John O'Keefe
Week 8 - Molding, Casting, & Composites
Fab Module 3D Milling
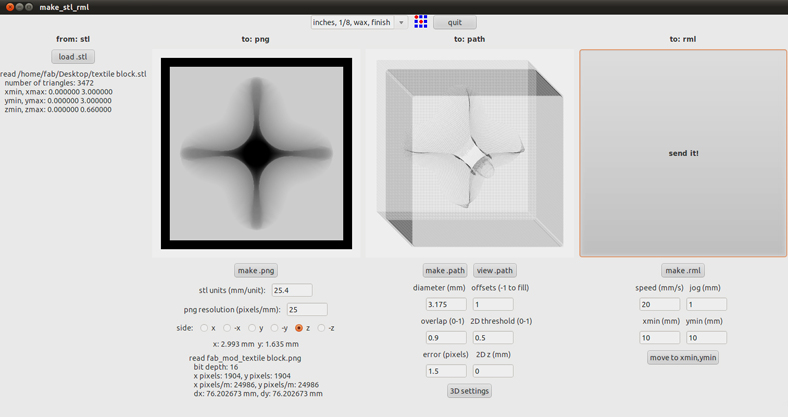 Tile constructed in Rhino and exported as .stl - .stl made into a .png gradient image (raster) from which tool paths were generated. Bottom height did not come in automatically - model bottom height was measured (-16.764 mm). I used the 1/8" round bit for milling. Tool path was not super efficient - I am interested in learning more about programming tool paths to better use time on the machine.
Tile constructed in Rhino and exported as .stl - .stl made into a .png gradient image (raster) from which tool paths were generated. Bottom height did not come in automatically - model bottom height was measured (-16.764 mm). I used the 1/8" round bit for milling. Tool path was not super efficient - I am interested in learning more about programming tool paths to better use time on the machine.
Machined Wax Positive
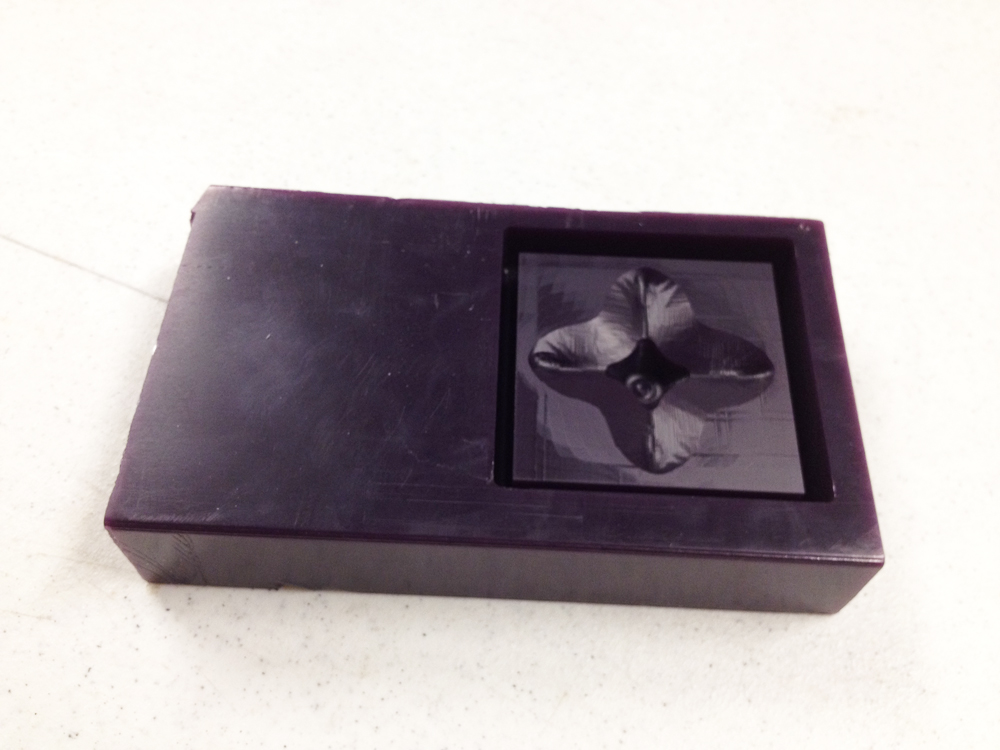 Milling took forever - tool routing often appeared redundant and/or made many unproductive trips back and forth. However, no major problems. Surface finish was a little disappointing - smoothness of Rhino NURBS surface lost in conversion to .stl? I Need to take another look at the export settings.
