What you will find on this page:
-
2013 project
Group assignment
About the MakerUnit
Individual assignment: MakerUnit 2.0 frame
Individual assignment: MakerUnit 2.0 shelves
Making the files
The Shapeoko
Hero shot
Reflection on this week
Manuals and files
2013 project
Looking back at the "make something big" assignment from 2013 hit me with a wave of nostaligia and homesickness. If I would'nt have lost most of my files, I'd be already done with this week. But I did, so where we are, another chance to tell my story.
During my exchange year in Iceland, before I ever even heard about the FabAcademy, I volunteered in a project called "FlikkFlakk" organised by some FabLabs and RUV, the national broadcast
of Iceland. The goal of the project was to give the harbor a more
attractive look for tourists and locals. I decided not to join the finals at the secondary school where I was attending back then, but volunteer full time in the project and local FabLab. I was already
graduated from secondary school in Belgium, so finals in Iceland were not mandatory for me. While Frosti was outside with the designers, I took charge of the lab and most importantly
the big Shopbot cnc. All the stencils that are seen in the video here, were designed by our 4 designers and milled out by me.
Until this day, I'm still not sure about the impression that those 4 designers left on me. Is it because of them that I went to design school later on? What's for sure is that all of them
were happy to welcome me home and back in Iceland when I moved back to Iceland to study in the FabAcademy.
Some of the work that we did during the "FlikkFlakk" project can be found here:


Once I entered the FabAcademy, I happily turned on the Shopbot again, but it didn't go as smooth as I wanted it to be. To the other hand: I made the perfect example on how not to do it.
My first and most severe mistake was not understanding the fact that you can mill inside or outside of the drawing. Guess what went wrong... I never picked up the project again as I
screwed it all together, and we happily used it as a foot bench for the rest of the academy. At least it served some purpose.
Another thing that I remember from that assignment in 2013 was the spindle feed. Cutting through wood went fine, I learned my lesson during the FlikkFlak-project. But milling foam was another story. Foam, when milled out to fast, starts melting on the end mill. It happened to my colleague and I managed to fix it in the end. No lasting harm was done to the endmill. But we learned or lesson on milling speed.


To top
Group assignment
A different planning made me use the CNC from a friend that owns one at home. It also gave me more time to mill out what I wanted to mill out and my co-students in the ULB lab more time
for their assignment.
Mills
To mill out my own pieces, I used a 4mm flat endmill. We soon figured out that milling a straight line of 40mm did not result in milling 4mm out. Originally it would be 4.60mm, by changing some settings we got to 4.15mm.Rounded or square corners?
Another new thing that I learned was to add little squares in the design. As the mill is round, I wouldn't have straight corners. We added little squares in the design files of 4.5 mm on 2.5 mm
so that my corners would be square.
Speed/feed rate
Standard this was on 3000 rpm, but we changed it to a 1000 rpm for 18mm multiplex. While milling out, we could also still change the rate if we thought it could go faster or slower. Makezine has a interesting article about this. And the Carbide 3D (the second CNC milling machine that I'll use) has a library for the rates. This makes it easy to start milling without having to do to much setup.
Milling air
As every carefull machine operator the first time we started the machine we milled air. We even managed to get some mistakes out of the files because of that. But of course that's not all.
So before we started milling out the big plates, we took the file of the small shelve and milled this one out. It actually went perfect from the first time on.

Safety!
As was stated during the course, making a mistake on the CNC can have serious consequences for the machine, the room but also the people close to it. The machines on wich I will mill
don't have a protective case. The Shapoko has a plexi plate that keeps most of the flying debris away from people (we corner the machine so that it's 'safe'. The BZT doesn't have any case
eighter, but we're sitting far enough from it to be safe.
As I stayed with the machine during milling, I was using protection (on ear and in ear) and also a dust mask.
My hair was, as usual when I'm working with machines, put in a ponytail and my wristbands (I like festivals and traveling and keep them as a souvenir) covered up by a bigger armband.

