
WEEK8: COMPUTER CONTROLLER MACHINING
COMPUTER CONTROLLED MACHINING
- For this week's assignment goal was to make something big, that means structure with the help of Numerical controlled machining.
- I had prior familiarity with Shopbot CNC as regular FabLab CEPT operations and work. So I have basic idea in my mind how CNC functions.
- So, I started with what to make and which material I should use.
ASSIGNMENTS:
- Make something big
STEP01: WHAT TO MAKE?
- I wanted to make bookshelf from long time for my apartment, as I am avid reader, this is my wish-list furniture to have. So, for his week I decided to make one with CNC.
- Now, to start with I explored various design online from resources such as Pepperfry, Opendesk, and Makezine.
- After going through various options I have finalized Planter bookshelf from opendesk.
At the end of the day I have listed down my constraint, which are as below.
- It has to be as big 4*4 feet
- It has to be made with interlocking joinery (I won’t like to puncture my furniture:)
- It has to be manufactured with Shopbot CNC
- After going through various options I have finalized Fin bookshelf from opendesk. It is available online here
STEP02: WHAT MATERIAL TO CHOOSE?
- IHaving finalized what to make next challenge was with which material to make. So, I explored again different types of materials such as wood, plywood, particle boards, and metals.
- Some very good resources I have found to study each material and its load transfer capabilities if we use as structure or furniture.
- Material properties: https://www.diydata.com/carpentry/shelving/shelf_materials.php
- Bookshelf materials and its implications: https://www.overstock.com/guides/best-bookshelf-materials
- Finally I have chose to use plywood with thickness of 12mm as Regional instructor Ohad and local instructor Rudrapal suggested to try plywood instead of MDF, as its not good choice for CNC machining because of its grain structure.
- So, I went to wood market in my city with fellow academy students to find which types of plywood locally available and what its prices.
STEP03: DESIGN FOR CNC CUTTING
- Now, as I chose to use opendesk design I have downloaded vector design file by providing necessary information, it downloads zip file including assembly guideline pdf file.
- Next I have gone through design by importing in Rhino and checked dimensions, layer informations and number of parts. Assembly book helped me to identify parts and its design.
- My material is 12 mm thick plywood. So, I have to modify design in such a way, also the press fit joint.
A. Adding extra features
- For extra features, I decided to give power unit socket in my bookshelf.
- So, I have majored dimension of external power unit I had with me and add box size profile cut in first box of bookshelf.
- Also I have added logo of opendesk which I wanted to engrave in one corner to credit of design.
A. Dimensions of joinery for CNC cutting
- Now next challenge is to set perfect tolerances or interlocking joinery joint sizes, because plywood material is not exact thick as standard size chart shows.
- So I measured plywood thickness from various different points of 8*4 sheet. Average thickness I got is 11.4 mm of 12 mm thick plywood.
- So before moving on I decided to run some tests on my material and check press fitting of the same
- I have designed comb kind of joinery of dimensions from 11.4 mm, 12.0 mm and 12.4 mm slots. This we cut as group work, where I also gave demonstration of CNC cutting process to fellow fab academy students.
- Setting T bone and Dog bone at corner to get 90 corner for joinery
- Generating profile cutting toolpath for test cutting in Partworks 3.5 software
STEP04: WORKING ON SHOPBOT CNC
- To work on shopbot CNC, I have made step by step guide for general user to operate CNC machine, and to make toolpath using Partworks 3.5 software.
- This instruction I have made by considering local usage, and graphic work done by Mahak Jain, student assistant of FabLab.
