Printer Testing & Lab Equipment
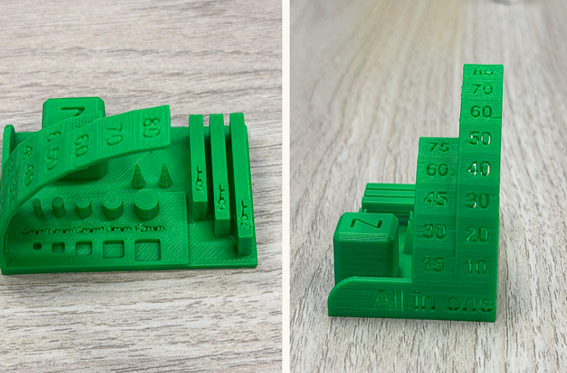
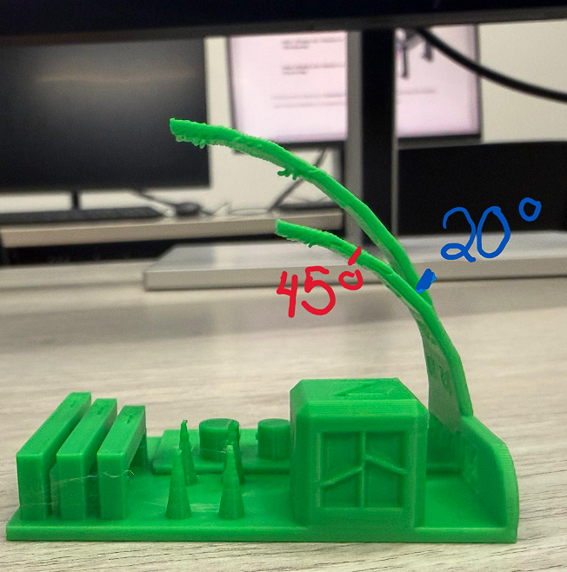
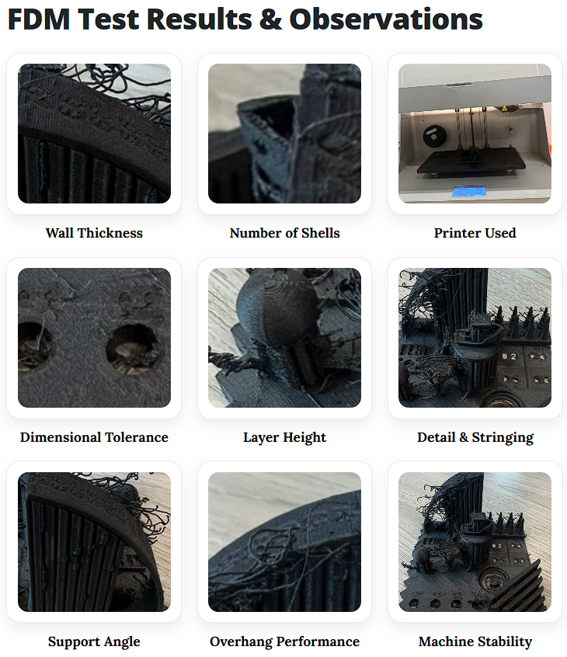
During this week we tested the different 3D printers available in the lab to better understand their design rules, material behavior, and limitations. We worked with three machines covering two different printing technologies: FDM and MSLA (resin).
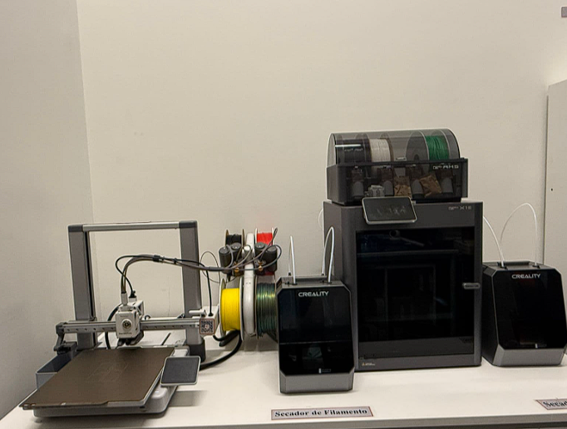
FDM
Bambu Lab X1E
Multi-material · enclosed · professional
High-performance enclosed printer for functional parts and engineering-grade materials.
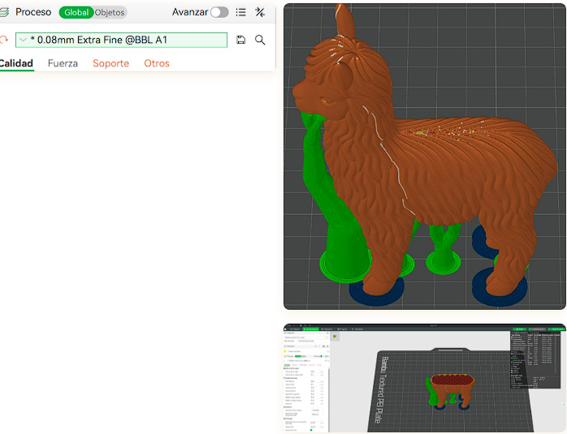
FDM
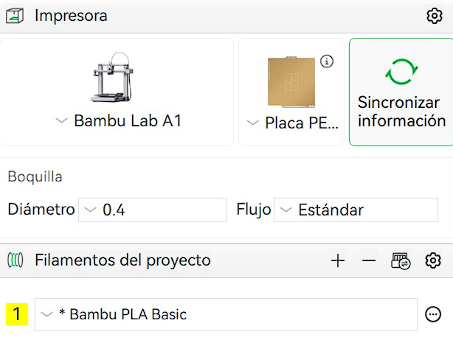
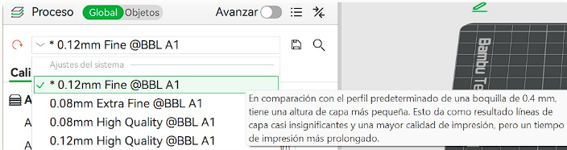
Bambu Lab A1
Open frame · beginner-friendly
Accessible and efficient for everyday prototyping with PLA and PETG.
