![]()
Lagos, Portugal
+351
-
Follow Us :
- Email us
![]()
Lagos, Portugal
+351
Follow Us :
Document your work (in a group or individually)
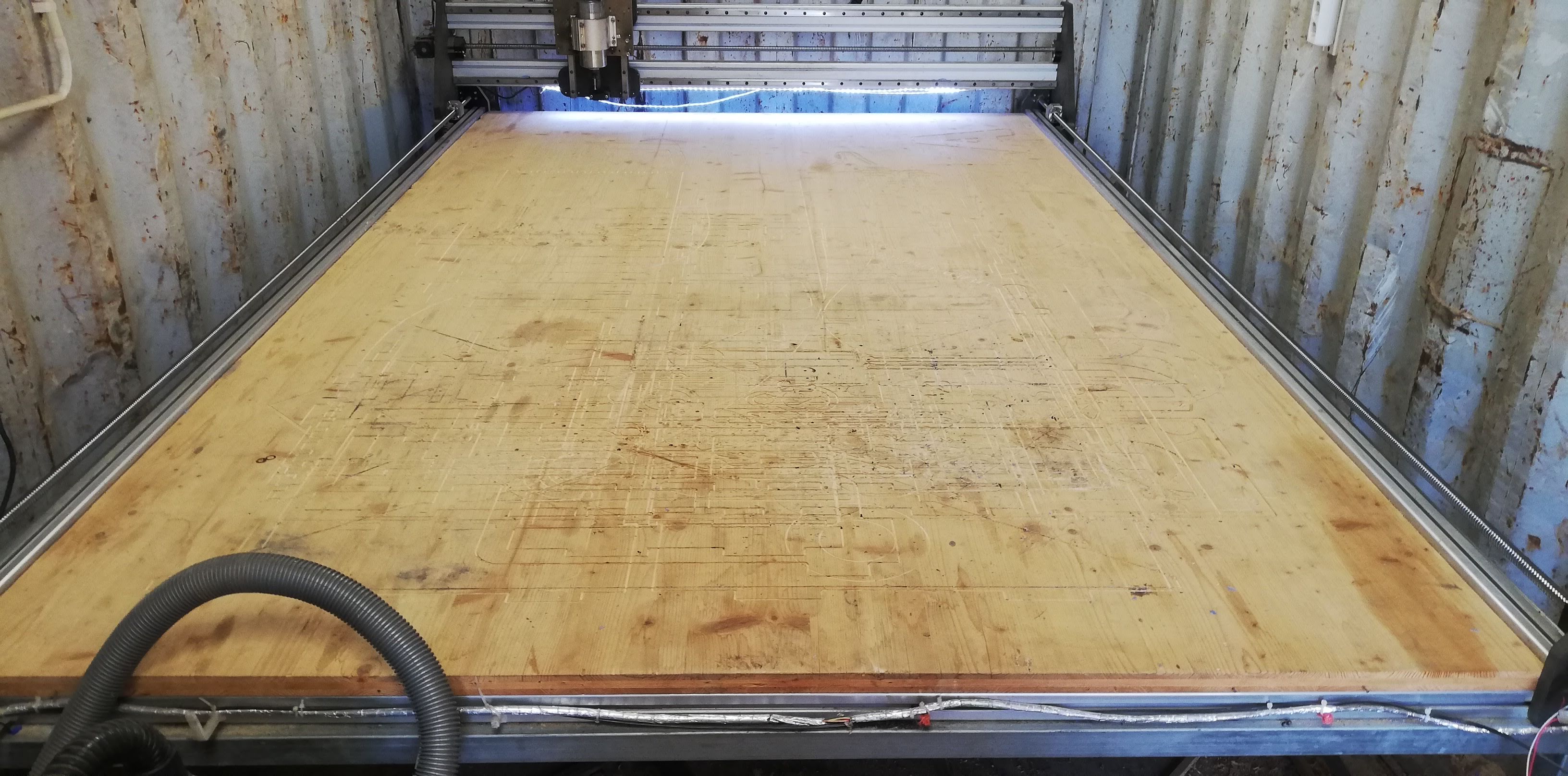
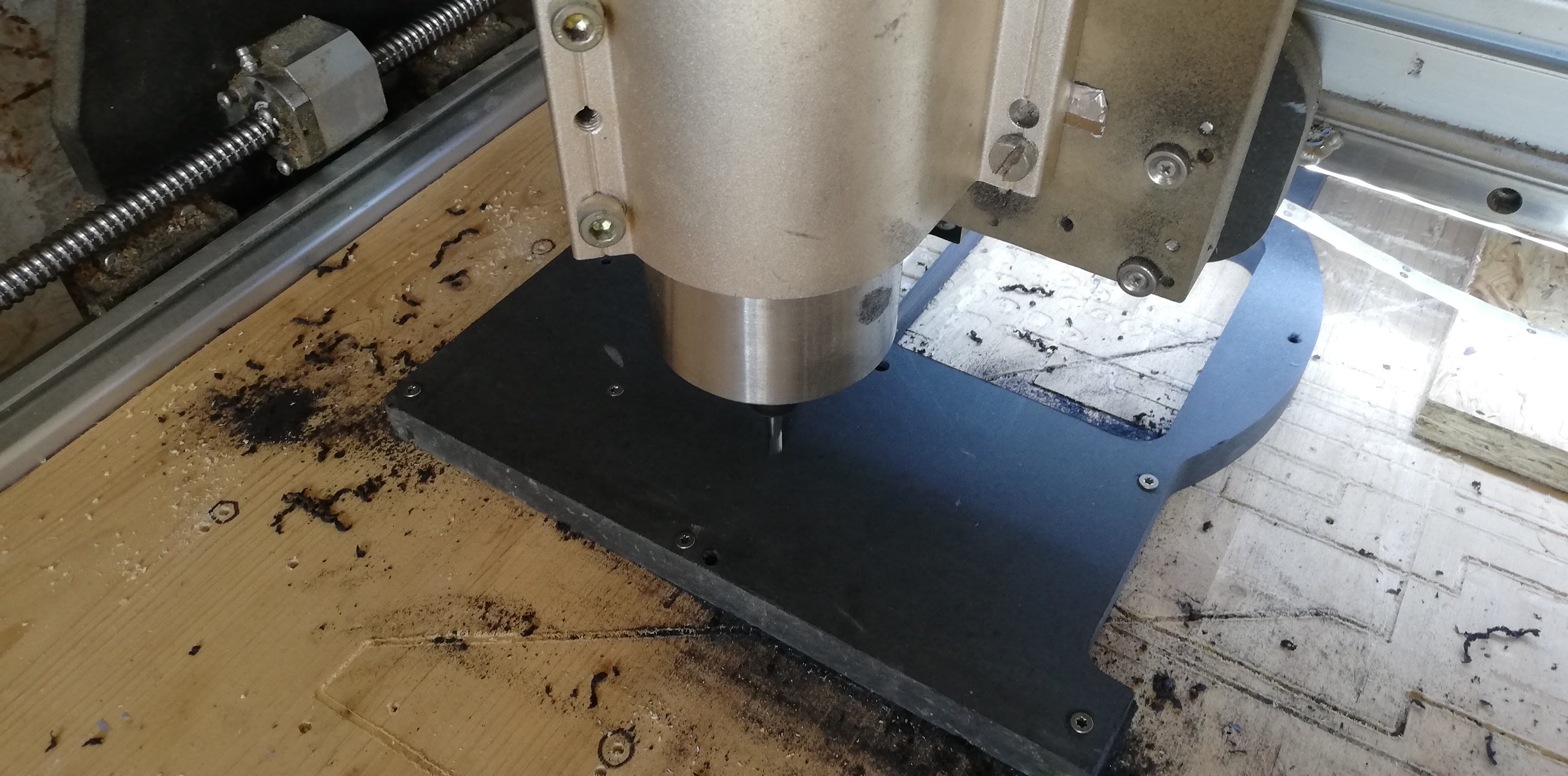
Our CNC is a DIY machine made by Lucio as one of his Fabacademy's Final Projects ideas.

It measures approximately 3000mm x 2000 mm. It is fitted in one of the containers in the farm.
We started the group task by researching other fablabs and the documentation that was most inspiring for us was from Berytech FabLab it showed a lot of theory about milling with a CNC as well as the tests performed.
We extracted a few important points that will be used in this task. If you want to go a little deeper on the theory I suggest a read on their website as it's a nicely written without being too technically heavy.
test run-out, alignment, speeds, feeds, and toolpaths for your machine
youtube video from At-Man Unlimited Machining channel and this link from the CNCcookbook website.
