Week 10: Molding and Casting
Group assignment:Review the safety data sheets for each of your molding and casting materials,then make and compare test casts with each of them
Individual assignment: design a 3D mold around the stock and tooling that you'll be using, machine it, and use it to cast parts
This week we are going to do Molding and Casting, Molding which means process of manufacturing by shaping liquid or pliable raw material using a rigid frame called a mold and Casting is a manufacturing process in which a liquid material is usually poured into a mold, which contains a hollow cavity of the desired shape, and then allowed to solidify.What we need to do is we need to make a mold using digital fabrication technology rather than conventional clay molding.
Familiarize the molding and casting materials in Lab
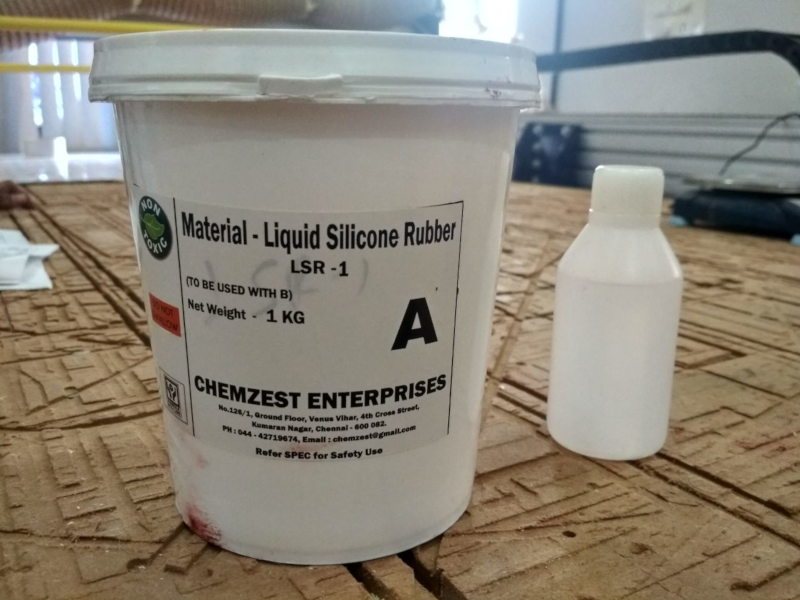
- Liquid Silicon Rubber: LSR-1 is a two component, have a mixing ratio of 100:10, addition cure Liquid Silicon rubber designed for mold making LSR-1 cures at room temperature to a translucent high strength elastic rubber with the addition of curing agents.Mixing container 4-5 times larger than the volume of silicon rubber component to be used.


