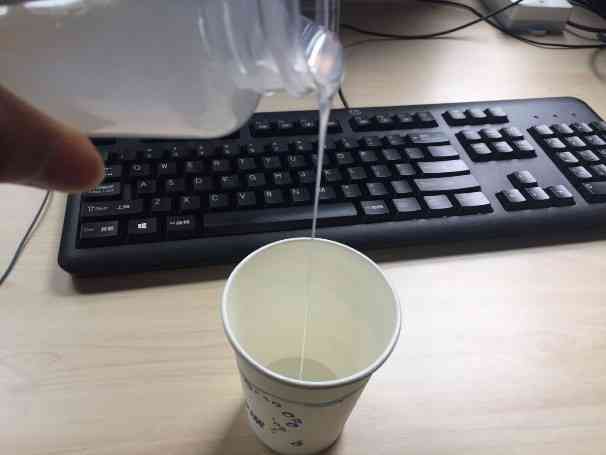
Now I am going to pour the mold. Calculated quantity of Silica gel is weighed and mixed. Required (1:1) quantities of Part A and Part B are mixed to get the mold mix. It is suggested to mix the contents well before pouring it out. Then I stirred these mixes slowly without creating air bubbles and also poured onto the mold slowly. After pouring the mold is shaken/tapped to release air bubbles.


I used gypsum, wax spider, epoxy resin to make the five-pentacle. So, the gypsum powder required (100:35) quantities of water and gypsum powder. Also, the epoxy resin required (1:3) quantities of part A and part B. Wax spider need to heat to melt and pour it into the mold.