Dust collection
None of the machines that I worked on this week has a proper dust collection. As I took my precautions, I didn't really mind and cared more about hearing damage. After a day in the machineroom I used both my festival earplugs and over ear protection. Back to dust collection. Not having a dust collection on the machine resulted in me getting up every once and a while to check on the machine and vacum the dust away. Always being careful to be opposite to the mill so that we wouldn't come into contact.
To top
About the MakerUnit
During the academic year 2016 - 2017 I did my internship at the Ingegno MakerSpace and in the last semester I also wrote my thesis there. The MakerSpace had made it's transition
to an actual FabLab and we moved to another location. A lot of the tables, chairs... could be reused, but as we are a lab that's specialized in working with Children, we also wanted to
have multi functional tables that were kids sized.
I spend my last semester in school researching different units used in fablabs, medical units and other movable tables and storage solutions. In the end, I took my research and the boxes
that we use in the lab and went from there.
As we are always on the move with our lab - most of our workshops are being given outside our lab in schools and libraries - we need very strong, see through boxes. We chose for
really useful boxes. The whole unit has been designed around the 145l box.
As the plans were drawn out, the deadline came closer and closer. I did a capita selecta on the tools most labs have accessible in the FabLabs but there was no time to make a second pair
of plans for the CNC milling. The first 5 MakerUnits were made by hand. Armed with rulers, pens and molds we started making the first batch. it would take us about a day for each unit.
The cutting of the wood was done in the store (they offer free cutting of plates), all the rest needed to be done by hand. And it was an annoying job of drilling holes in a lot of
weird and difficult places.
I graduated with this project in the summer of 2017. By now, the lab has several 100 to a few 1000 visitors each years and people have been asking me about this project. Are the plans available? Can you make us one? The plans are available, but as we noticed while making the last 4 Units from the first batch, there is a fault in the technical drawing. Can you make us one? No, maybe. If you give me chocolate and cider.
The 'make something big' week was a more than welcome excuse so I could make time to redraw my technical drawings and make a new batch of MakerUnits. In the
original plans of my thesis a CNC version was included, but as life got hectic, I focused on priorities. CNC machining wasn't a priority back then, even the more as we didn't have a big
CNC that could handle the side of wood that I needed for the units.
Times change and this is a good time to finally make the CNC version and share it with the world.
To top
Individual assignment: MakerUnit 2.0 frame
I milled out the main frame of the Maker Unit on a BZT PFE 1000 PX. The working area for this machine is 115cm x 75 cm.
 The frame itself are aluminum plates and as waste board we used blocks of MDF. It's not a full waste board, but as this was the first big job done on the machine it went perfect.
The frame itself are aluminum plates and as waste board we used blocks of MDF. It's not a full waste board, but as this was the first big job done on the machine it went perfect.
Ronald, the owner of the machine designed specific clamps for this machine so that there is no need for screws (in the waste board).
The first thing to know while working with this machine is that you can import .stl's into the software. This makes it very interesting as every CAD program can export those and you can both mill and 3D print your creation. Don't try to print those out though, as the size of the MakerUnit is 600mmx700mmx750mm. Pictures of the size next to a grown person can be found in 'hero shot'.
The next steps will be different for each machine but in the case of th BZT, this is roughly what you need to do when you want to mill something out.
- Step 1: import the .stl
- Step 2: Rotate the drawing
- Start changing and adding settings.
- 1000Load your file into CNC.
