Section 1: Casting in Epoxy & Polyurethane Resins
Chavín de Huántar Silicone Mold Creation & Dual Resin Casting
The Cabezas Clavas are stone sculptures belonging to the Chavín culture of Pre-Inca Peru. Originally embedded in the walls of the Chavín de Huántar temple, they represent human-feline transformations and are iconic symbols of ancient Peruvian lithic art. Having one as our master model was a meaningful cultural connection.
The piece was used as-is from the lab's collection, making this a pure mold-making exercise without a prior design or print stage. This presented an excellent opportunity to test silicone molding on a complex, detailed, and culturally significant artifact.


Chavín de Huántar temple in Peru — the original context for these sculptures
To replicate the Cabeza Clava, we used SILIKA CAUCHO SILICONA RTV TIPO 6 combined with its specific catalyst. This material was selected for its high fidelity in capturing textures and its ease of use for manual casting.
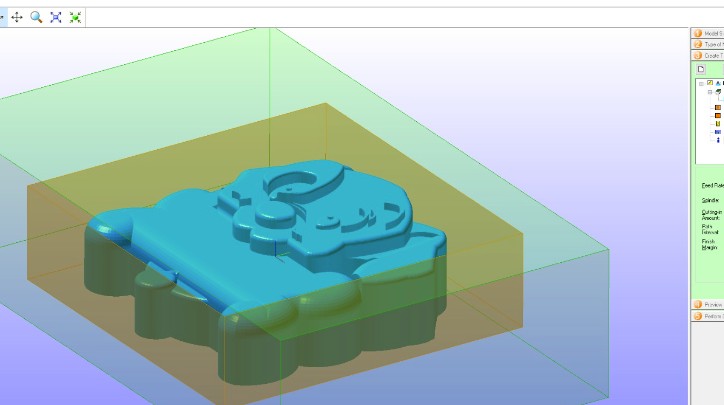
Measured mold capacity by filling with water to estimate the required silicone volume. Calculated the amount needed, intentionally adding surplus to ensure complete coverage of the master model.
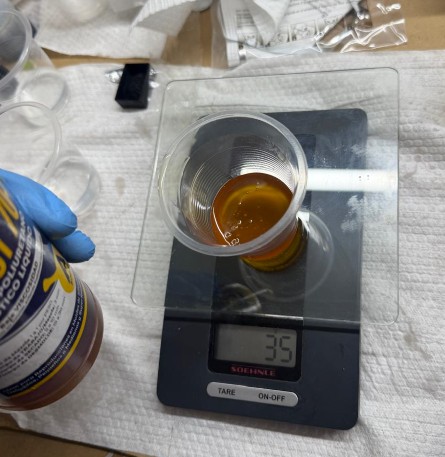
The RTV Type 6 requires precise mixing: 2% to 3% catalyst by weight. For every 100g of silicone base, we used a precision scale to add exactly 2–3g of catalyst. This precision is essential for proper curing and full mechanical resistance.


Precise weighing and catalyst mixing — the foundation of consistent results
Mixed both components slowly and thoroughly, scraping sides and bottom to ensure no unmixed base remained. Unmixed material prevents proper curing and creates weak spots in the mold.
Once mixed, had approximately 15–20 minutes to pour silicone before it began to thicken. Poured from the lowest point of the mold box, allowing the material to rise naturally around the piece to minimize air bubbles.
Tapped the mold against the table so trapped bubbles would rise to the surface. Left to cure at room temperature for 4–8 hours depending on ambient conditions.
Once the silicone mold was complete, we performed casting tests with two different resin systems to compare their properties, aesthetics, and structural characteristics. The same silicone mold was used for both casts, providing a true apples-to-apples comparison.
Cast 1: SILIKAST EPOXY CRAFT A + B — Crystal-Clear Finish
Mixed Part A and Part B at 1:1 ratio by volume. Poured into the silicone mold and let rest for 10 hours. The result was a beautiful, crystal-clear, glass-like piece that captured every detail of the original Cabeza Clava with exceptional optical clarity.