In order to test it we will be using a dial indicator:
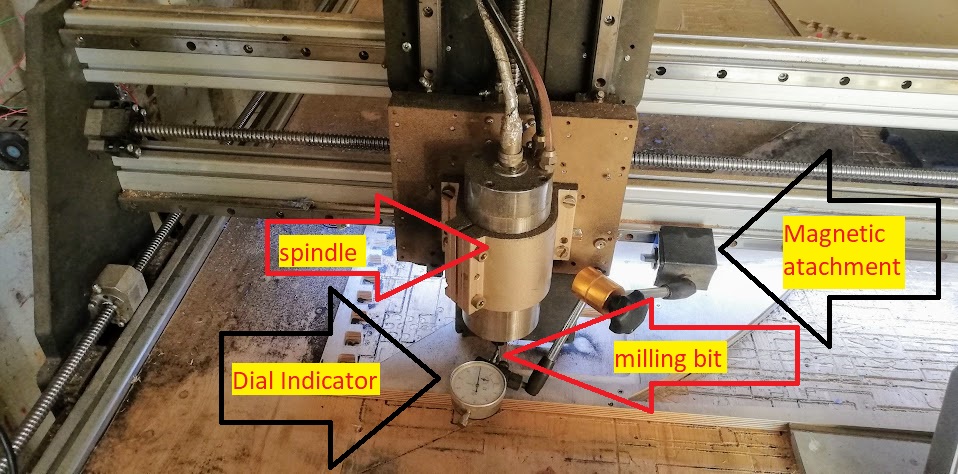
Depending on the results you will have to fix the spindle, what could mean replacing it even I had to fix my spindle before and the procedure was documented on the PCB production assignment.
My result was quite acceptable, around 0.01mm.
Checking the level.

Adjusting the foot with the wrench.

Checking the level again with the string attached to the corners.

String almost touching in the middle needs 2 mm adjustment.
Showing the alignment procedure:
String touches each other.

the objective is the gantry (y axis is perpendicular to the X axis.

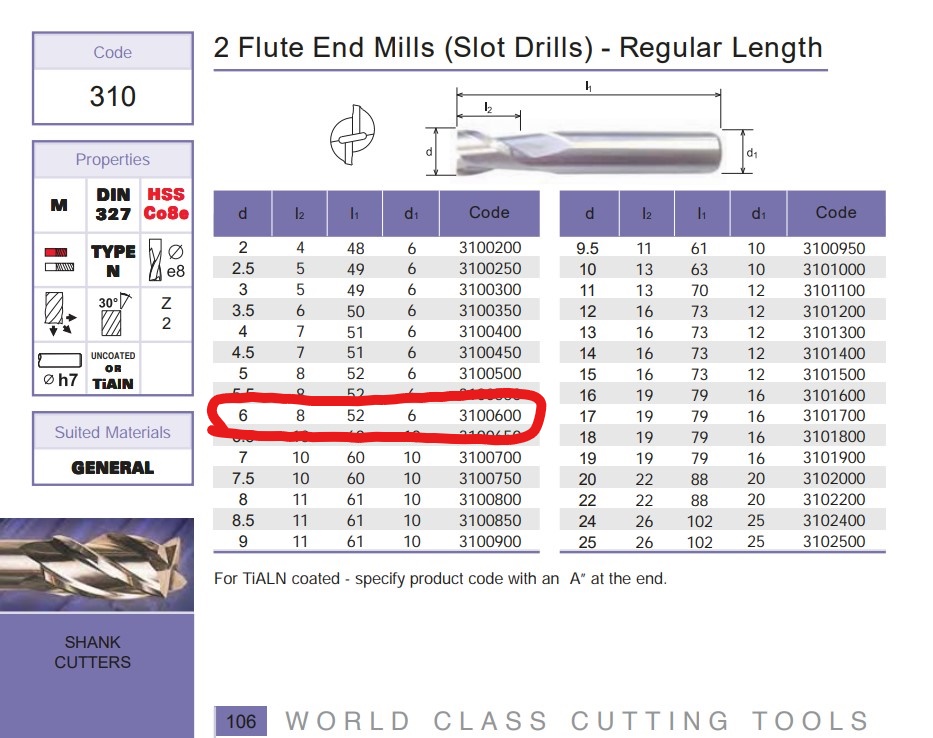
We will be using the following tools to perform our tests: 6mm 2 flutes spiral flat tip end mill.