Components Used
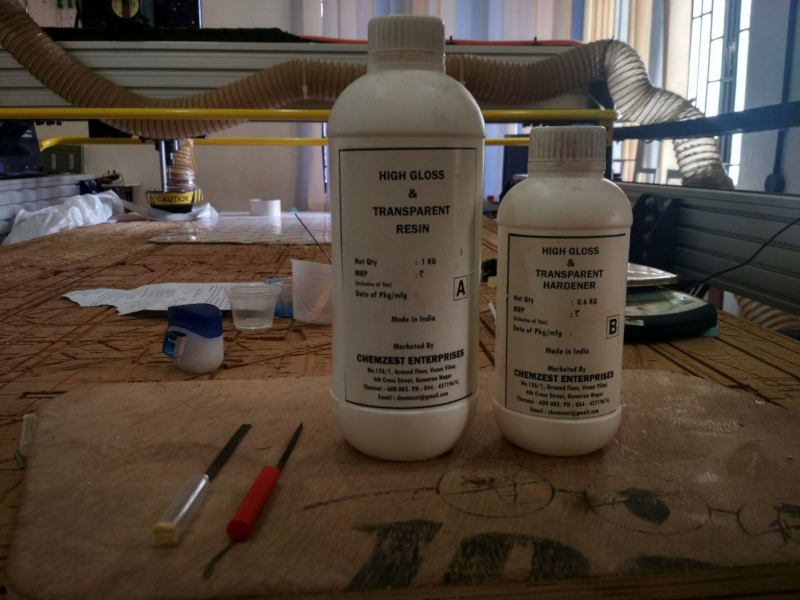
- High Gansparent,Gloss and Transparent Epoxy Resin (HGTE-1):Two part Epoxy system with high Glossy,Transparent Low viscosity and UV stable liquid epoxy resign for casting coatings and adhesive applications.Mixing Ration of Resin to harder is off 100:60 and it set a time of 15-20 Minutes and Dry time (minimum 40 Minutes).
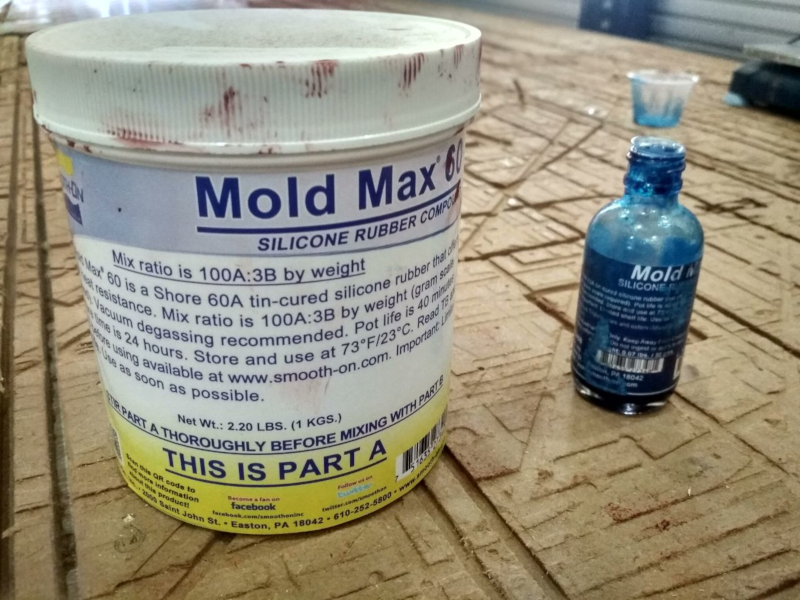
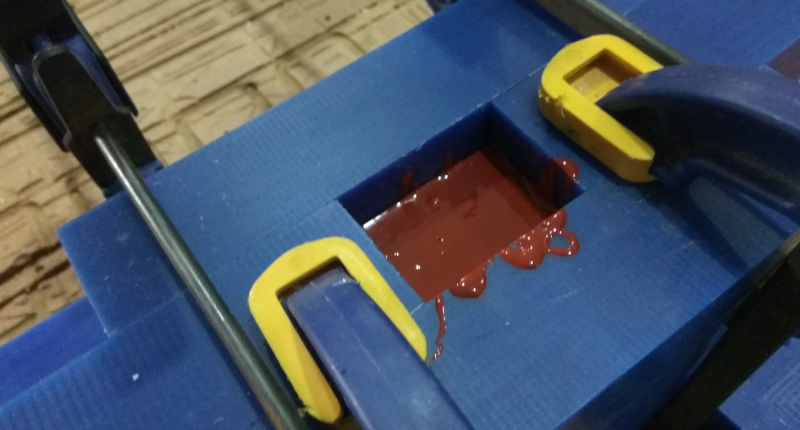
- MOLD MAX 60: Mixing Ratio of mold max is 100:3,Mixed Viscosity : 20,000 cps(Centipoise),Color : Red,Cure Time : 24 Hours - (73 Degree Fahrenheit / 23 Degree Celsius) first we try to make simple mold using this mold max 60, take a 43grm mold max and mix it with 1.29 gram sovent and mix it well and pour it to the matrial i can make mold. Requires 24 hours to get the mold ready ,Pot Life is 40 minutes - (73 Degree Fahrenheit / 23 Degree Celsius)




After all the steps we lear a lot regarding how to make mold and how to cast things , now we are ready fr doing our Individual assignments

After all this work I want to try to make the mold of my self , on 3D scanning and printing week i already printed a model of my self , using that 3D printed material is very good in finish , Next i need to make a mold box , i used wax cubes to make mold box and wax cubes are fixed using quick grip of shopbot machine.After making box i placed my model inside that box.


