After the output of the model into a .DXF format, using fablab taipei with a Roland MDX-540 milling tool 4mm and 6mm, and polystyrene as a material
CNC machining process
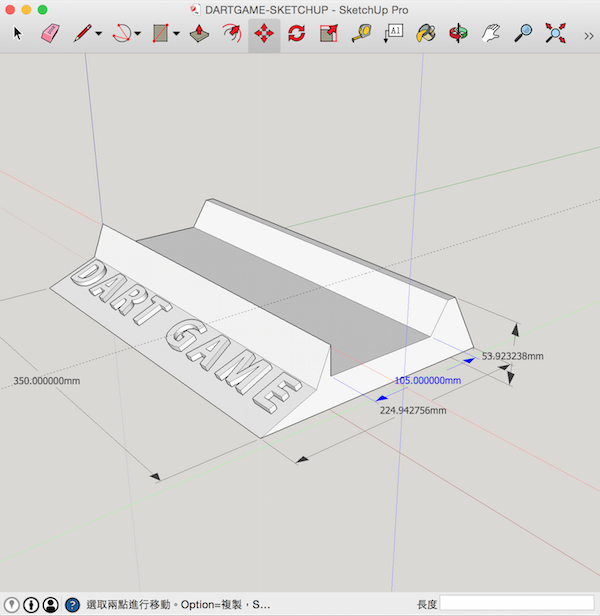
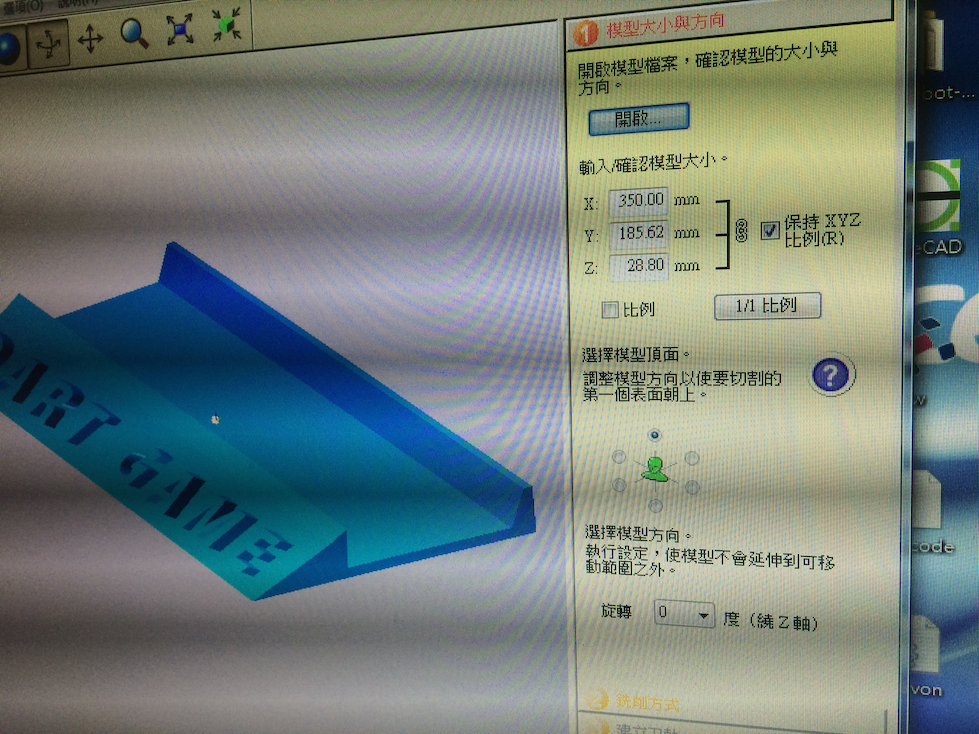
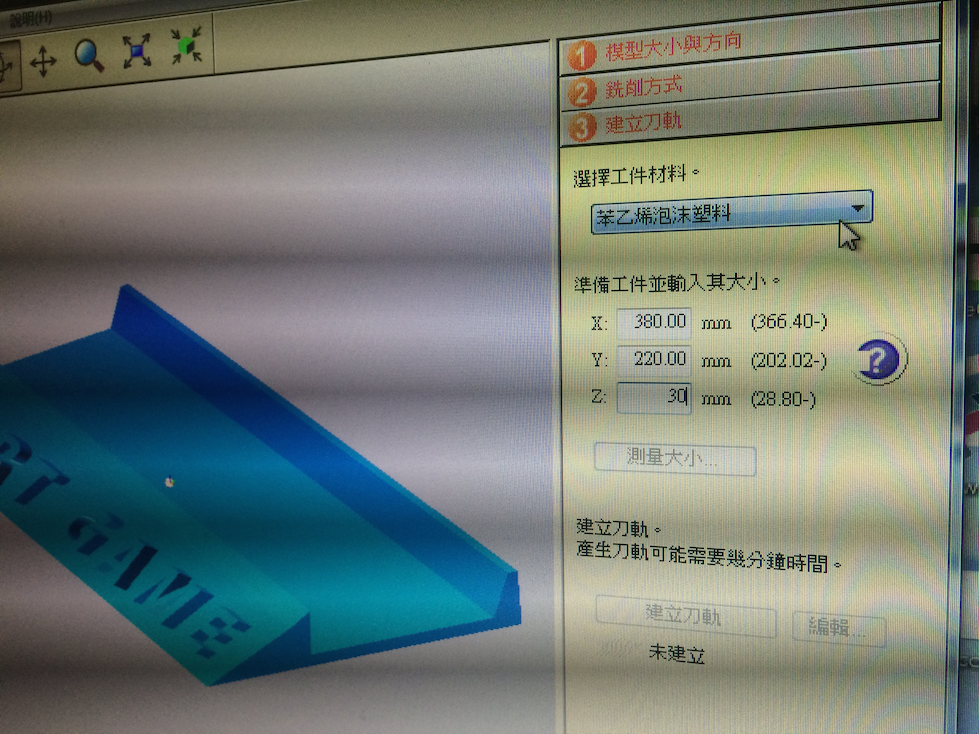
Calculate the size of the object to be processed, leave enough space to avoid collision milling tool to the screw