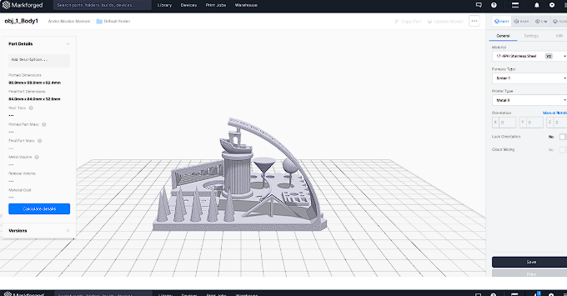
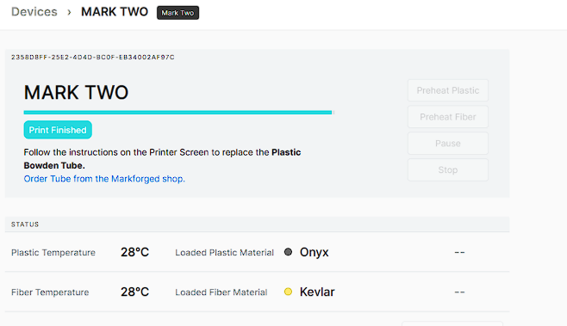
FDM
Markforged Mark Two
Continuous fiber reinforcement
Professional printer combining thermoplastics with continuous fiber for structural parts.
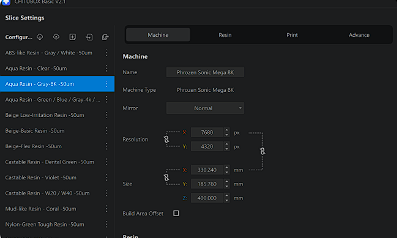
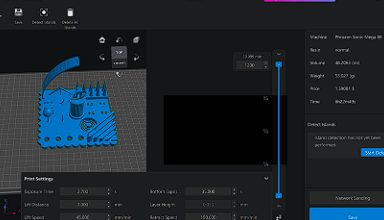
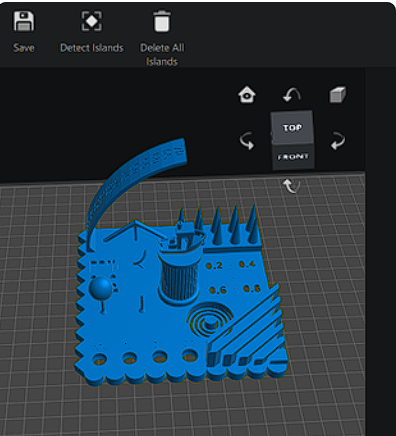
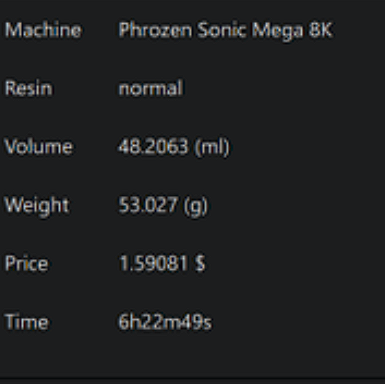
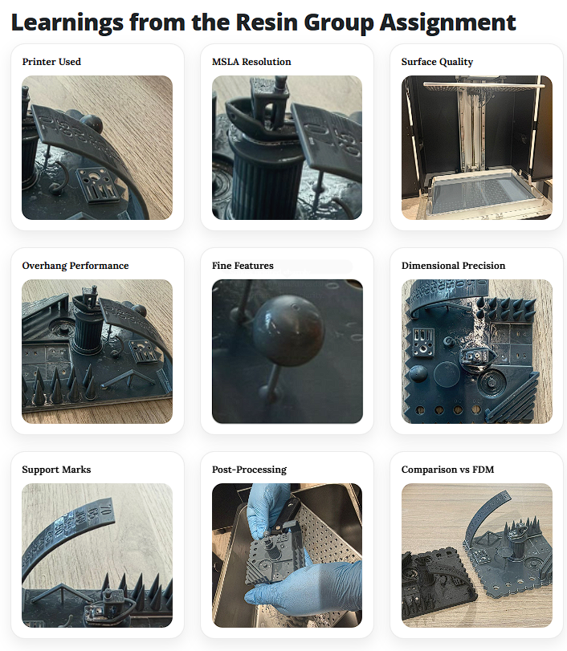
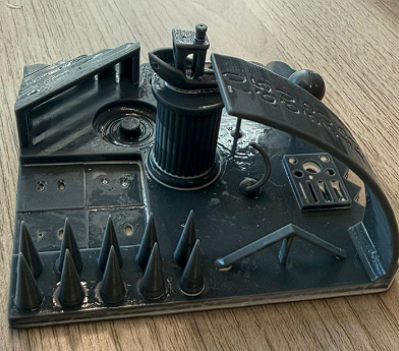
MSLA
Phrozen Sonic Mega 8K
Resin · 8K monochrome LCD
Large-format resin printer for high-detail prints with smooth surfaces and sharp edges.
Fab Academy ULima — explore the full group assignment documentation on the official page:
fabacademy.org/2026/labs/ulima/ ↗
fabacademy.org/2026/labs/ulima/ ↗