18. Wildcard week - Waterjet cutting
Individual assignment
This week I dicided to do something with OMAX 55100 WATERJET CUTTER Waterjet cutter, that we have in the ART INFRA Machineshop at AALTO University. Many thanks to the Workshop Manager ville Arkonkoski for his help with the machine.

OMAX 55100 | Abrasive Water Jet Cutting Machine
A waterjet cutter is a tool capable of slicing into metal or other materials using a jet of water at high velocity and pressure, or a mixture of water and an abrasive substance. The cutter is commonly connected to a high-pressure water pump (a local water main does not supply sufficient pressure) where the water is then ejected out of the nozzle, cutting through the material by bombarding it with the stream of high-speed water. Additives in the form of suspended grit or other abrasives, such as garnet and aluminum oxide, can assist in this process. Because the cutting stream can be easily modified, waterjets can be used to cut diverse materials. The accuracy and the power of the jet allows high precision cutting, even for complex shapes. Maximum pressure of the used waterjet cutter is 6000 bar.
WE had first introduction to the OMAX 55100 WATERJET CUTTER with Ville but we were not able to cut the material then since we didn't have longer time slot. So we booked another smaller version of the Omax model Named ProtoMAX.

As any CN machine with a powerful end-effector one has to pay attention to the warning signs and have some supervision while Using the machine the first times.

Design
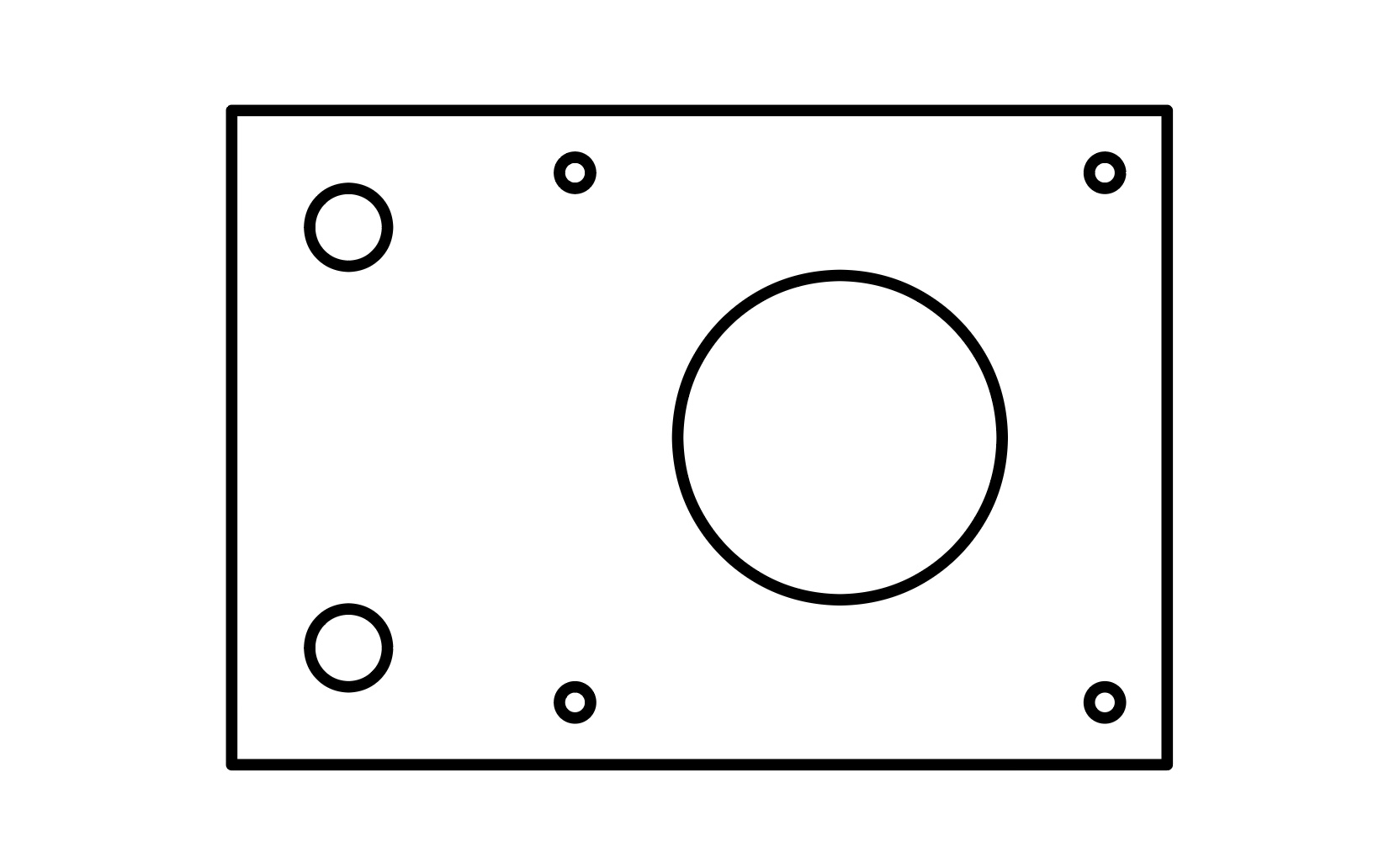
I needed to cut a Nema 17 Stepper Motor holder used as part of my Final project that will be used to mount the X and Y Linear screws. The design will use 2mm thick Carbon Fiber. I did the design using Fusion 360. The shape was pretty simple. The Design can be found in my final Project Documentation.
The Fusion file had to be saved as DXF file formate, to be able to open it in IGEMS-program, which is the Software used to to prepare the cutting file for the waterjet cutter. In IGEMS the toolpath was defined and the zero-point of the cutting was set. Also used material and the material thickness were defined. Machine operator experience was a great help with that too. IGEMS provided DNC-file that can be opened with waterjet cutter's OS.
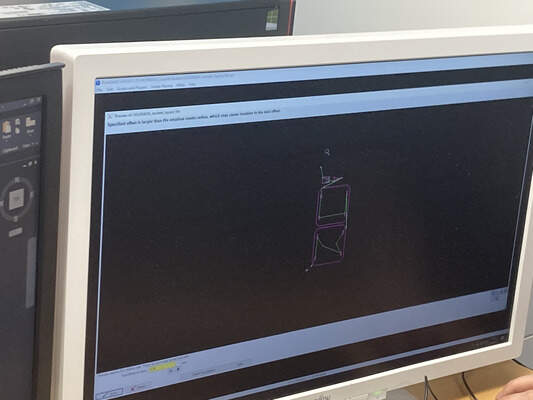
Here are some pictures of IGEMS program file preparation. On the Picture u can see a combined file of Mine and Kitja since we were using the same material and decided to combine our DXF files to save cutting time by reducing setup time.
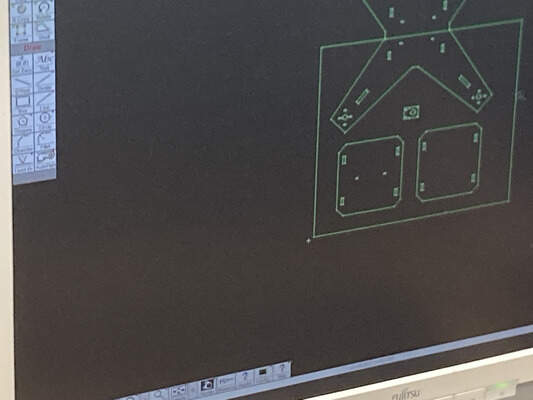
After opening the dxf file the zero point was defined:
Then material( fiber glass 2mm)was selected. The machine has a preset parameters that is set by the factory to adjust the cutting force and we can't set anyothere parameeters than the material type and the Thickness and the software does the force calculations as it was set by the factory default.