Then i take the mold max 60 for making mold , first i take 150 gram of silicon rubber compound and mixed with 4.5 gram of solvent and mixed well .

Then i pour that in to mold box and set it to cure for 24 hours. Next task is to free the 3D printed part from my mold. I used a blade to cut one of the side and take out the 3D model, its very difficut.


3D design and Mold Making
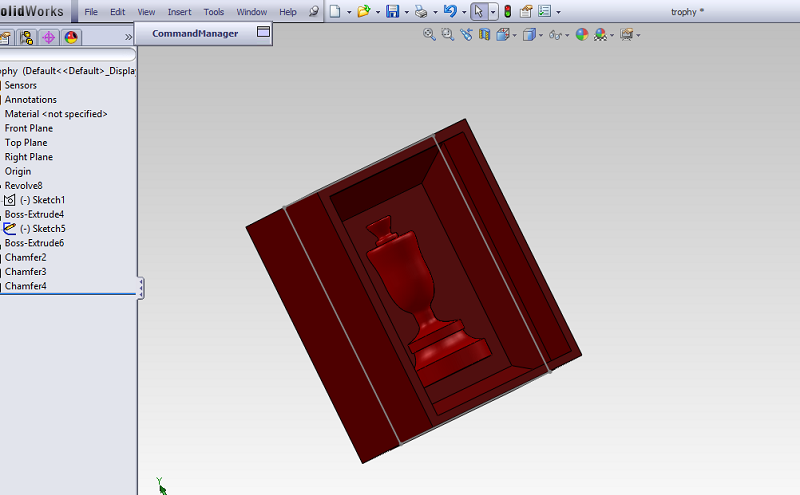
This week we need to design a 3D model and make a mold of that, I used solid works to design a 3D model of the small trophy. We can create a Postive or Negative part to create the mold; it always depends on your creativity. I need to make the trophy, So I decide to make a positive part in wax and using this I can create the mold by liquid rubber.
Fist i draw on side of trophy and revolve that model with respect to the axis and got a 3D model.3D model is symmetric in look, so I think it's better to mill the positive part of this model in wax to create the mold otherwise it becomes a time-consuming process. So I designed the 3D model by kept all this in mind. First I draw half of the side view of the trophy in top plane, using an image at background then revolve it, after that draw a rectangle on top plane and exclude and finally I got the positive mold design. After that, I save it in STL format ( only binary format is supported in Mods software).
