The approriate spindle collets for using smaller metric milling bits are not included in the Shopbot Stater Kit but are a useful addition to the inventory.
The type required is ERC25 in whatever size suits your bits. We used 3mm and 4mm straight-shank bits so got the ERC25 D3 and ERC25 D4 collets.
The ERC25 1/4" and 1/2"collets are included in the starter kit so using bits to suit these sizes is no problem.
We trialled a variety of Solid Carbide End mill bits with varying success.

One general conclusion could be made about the Flute number appropriate to different styles of cutting which is:
End mill bits with fewer flutes are better suited to side/horizontal cutting while bits with more flutes are better suited to end milling
This conclusion seems to relate to the chip clearing capacity of the bits. Side cutting generally requires larger amount of material to be removed and the bits with fewer flutes allow the swawf to evacuate with less restriction.
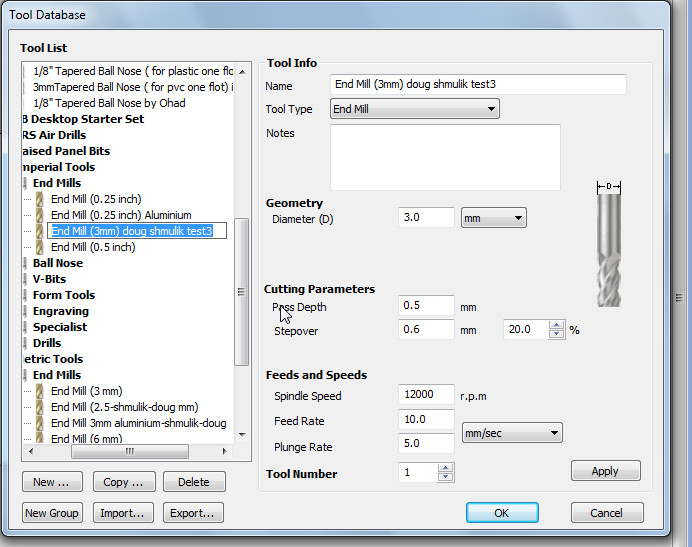
The greatest success was achieved with the 3mm 2 flute end mill. This was particularly effective for cutting the 1.6mm sheets we used and required little to no coolant.
Laregly due to cost, we chose to mill using the common 6061 aluminium. Some of the Material properties include:
The Machinability of 6061 is regarded as mid level, largely due to to it's high ductility which leads to less effective chip clearing
7000 series Aluminium would have been a more suitible choice for machining of this type and will be investigated further for the next version of the octocopter.
7075 has the properties:
The down-side of this material is that the cost is approximately double that of 6061.
One important note is that the 1mm sheet was not successfully cut. The flexibility of this material led to excessive vibrations and bit failure. Vacuume hold-down may ressolve this issue.
We did achieve successful results milling the 1.6mm and the 4mm sheet. The 4mm was primarily milled using the 1/4" 3 flute mill end. This required ongoing coolant application. The 1.6mm was cut successfully using the 3mm 2 flute end mill, primarily without coolant. This bit was not tried on the 4mm sheet but suggested it would bring good results there also.
With little information available for cutting aluminium on this machine, the process was largely trial and error.
Chip load calcualtor is a common starting point to get 'ball-park' figures for which perameters to use.
The shopbot software includeds the calculator below
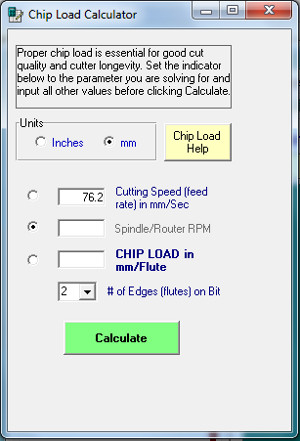
Using the ball park region, testing is a must before attempting the workpiece.
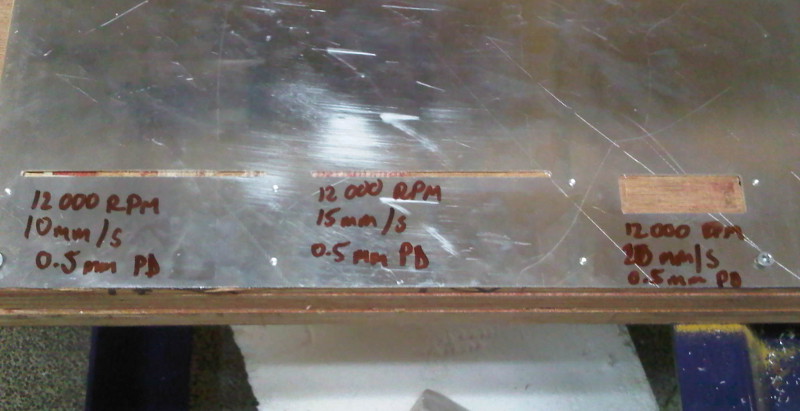
Here 12000RPM was fixed and a pass depth of 0.5mm (in reflection this was far too conservative) so feed rate was tested. The three test above show 10mm/s , 15mm/s and 20mm/s from left to right. 20mm/s produced a slightly rougher edge so was considered as the max. In reality larger test cuts should have been done as the accumulation of heat what not here an issue that it later turned out to be.
Later a feed rate of 10mm/s was used for the 3mm 2 flute bit and produced excellent results. For future work a deeper pass depth would be employed to reduce time as this did not seem to affect the quality of cut or bit life too much.
Solvent based cutting fluid for aluminium worked well when applied to cutting region intermittantly. An automatic application or full emulsion approach would have saved time and effort required to monitor the cutting.
Praticularly for thin sheets of material, it is important to secure the work very well. Excessive vibrating of the material will generate additional heat and lead to premature bit failure or poor surface finish. It is also important however, not to overtighten the screws as they will cause bowing in the material that may effect the dimensional accuracy. Flat head screws are better than tapered head screws here.
This is less of a problem with thicker material, such as the 4mm used for the structural parts of our design.