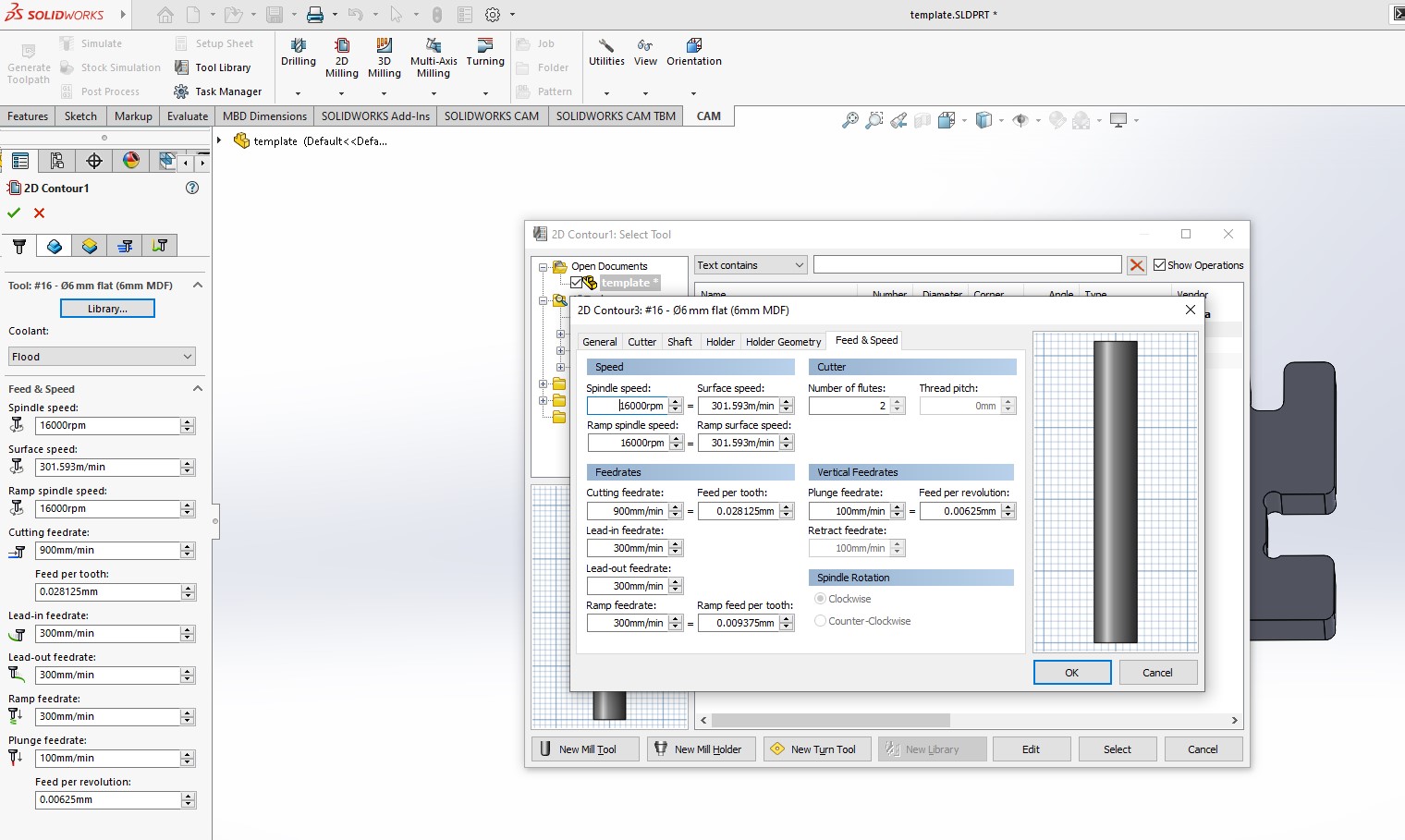
We calculated the speeds based on experience with the help of HSM on solidworks. When you create or change a tool it calculates with its internal formulas feedrates, surface speed and ramp speed, etc. For this test I used 900mm/min for cutting speed and 300mm/min for ramps and etc. Well in the middle of the test in the CNC interface I increased speeds as it was slow for what I was used and I ended up using for the rest of the test 2100 for cutting feedrate and 700 for ramps.