- This poster can be downloaded from here
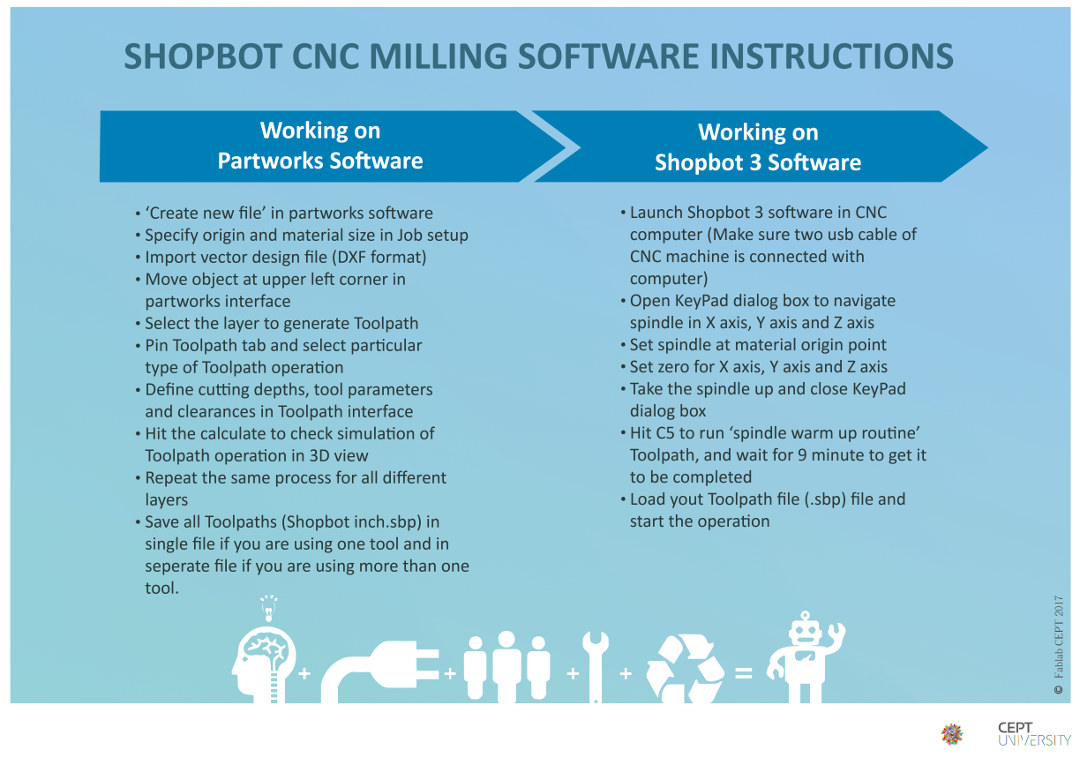{kind=link}
- This poster can be downloaded from here
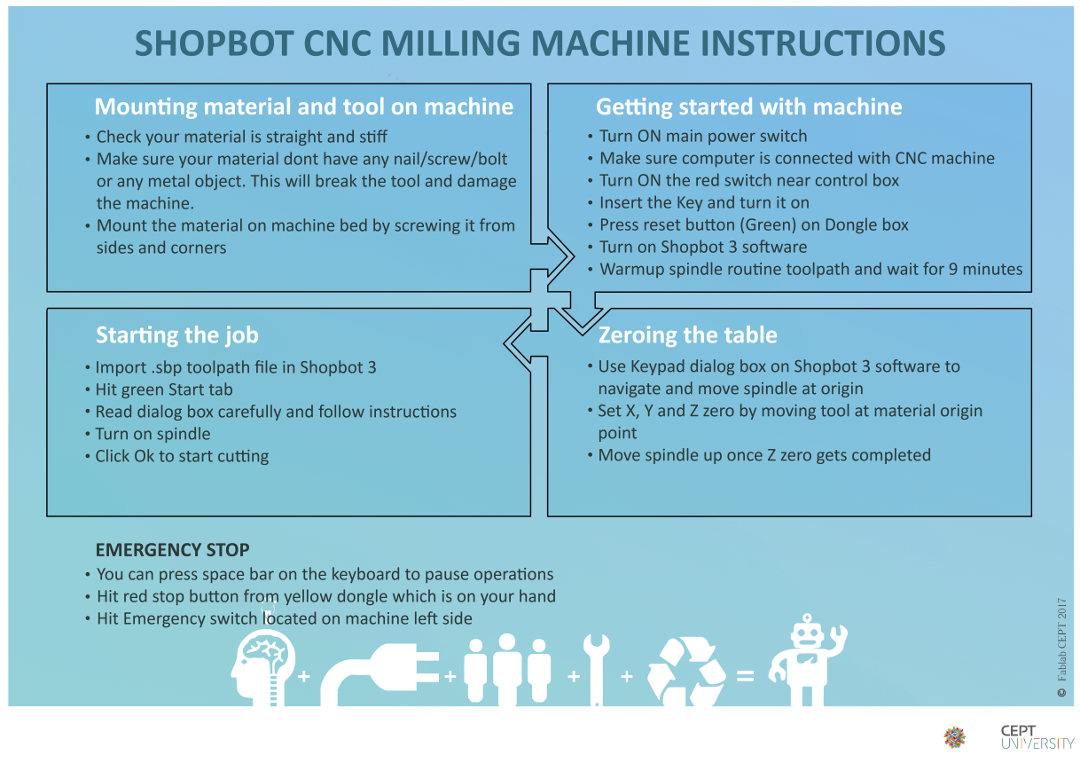{kind=link}
STEP04: RESULT OF TEST CUTTING FOR JOINERY IN MY MATERIAL
- I have cut the test joinery in 12 mm plywood with 1/4th inch upcut endmill.
- Once cutting gets completed, we have check different slots and its tolerances, the right size I have got for pressfit is 12 mm slot.