Zero point was measured and set with a spoon like tool

The safety Cover Hood was closed and light curtain turned on Automatically (Reference Voltage -light turns on.)
Cutting pressure and Sand amount was defined by the machine setting defaults
Pump was turned on, and the job was started by pressing Play on the control Screen.
Please check the video below that desicribed most of the things I tried to describe verbally.
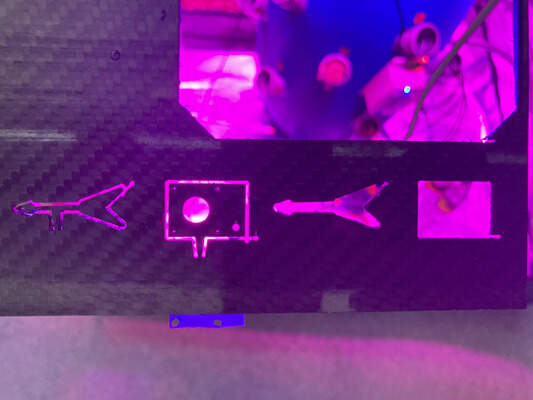
Here is the cut piece, As you can see as the piece is small threre was a risk that it would fall under the cutting bed and get lost forever so we added on single tab to keep it attacheed to the big Piece:

Reflection
The machine has a deep pool of water under the cutting bed of a metal bridges so one has to consider adding tabs to keep the cutted parts attached to the material being cut. Specially if the piece being cut is of a smaller size, there is huge risk of losing the piece to the black hole under neath. But for my part the cutting time was only 5 min and the cutting trace was very good and everything worked nicely.