After Design all these things I need to make the positive part in wax , I need to undergo milling purpose in wax using modella MDx 20, while performing milling functions there are two type one is Roughing cut where the majority of the material removed and other is Finishing cut in this operation the objective is to get a smooth surface finish.
We are using Mod software to generate G-Code to run Modella. First, we need to save the STL file in binary format and open it in Mods and convert it to rml file format.
The procedure of operation of Modella is same as that of milling here we use 1/8 end mill for milling the wax. Software convert STL to png file and Depth of cut measured by the degree of lightness of the .png file. First Set the origin as same as doing in electronic production week, next set the tool parameters, and click 'make .rml' button. This will create the tool path Now position the tool head and start milling.
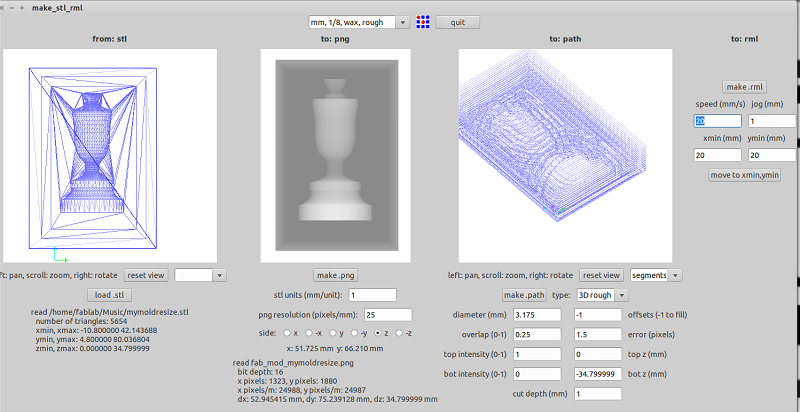
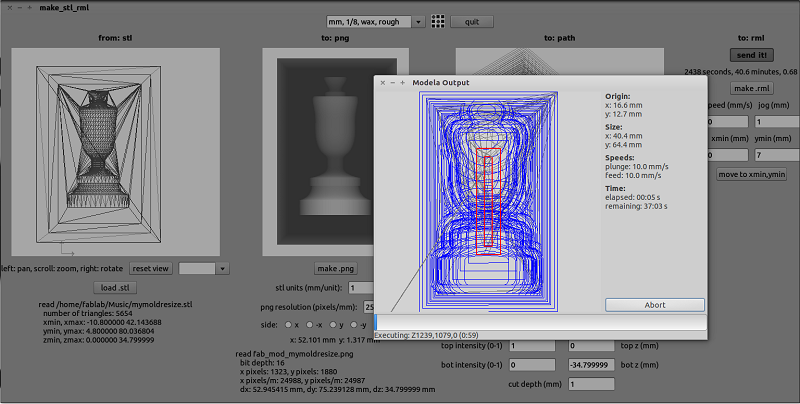
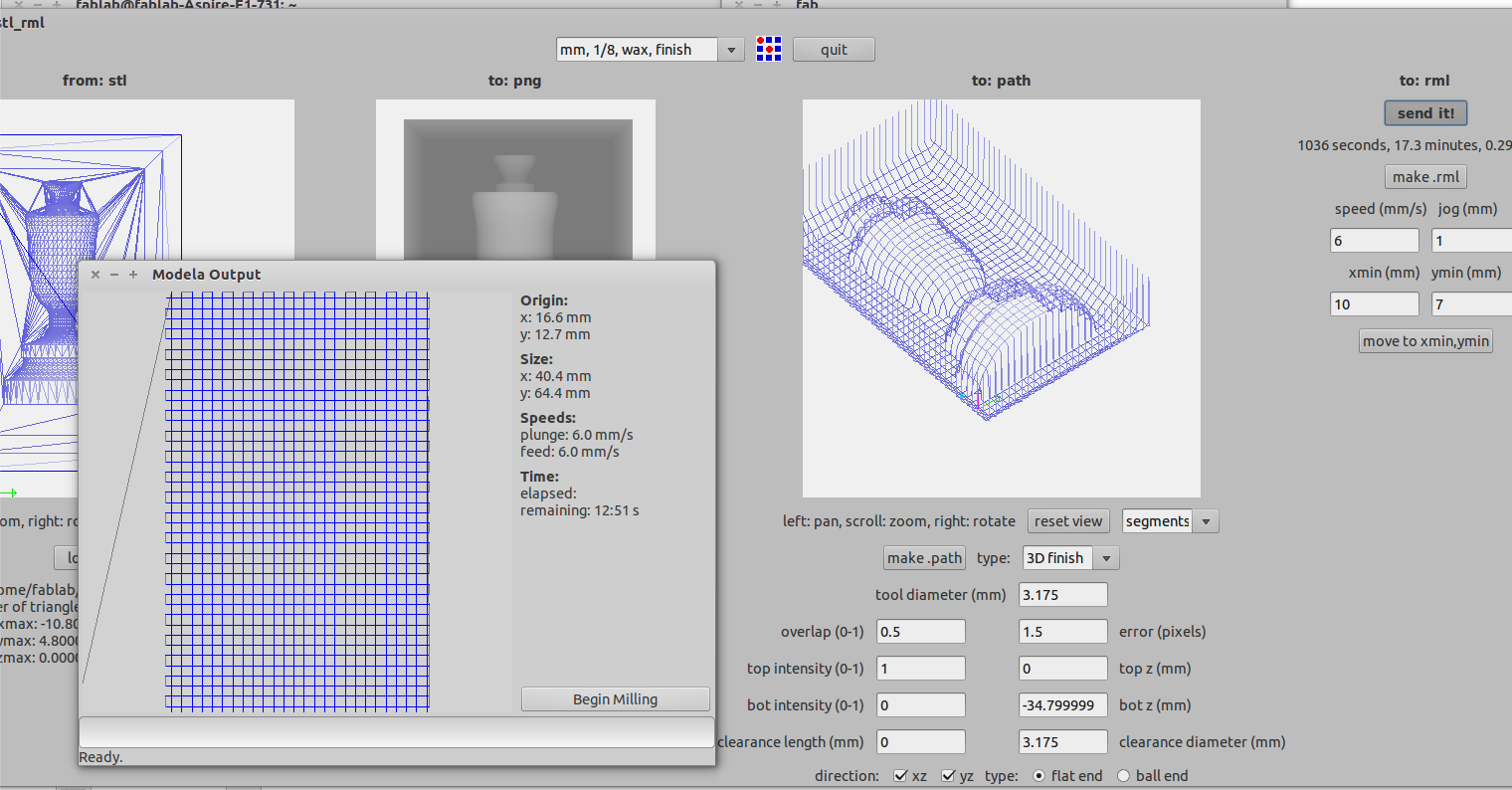