- F12 (back button)
- F2 (coordinates)
- F9 (workpoint, where you want to start)
- F12
- F4 (auto point, makes start visible)
- start
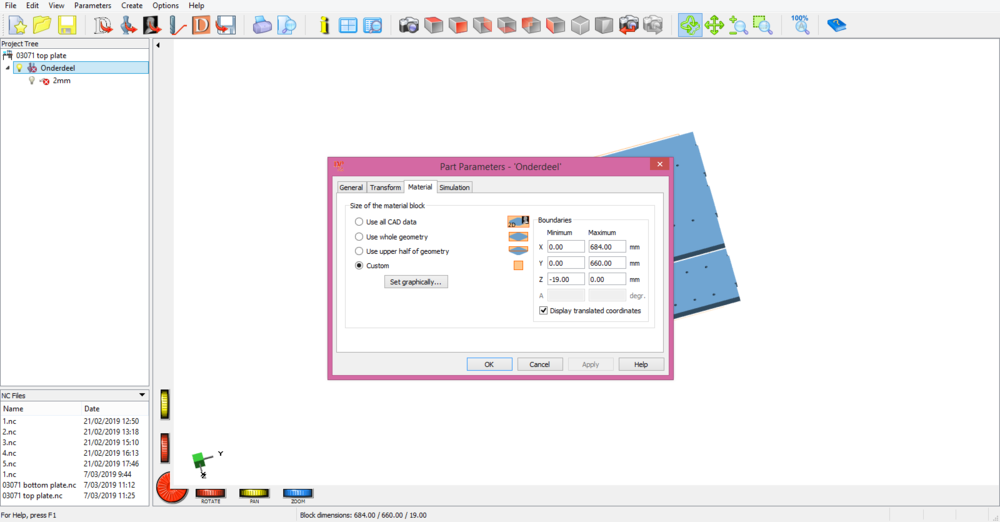
Each elaboration can be specified within the program. For example in my case, I had 2mm depth, 3mm depth, 7 mm depth and 18mm (full through). This will mean that you have several 'steps' that the machine will go through. As I'm tending to be lazy when machines can do the work, I made one master file with all the settings in and always put the needed settings visible and the others invisible when I didn't need them. The program was fine with this workflow even though it's not made for it.
This is the software that runs the machine. You don't have to change anything here except for it's home as you already did everything in the DeskProto. The annoying thing here is that the software works with icons and that they are not well understandable. Therefore I made a list of the steps that I had to do and worked from that.
Of course I ran into problems. The first version that I made was, even though we tested it, to tight and there were small, mm errors, in the files. In the end, I did assemble the whole unit, but I did have to use a jig saw and a hammer to make the pressfit... pressfit. No screws needed.
Prototype 2 went the other way. As the wood that I first used was more than 18mm, I changed the tolerances in my drawing. With a result that the plates were to loose now. I did however count the inside of the tabs to be a perfect fit, but even that didn't work. I decided to add some little wedges so that everything would be stuck.
Another thing that happened was that, once my workflow got quite smooth but also more complicated, I started to oversee things. At one point the end mill hit the wood, where it was not supposed to hit it during a flyover. Lucky for me, it was on the inside and the scar won't be visible. Next to the thing that I didn't think about it, the software isn't really user friendly. When changing the X, Y or Z of your drawing, it also changes all the parameters.
To top
Individual assignment: MakerUnit 2.0 shelves
When the base was finished, I took a look to the shelves. For this job I wanted to use the Shapeoko from my own lab. The specifications of this machine are 70cm by 60 cm. Sadly this was the exact same size as I needed for the MakerUnit and I couldn't afford to be one mm wrong by trying to place the 0 point correct. I soon came to the realization that the 70cm x 60 cm was actually the size of the machine and not the working area. I resulted back in making the shelves by hand with the router.
Due to the first version of the MakerUnit I'm quite skilled in working with the rooter and it only took me half a day to cut the selves in the right size, mill out the right traces and
make everything fit. It's nice to see how practice makes perfect.