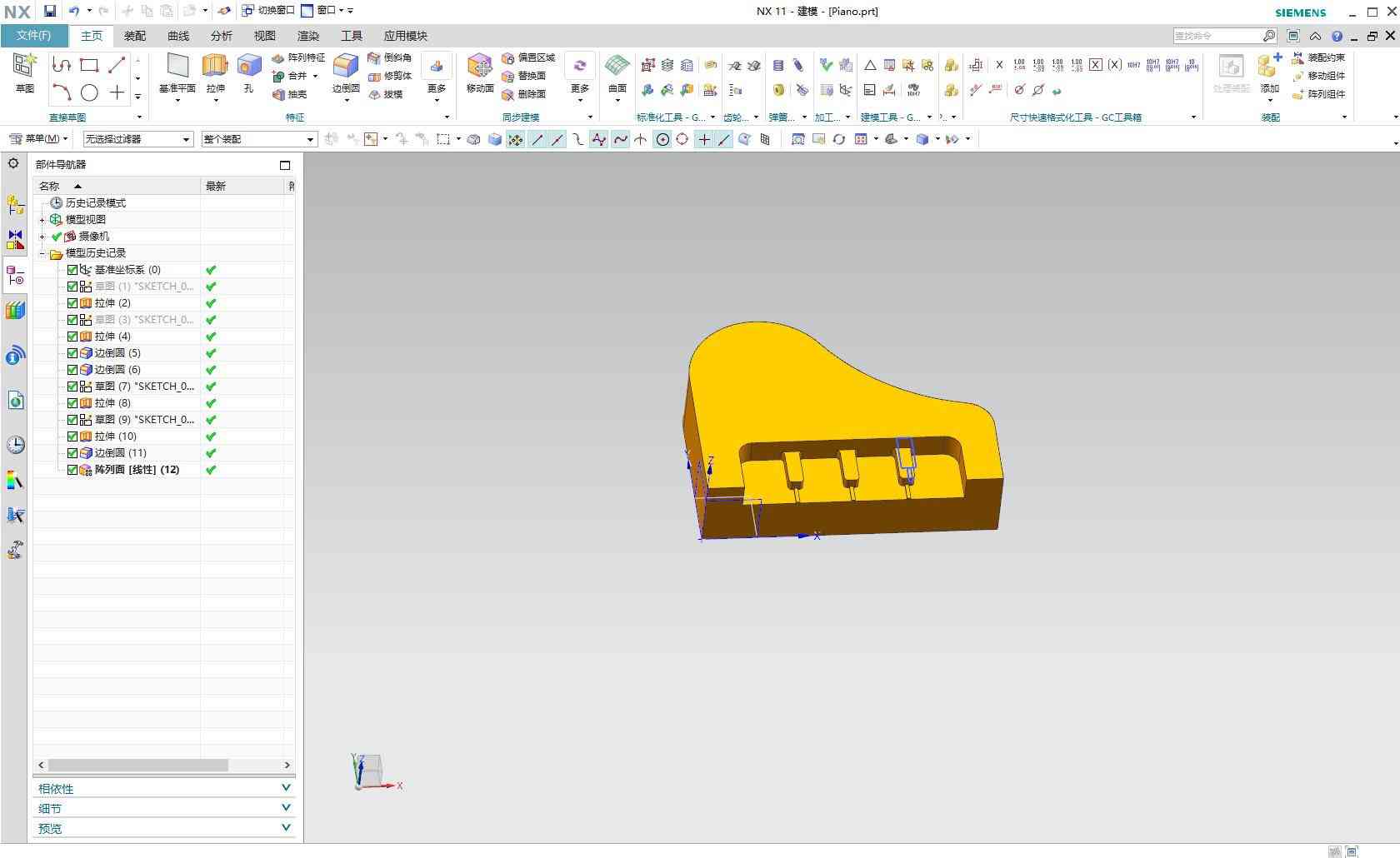
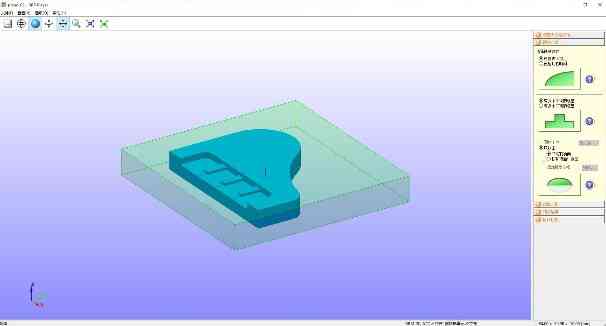
Here again, I used NX UG to design the piano part. So, I designed a very basic one placed in the center of Coordinate system. I used sketch, stretch, arrays, and so on.
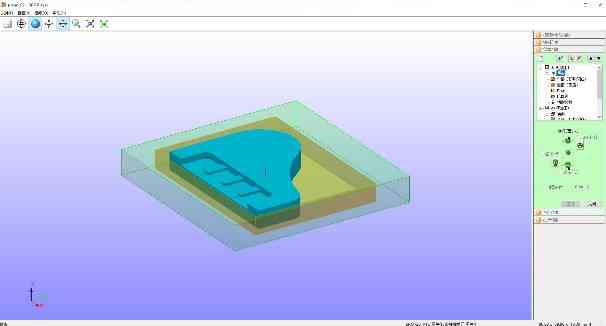
The file was imported to software of SRP Player to convert it to the files for the Roland SRM-20 milling machine. The milling operation consisted of initially cutting using rough cut (using 3mm 2 flute endmill) and finally smoothening it with finish cut (also using 3mm 2 flute endmill).
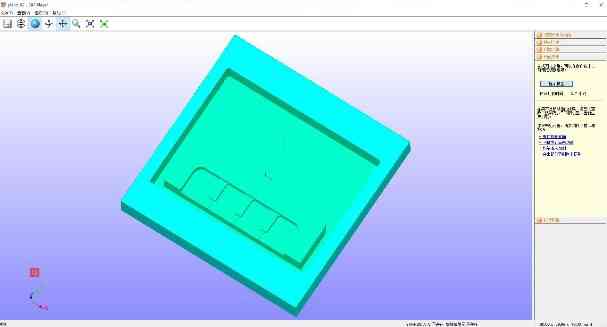
Rough machining:
(1) feeds: 1200 mm/min;
(2) speeds: 7000 r/min
(3) step-down: 0.3mm
(4) step-over: 1.2mm
Finish machining:
(1) feeds: 1440mm/min;
(2) speeds: 7000r/min;
(3) step-down: 0.15mm;
(4) step-over: 0.1mm;
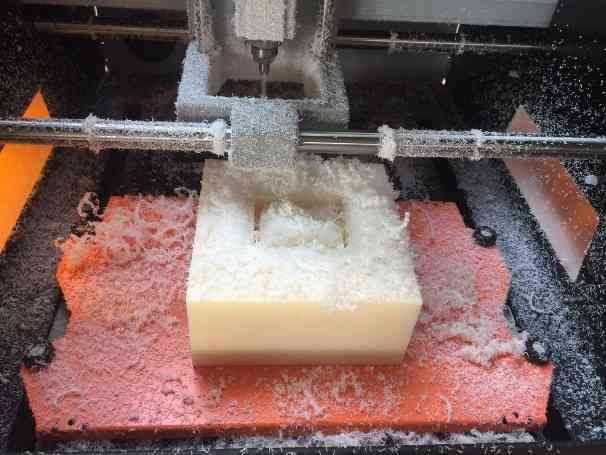
After saving the G-code, I ran it on the CNC mill quite easily. I made piano molds in two sizes.

Now I am going to pour the mold. Calculated quantity of Silica gel is weighed and mixed. Required (1:1) quantities of Part A and Part B are mixed to get the mold mix.

I used same masteries to make the piano. So, the gypsum powder required (100:35) quantities of water and gypsum powder. Also, the epoxy resin required (1:3) quantities of part A and part B. Wax spider need to heat to melt and pour it into the mold.