Pouring epoxy resin into the completed silicone mold



Epoxy cast: Crystal-clear finish captures every cortex fold and surface texture with optical transparency
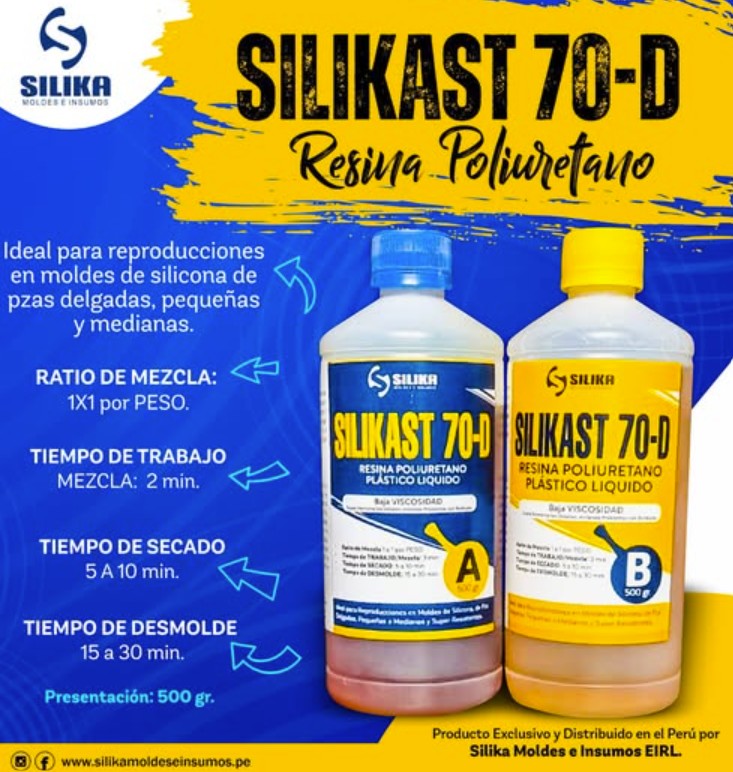
Cast 2: Resina Silikast 70D — Honey-Amber Polyurethane
Mixed Part A and Part B at 1:1 ratio by weight. Poured into the same silicone mold. Cure time: 5 hours — notably faster than epoxy (10 hours). The result was a solid, vibrant amber-toned replica with excellent structural strength (70 Shore D hardness).

Polyurethane resin pour and curing process — note the distinctive honey-amber color

Polyurethane cast: Solid amber-toned replica with structural strength for functional applications
📊 Epoxy vs Polyurethane — Final Comparison
| Property | SILIKAST Epoxy A+B | Silikast 70D Polyurethane |
|---|---|---|
| Visual Finish | Crystal-clear, glass-like, transparent | Honey-amber color, opaque |
| Mix Ratio | 1:1 by volume | 1:1 by weight |
| Pot Life | 10–15 minutes | 2 minutes (very fast) |
| Cure Time | 10 hours (long) | 5 hours (fast) |
| Hardness | Hard but brittle | 70 Shore D (impact resistant) |
| Detail Capture | Excellent | Excellent |
| Best For | Jewelry, display, decorative, showcase pieces | Functional, structural, durability required |
- Crystal-clear optical transparency
- Ideal for jewelry and display
- Beautiful glass-like finish
- Captures finest details visually
- Faster curing time (5 vs 10 hrs)
- Higher impact resistance (70D)
- Distinctive honey-amber aesthetic
- Better for functional parts
📸 Final Comparison: All Casting Methods

From left to right: SLA 3D-printed master model, Silikast 70D polyurethane cast, SILIKAST EPOXY CRAFT A+B epoxy cast. All produced from the same silicone mold.