- So, for my material and bit size I concluded that 0.5 mm cuting tolerance I have to give for joinery, that means I have to make slot size of 12 mm for 11.5 mm thick plywood sheet.
STEP04: MODIFY DESIGN WITH JOINERY TOLERANCES AND MAKING TOOLPATH
- Once having right tolerances I have modified all my joinery cutting and pocketing with tolerance of 0.5 mm, to get proper press fit.
- Next I have exported file into DXF format, in separate design files for both 8*4 sheets.
Making toolpath with Partworks 3.5 software
- Here once open Partworks software, we have to set material sheet dimensions and job setup menu. And Followed the sequential steps to generate toolpath which are as below.
- Next to that I imported vector dxf file, and orient in center of bed. Here for navigate model I have used Move and Rotate command under Edit vector bar.
- Next I have turn off all the layers, except the one I wanted to make toolpath for. Sequence I chose here is pocketing, Inside profile cutting and Outside profile cutting.
- For toolpath generation I have selected respective cut depths for pocketing (3 and 6mm) and cutting (11.5mm).
- Tool I have used here is 1/4th inch upcut endmill, with feedrate and plunge rate as 1.5 inch/sec, and 14000 rpm, which I got from chipload calculator.
- Once done I have used tabs to hold material for profile cutting at various locations, this is very essential as small cut object to to move upward due to force and dust collector pressure.
- Same way I have calculated the toolpath for Pocket, Inside cut and Outside cut toolpath.
- Same way I have calculated the toolpath for second 8*4 sheet of my bookshelf.
- Once done, I have checked simulation in 3D view. After one more cross check I have exported all the sequential toolpath as single file in sbp inches format.
STEP04: MACHINING PLYWOOD SHEETS ON SHOPBOT CNC
- Once I got ready with toolpath, I have to take .sbp file into drive to transfer in CNC computer, which has Shopbot 3 software.
- First thing I have to do here is mounting material on CNC bed above sacrificaial board. My material sheet was bent so I preferred to screw from corners after clamps.
- Next thing I have done is to mount the milling bit with 27mm wrench MR25 collet holder. These two has to rotate opposite directions to lock and unlock milling bit with spindle.
- Once done, one has to insert key attached with collet holder, beside machine power switch and turn it on. Also turn on red power switch.
- After that to make communication of machine with computer, for this one has to do driver reset by pressing blue button. Make sure your computer is attached with 2 CNC cables coming from Shopbot.
- Next open Shopbot 3 software, and click on Cut/Move mode. Now yellow dialogue box will allow to move spindle in X and Y direction.
- Here we have to bring spindle at the point where we want to set origin of cutting. Origin point location will be locked once we set x-xero, y-zero and z-zero.
- After that one should move spindle little bit up and run Spindle warm-up routine if machine is being used after 12 hours of idle condition. This can be done by clicking C5 from tools in shopbot 3 software.
- Final step is to load toolpath by clicking on Cut button, hit the enter and press green spindle start button and click ok to start cutting. Turn on the exhaust switch of dust collector.
- Cutting of second sheet for bookshelf.
STEP04: ASSEMBLY TO MAKE BOOKSHELF
- For assembly first thing I have to figure out is what sequence I have to assemble so that structure gets assembled in right manner, for this I have used opndesk assembly guide and numbered my parts based on cut nesting which I used.
- Next, I remove tabs with chisel and hammer. Also finished rough edges with fine sand paper by taking care that it should not police too much surface.
- Afterwards I assembled part by part as per following sequence.
- Assembling horizontal bar member first
- Assembling vertical central part
- Fitting side member and top surface parts
- And this is how it looks with all part together!
Original Files:
- Original files which of computer controlled cutting including design and toolpath can be downloaded here as package
INDIVIDUAL CONTRIBUTION TO GROUP WORK
- Computer controlled machining group work mainly I worked on toolpath generation of various tests which we have carried out on Shopbot cnc milling machine.
- How to work on shopbot cnc, I have wrote detailed poster as mentioned above in this page.
- For test firstly, we have designed drawing with we can check joinery in plywood material. Also the different types of joint at such as T-bone and dog-bone fillet.
- Some of the places I have given T-bone and at some place we have given dog bone to check which press fit is good for us.
- For 1/4th inch 4 flute endmill, I have set pass depth 0.125, stepover 40%, spindle speed 12000 rpm, feed rate and plunge rate 1.5 inch/sec.
- Here we have also experimented in cut outcut toolpath, by generating toolpath for certain part as in cut and remaining as outcut.
To check detailed documentation and step by step process we went through please refer ourt lab's page.
Go to Week 9
Go to Weekly work page
2018 | Tanvir Khorajiya