Individual Contributions
Andres Mamani — CAD & Electronics Lead
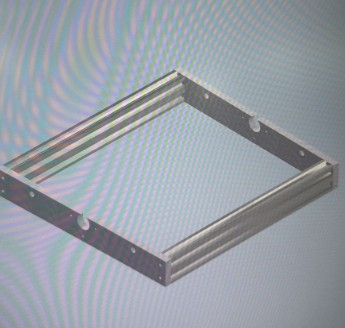
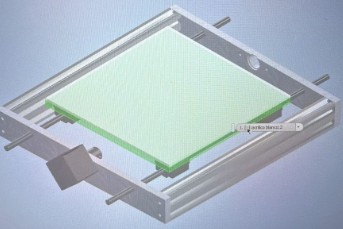
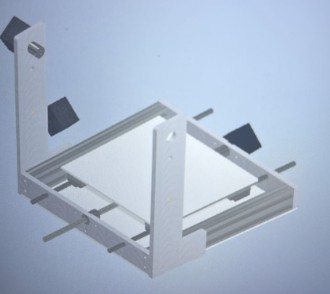
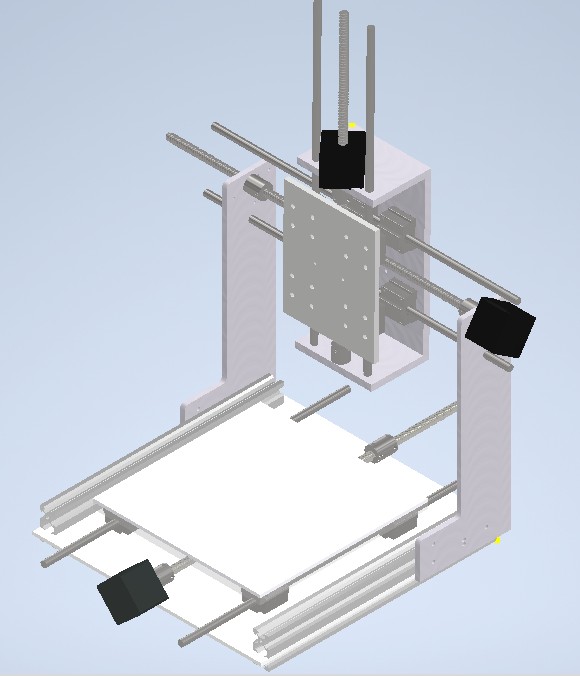