To top
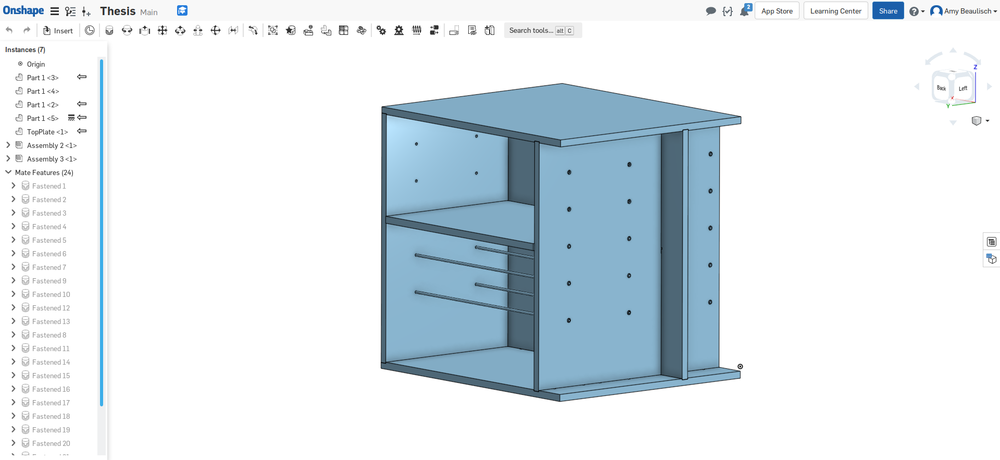
How did I make the files
There isn't really much interesting to say about this part of the process. I used Onshape parametricaly to make my drawings. Though, as I wasn't used to the parameters yet and old habbits die hard, I sometimes deleted the parameters. Before uploading the files I'll put them back. A thing that I changed in the new design is to add tabs and locking holes. This way the unit always snaps together. Ideally, you don't need wood or screws. But as I noticed during the milling and assembly, woodthickness sometimes change. This resulting in adjusted drawings, some hammering on the wood and some glue.
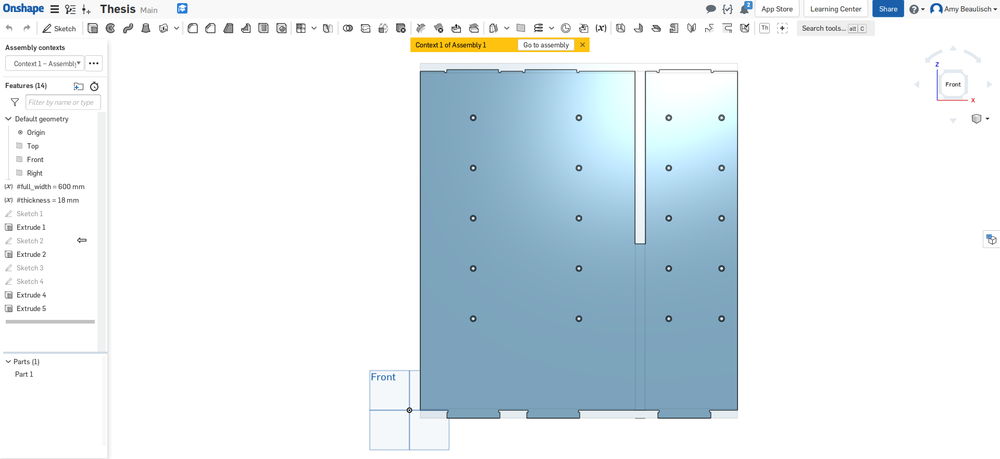


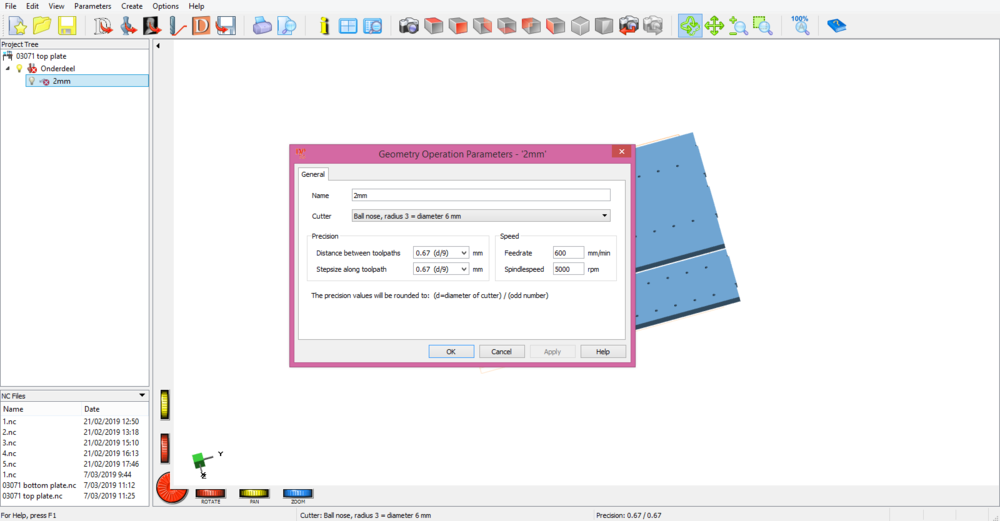
For both the parts of the MakerUnit I changed the spindle speed to a 1000 rpm. A feedrate of 600mm/minute and we used a flat end mill of 4 mm for this project.