Milling took forever - tool routing often appeared redundant and/or made many unproductive trips back and forth. However, no major problems. Surface finish was a little disappointing - smoothness of Rhino NURBS surface lost in conversion to .stl? I Need to take another look at the export settings.
Pouring Silicon Mold
 Used Oomoo mixture - 1:1 mix, stirred for 5 minutes. Poured just to the top of the wax - though a little overflow proved helpful as a tab top pull silicon free - super flexible and strong - really had to pull at it to get it out but no tearing. Waited about 2 hours. Made a few molds to maximize casting efficiency.
Used Oomoo mixture - 1:1 mix, stirred for 5 minutes. Poured just to the top of the wax - though a little overflow proved helpful as a tab top pull silicon free - super flexible and strong - really had to pull at it to get it out but no tearing. Waited about 2 hours. Made a few molds to maximize casting efficiency.
Hydrostone Mix
 Mix was close to 2 parts Hydrostone per 1 part water. Little cups of Hydrostone were mixed in slowly one at a time - mixing took about 15 minutes, or until the plaster reached the consistency of Bisquick.
Mix was close to 2 parts Hydrostone per 1 part water. Little cups of Hydrostone were mixed in slowly one at a time - mixing took about 15 minutes, or until the plaster reached the consistency of Bisquick.
Finshed Plaster Casts
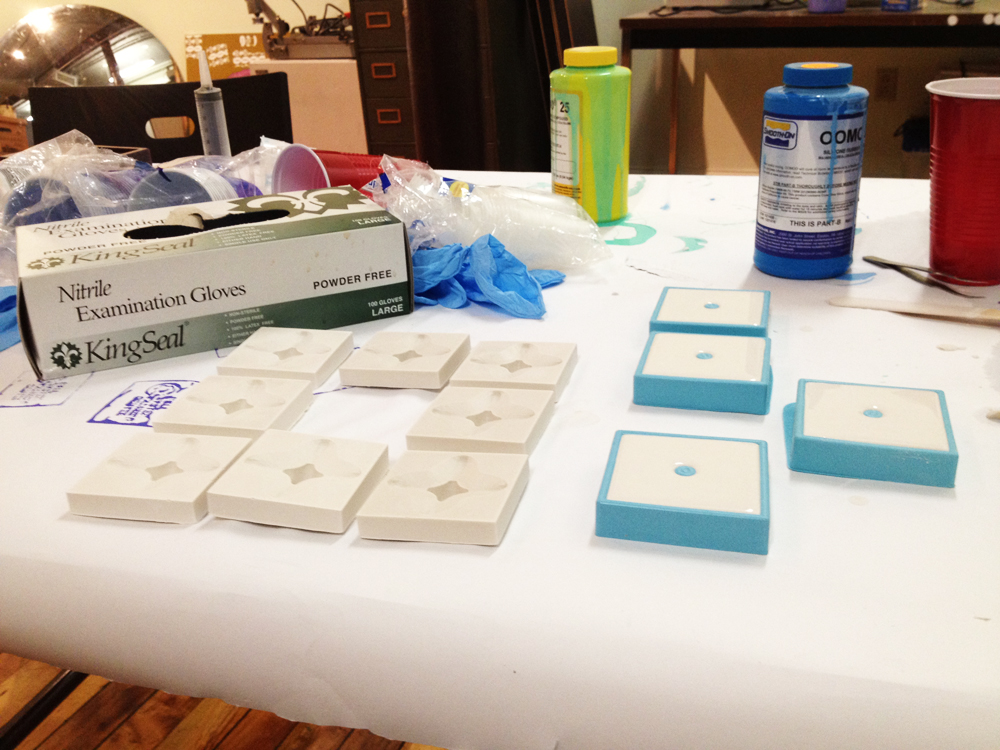 Well-mixed Hydrostone cures quickly - about 20 minutes (though overnight to truly set). Oomoo mold came right off, with virtually no plaster left behind - no release agent needed.
Well-mixed Hydrostone cures quickly - about 20 minutes (though overnight to truly set). Oomoo mold came right off, with virtually no plaster left behind - no release agent needed.