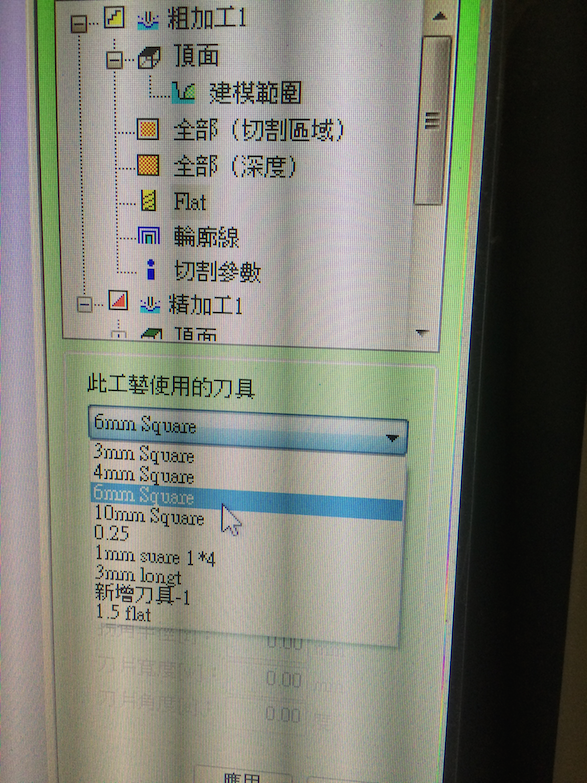
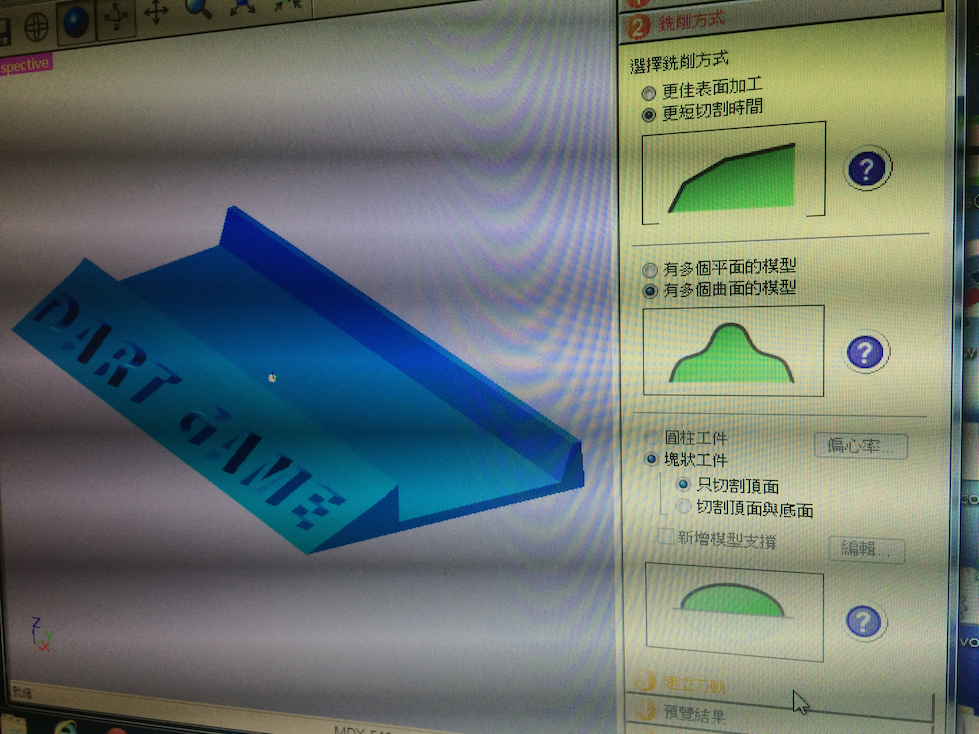
Select the rough cutting using 6mm milling tool, select the Flat option, select the "shortest processing time", "there are more than one plane model," and "cut only the top"
select the polystyrene as cutting material and input the X/Y/Z cutting area (a little bigger than the model size).