To top
Assembly of the MakerUnit.
The assembly of the MakerUnit takes about 15 minutes when everything is milled out and prepared. Planned is a little movie on how everything is assembled.
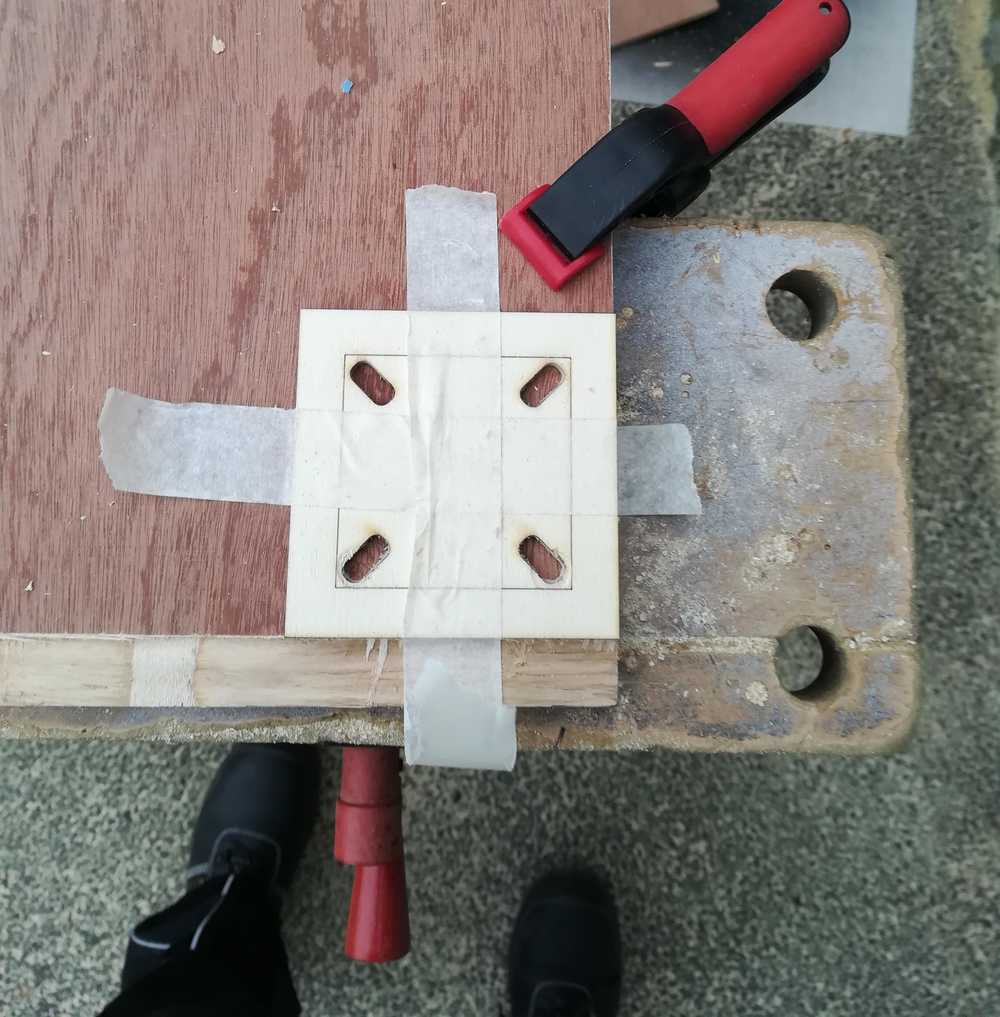
Before I could assemble though I needed to add the wheels to the bottom plate. To do this, I made a mold in the lasercutter of the ground of the weels so I knew where to drill holes.