Both Rough and finish milling took 1 hour, now I got the positive half of the mould. Rough milling tool parameters used are diameter 3.175mm, overlap 0.5, offset -1, and error 1.5. Finish Milling parameters used are overlapped 0.5, the error of 1. For Finish Milling, I give overlap just 0.5 because of the short time constraint, and it will not affect my model.
 2x3 header pin,
2x3 header pin,

After Milling the wax we got a half positive part of trophy , next i used liquid rubber to make the neagtive mold.I mix LSR-1 with hardener in a ration of 100:10 and mix it well , and pur that to the mold , it take 5 hours for setting.

Using LSR, I made two negative moulds, now I need to join this for casting the trophy, but I forgot to add sprue in my design, so I cut out the small part from the top part of the mould and then take a small cardboard bind and bend it like cone shape and used as sprue for pouring the LSR liquid for casting


When i take out trophy from my mold i realise that mold is asymmetrical, a small offset is on right side of mold so when i cant get good model of trophy

Metal-Casting
Low melting point alloy named bismuth is used for Metal-casting in our lab , Its melting point is 271°C and its boiling point is 1,560°C, which make it an ideal for lab applications collect few scrap of bismuth and put it on the small ladle and put it on the furnace and set temp to 300 degree celcuis and wait for few minutes. We had a Vulcan furnace in our lab is used for Metal casting, I refer Rahul Fab page and Our instructor Lancy helped a lot to how to do metal casting and support to do thatFor metal casting, I am going to use moldmax 60 moulds that I made from my 3D model. moldmax 60 is developed for high-heat resistance applications and will withstand up to 560°F / 294°C. and low mixed viscosity and cured rubber exhibits very low linear shrinkage.Detils from this source
.
After 30 minutes, open the furnace cap check that metal is melted and use helping material to taken it and pour it to the Mold. For best results, pour your mixture in a single spot at the lowest point of the containment field. Let the rubber seek its level up and over the model. A uniform flow will help minimise entrapped air. It's my first time making a metal cast, I saw so many videos in discovery channel where the pouring the metal to the single spot, so I also used the same techniques to avoid the air trap. The same thing works for me. Finally, I got the metal mould of me with no air trap.


The part looks awesome and but few lines are present and no bubles are around that so its perfect casting

After this i mixed some liquid plastic material , with ratio of 100:60 and pour it to my 3D model mold and kept it for setting, it takes 10 hours to setup so i need to wait for next day.But I got air trap inside the plastics mould and which realise me that even after demolding the metal mould I don't clear inside the mould and there is also some moisture content inside that. So even if you are using the same mould for casting clean the mould after every casting and eliminate the moisture inside the mould.