Finishing the switch 4mm milling tool, the same parameters.
Start the process, watching the movement of milling tool, and if there is no problem just let it run
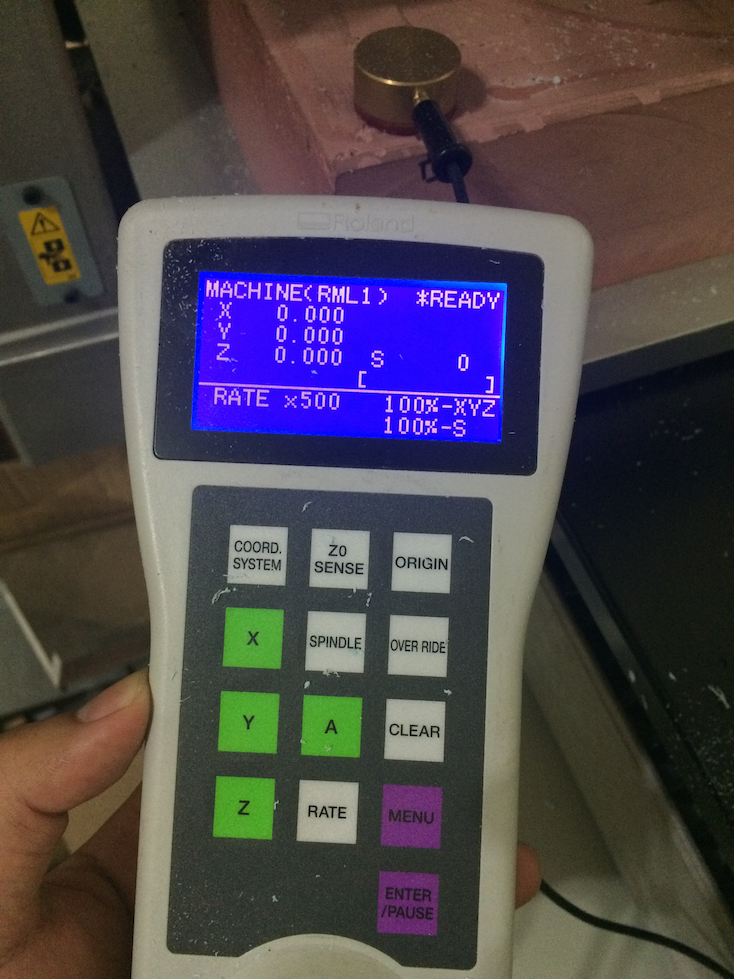
user coordinates system set to zero:
Click "Coord System" button to the user-defined coordinate system
Use the machine controller press the X button, click Rate controls the speed ratio, using the control knob to move to the center of the workpiece, click the Origin button to X zero
Use the machine controller press the Y button, click Rate controls the speed ratio, using the control knob to move to the center of the workpiece, click the Origin button to Y zero
Use the machine controller press the Z button, click the Rate control the speed ratio, the head placed on top of the knife
Start the process, watching the movement of milling tool, if there is no further problems just let it run.
After 3 hours, it's time to proceed next step.
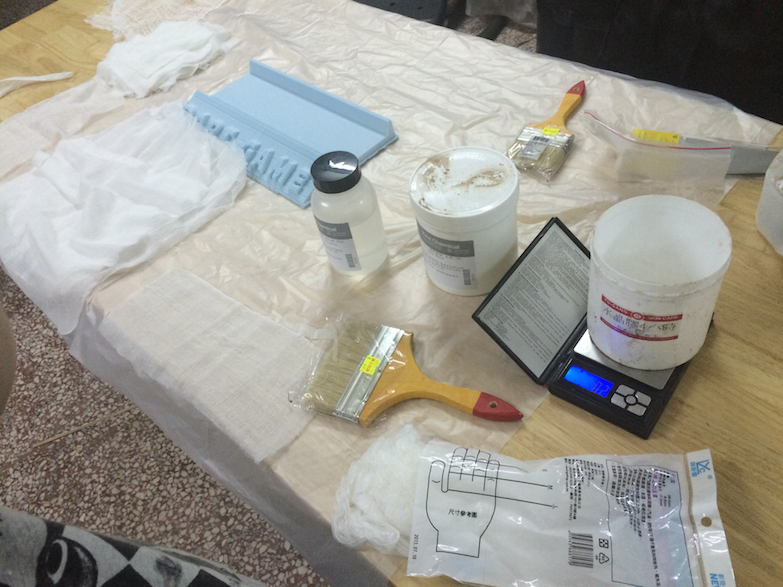
Use a vacuum cleaner to remove excess material, mixing the polyester resin and cure agent with electronic weigher in the ratio three to one.
Use plastic bags to wrap the workpiece, using a brush on the cotton cloth coated polyester resin.
After painting is completed, put it in a vacuum bag, use a vacuum extraction of excess air, during the pumping time, put a piece of sponge to avoid clogging.
After overnight, take workpiece from the vacuum bag out.
Using a wire saw machines to remove the excess part.