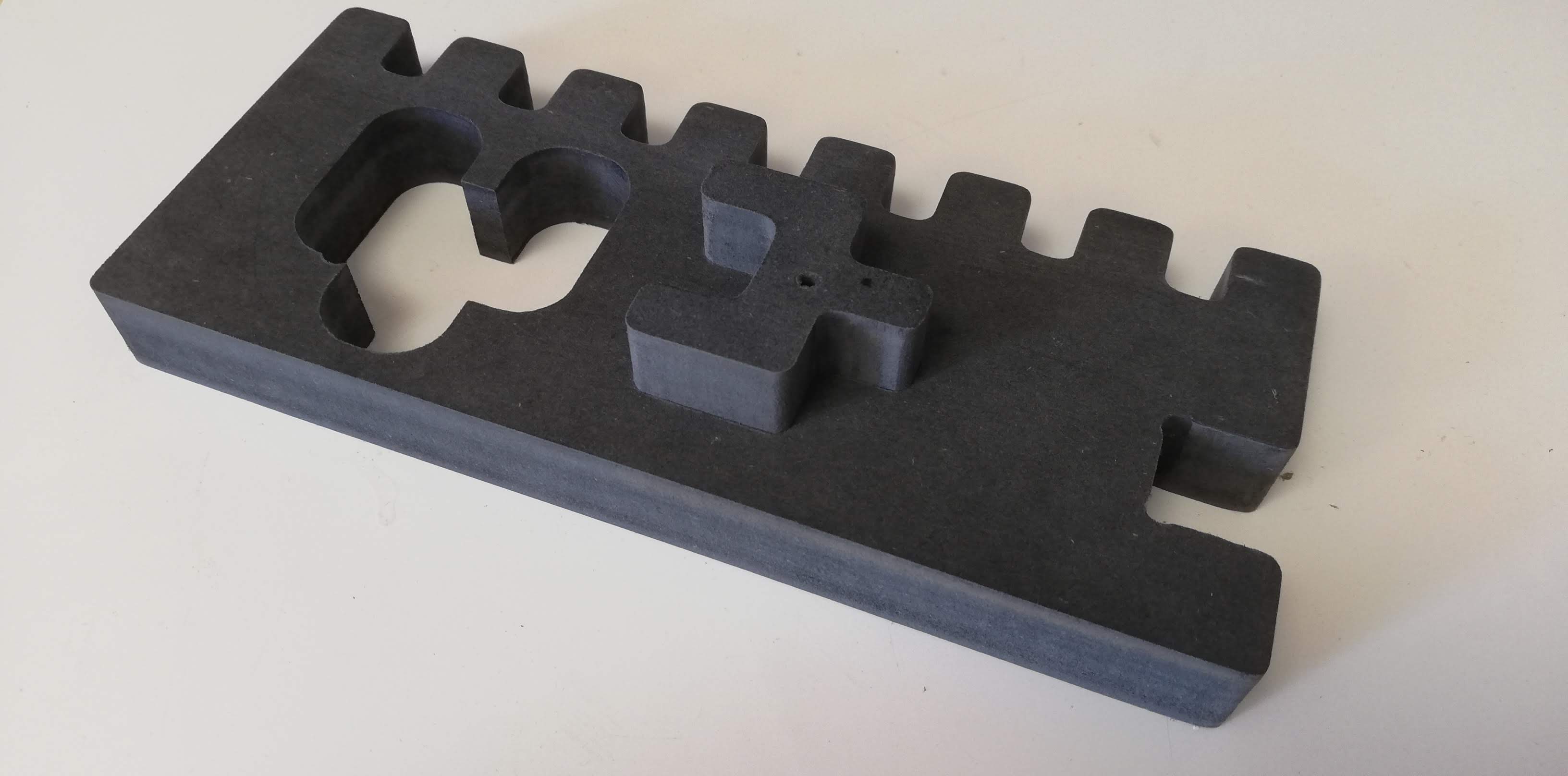
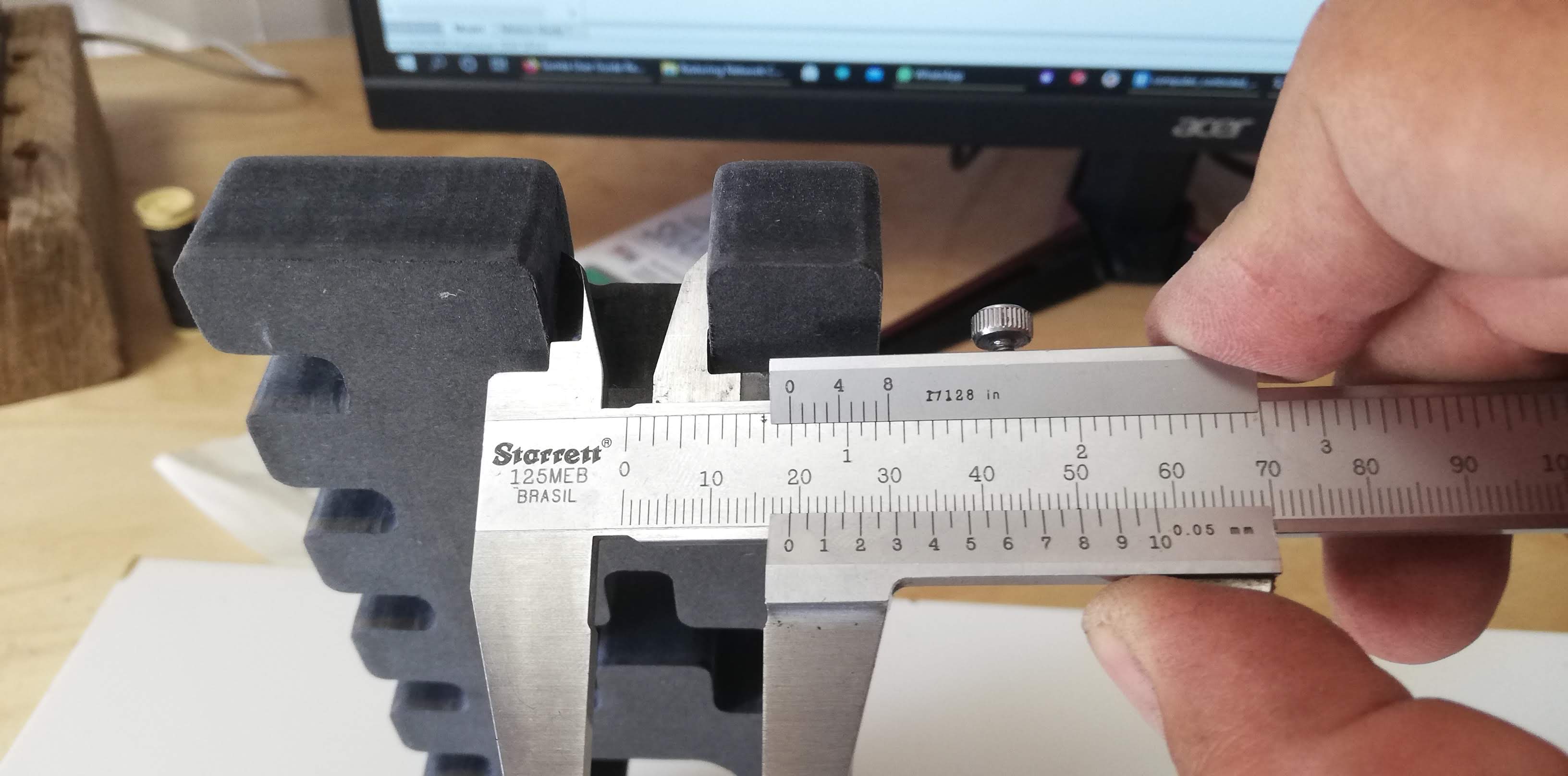

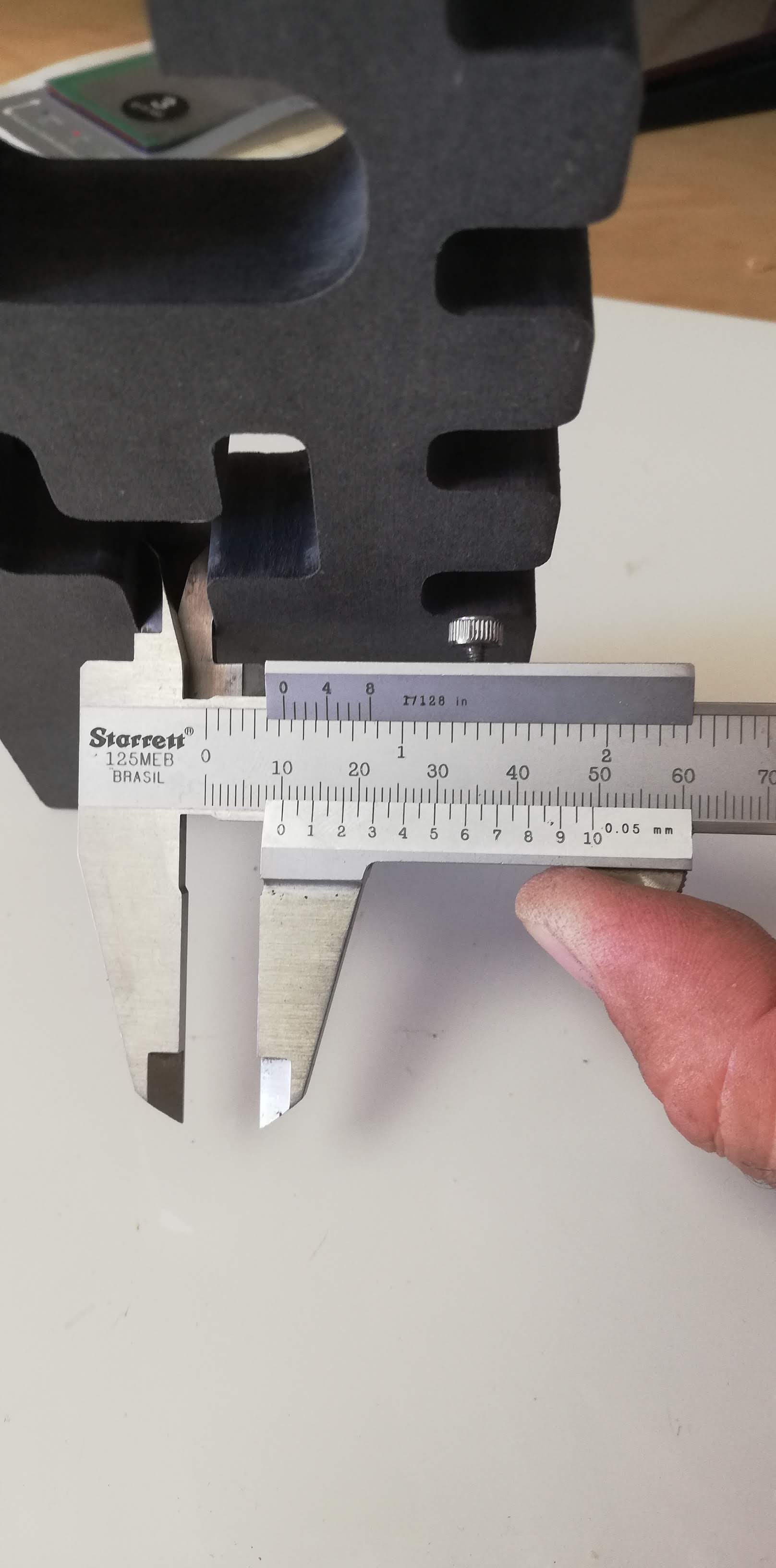