It worked like a charm and saved me lots of time to measure out the right place of the wheels.

To top
MakerUnit 1.0 vs MakerUnit 2.0
Time, people and machines evolve. I think we can see that clearly here. Where the first batch of MakerUnits was made by hand and was work intensive, the second version is less time consuming. But don't get me wrong. Starting at 9 am in the morning, you are still milling until 17 pm. Fairpoint, I did take some breaks when the machine was not milling. But! While the machine is milling, in the same room or another if you have a good view on the machine, you can do lot's of other stuff like writing courses, answering emails, reading a book... So yes, it still takes you a day to mill out and make the unit, but at least you can do something else during the waiting time. Once your files are good, you're good to go and do whatever you want while machine-sitting the CNC.
Another thing that I changed was the way the selves are placed. Before, you needed to drill a quite deep hole in the side of the shelves, at exactly the right spot. Even for a skilled person, with the right tools it was tricky. This had to be changed. I decided to go with holes in the side plates on a regular distance, defined by the height of the boxes. To support the shelves you have to add steel or metal rods. At the end you use 2 bolts to connect the together. This keeps the shelves in place but also keeps the maker unit together as it applies a nattural form of pressure to the sides. No glue needed. And much faster to install, and change.
To top
The Shapeoko
As I couldn't mill out the selves with the shapeoko I took a look at my final project. I'll need to make giant components: LED's, resistors... And I still have a huge amount of isolating PU foam at home from my time at University. It was or favourite material to make models in as you can just cut in it and sand it down. Remembering that we made the Kilimanjaro back in 2013 in foam and I milled out my first boat design then, I wanted to try to mill out my base shapes for my giant components. Later on I could use the for molding and casting or overlying them with composites. Sadly this part has been deleted out of the academy.
The drawings for this part had been made in the computer aided design week. Together with the files from the MakerUnit. Weather, however made me not able to proceed with milling the foam. At home, where I took the milling machine from work, I need to mill outside to not go crazy because of the echoing sound and dust everywhere, especially PU as the fine dust can cause cancer. As the storm took up around saturday night and only went down around Wednesday, there was no way for me to mill out the giant components. To the other hand, I still have time. To give you an idea of the severity of the storm: ever almost dead tree is flat on the ground, and my 45kg boat that I have at home almost went flying...