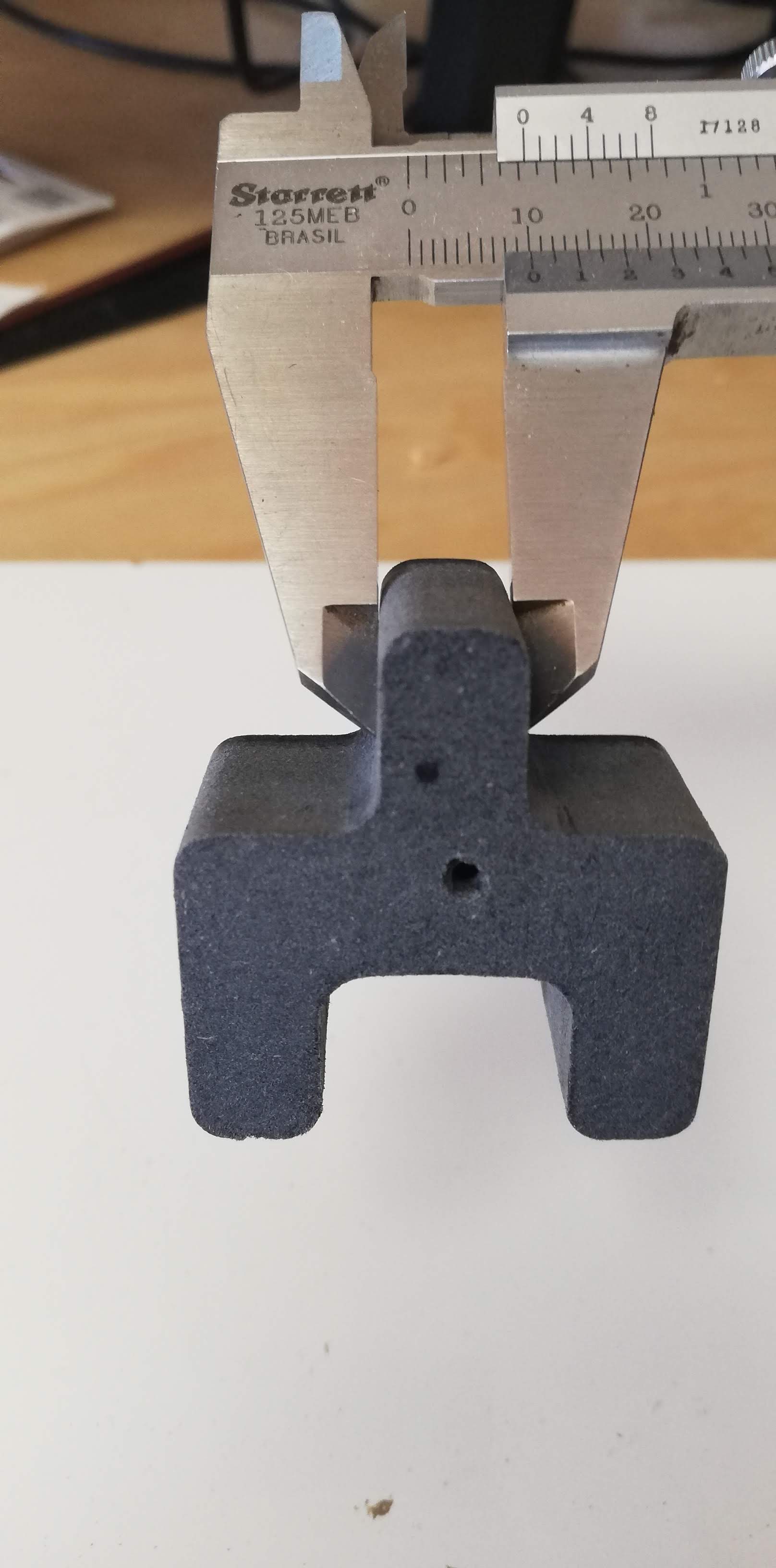
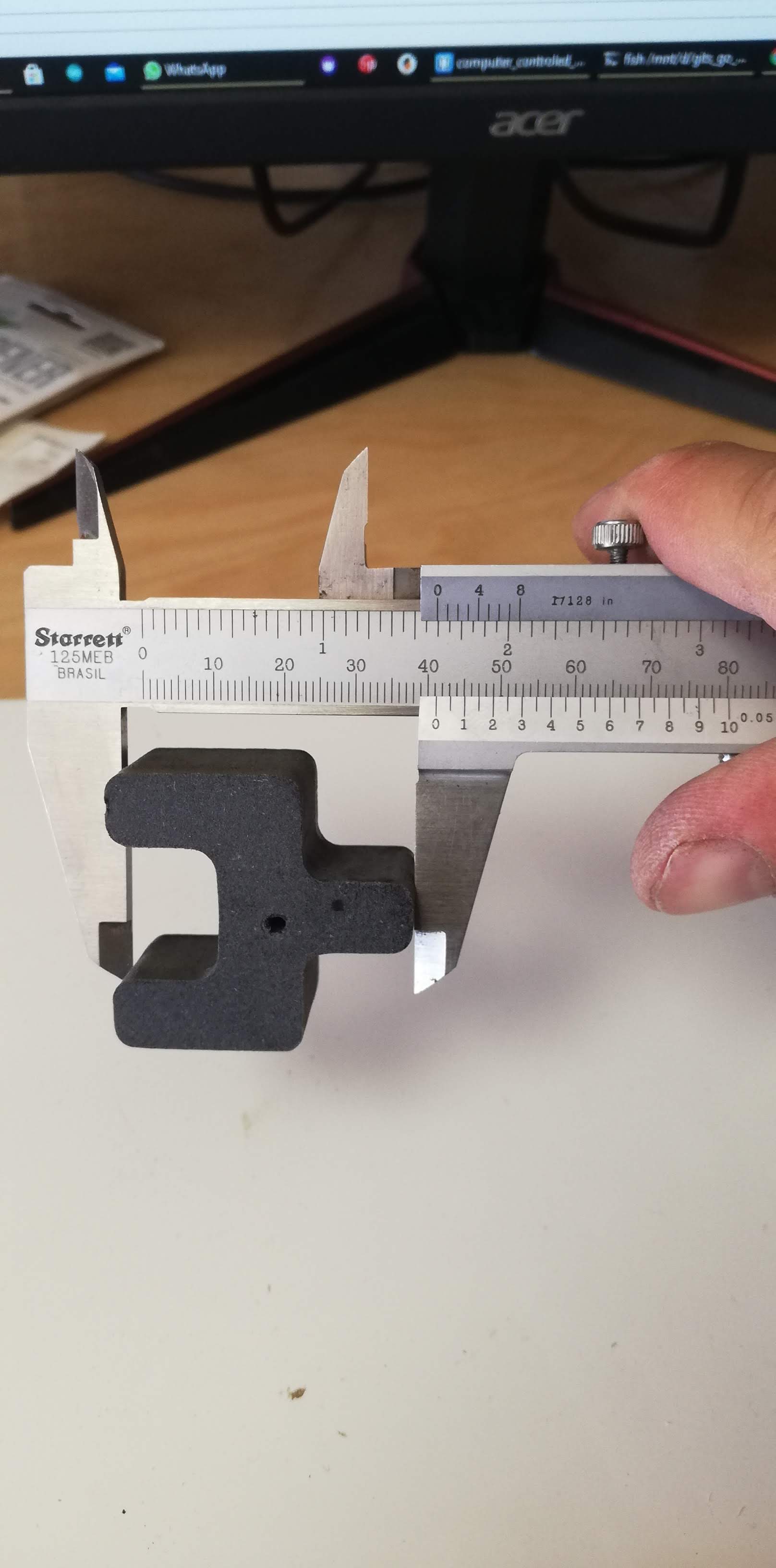

My CNC is quite precise for wood work but it needs attention on the daily calibration of its squareness as it is prone for loss of steps, I would recommend an off set from 0,05mm to 0.1mm to ensure fit without struggle.


2020, Algarve Fabfarm | HTML templete Design by W3layouts.