To top
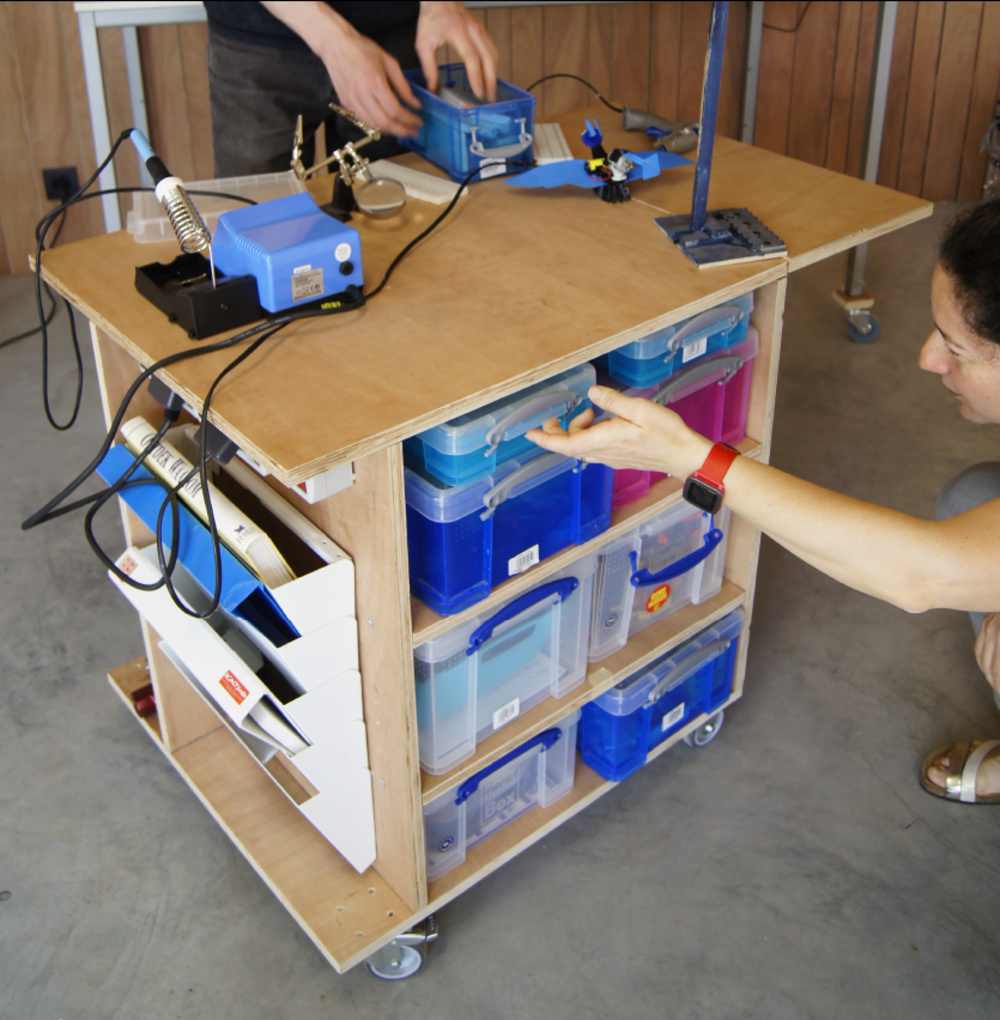
Heroshot
You might have noticed that the banner from the site is a picture taken in the FabLab where I work. It's not just nice to give you an insight of how it looks in the lab over here. But
it also shows the MakerUnits in place.

Reflection on this week
In the end this is one of the more relaxing weeks of the Academy. Once your files are done, see the computer aided design week where I already prepared them, you just have to sit by and
watch the machine. While doing that, you have lot's of time to document and work on other projects. Some ideas for the molding and casting week/final project already started taking root in
my head now. And it will be do-able on the small milling machine so, yeey, for me.
I was however also very happy to have planned this assignment in advance. The first prototype was made about 2 weeks before the class was thought, and the 2nd prototype the day after class.
If I would have done this all in the same week, it might not have been that relaxing.
Next to documenting the process you also have more time to do something else. It was perfectly possible for me to watch the machine and answer emails, write manuals... for my job wich made my
boss very happy.
I've been working a fair share of hours already on CNC milling machines in my life. But this was the only time that I wasn't really afraid of it. I could sit with ease one and a half meter from the machine and answer emails. Something that I would never have dared to do 6 years ago. But I also did learn a big deal about routing and milling as normally I do this all by hand with my favourite machine: the router. During my studenty years I made more than one project with that machine. Using it rightful, but also hacking it. After seeing my end mill fly away during one of my school assignments (yes, I might have been using the machine... unorthodox), the fear of breaking and endmill on the Shapoko or BZT was nonexistent. If the mill breaks, it gets stuck into the wood, of the endmill flies away with the small router, there is no way of knowing where it will end.