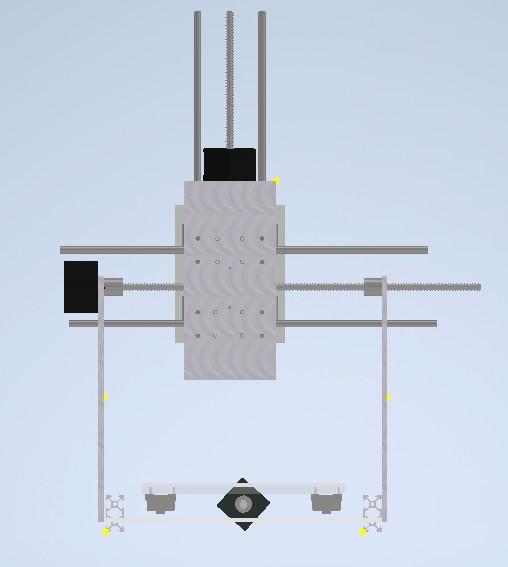
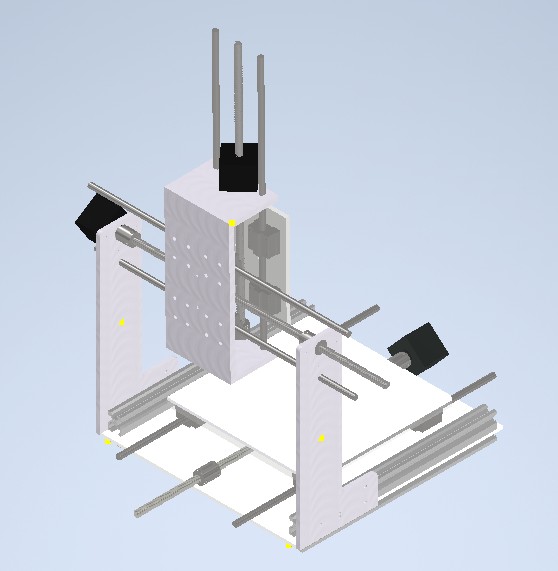
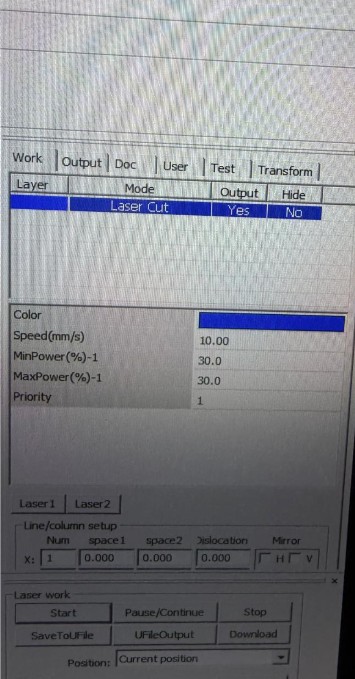
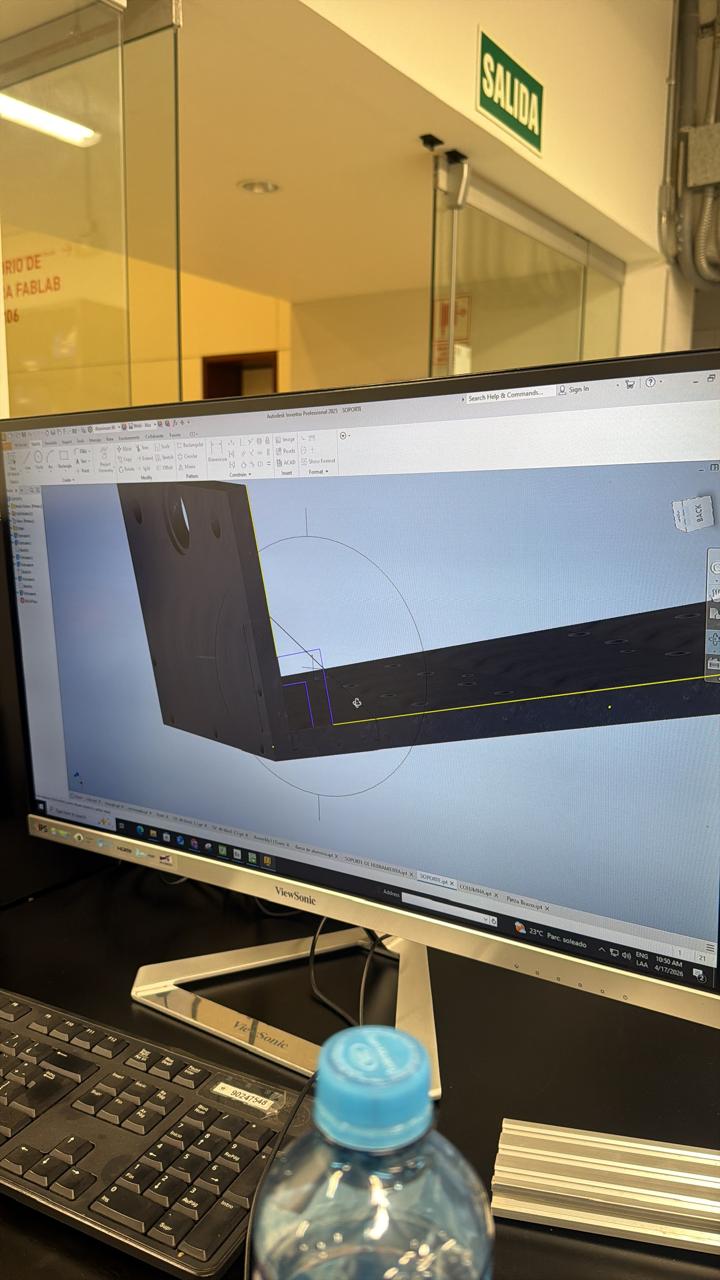
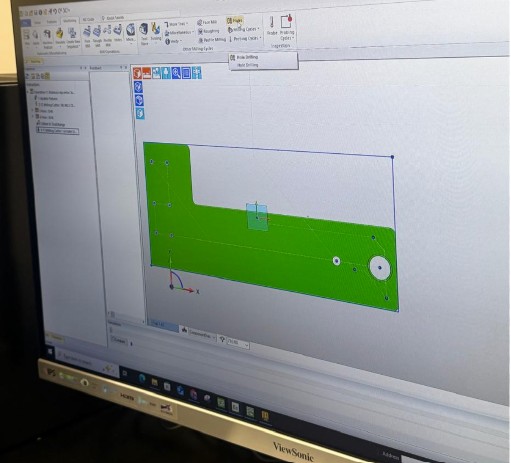
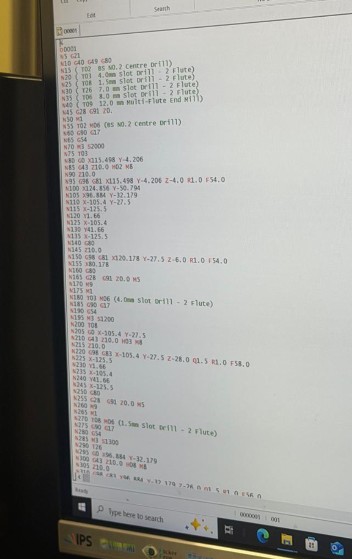
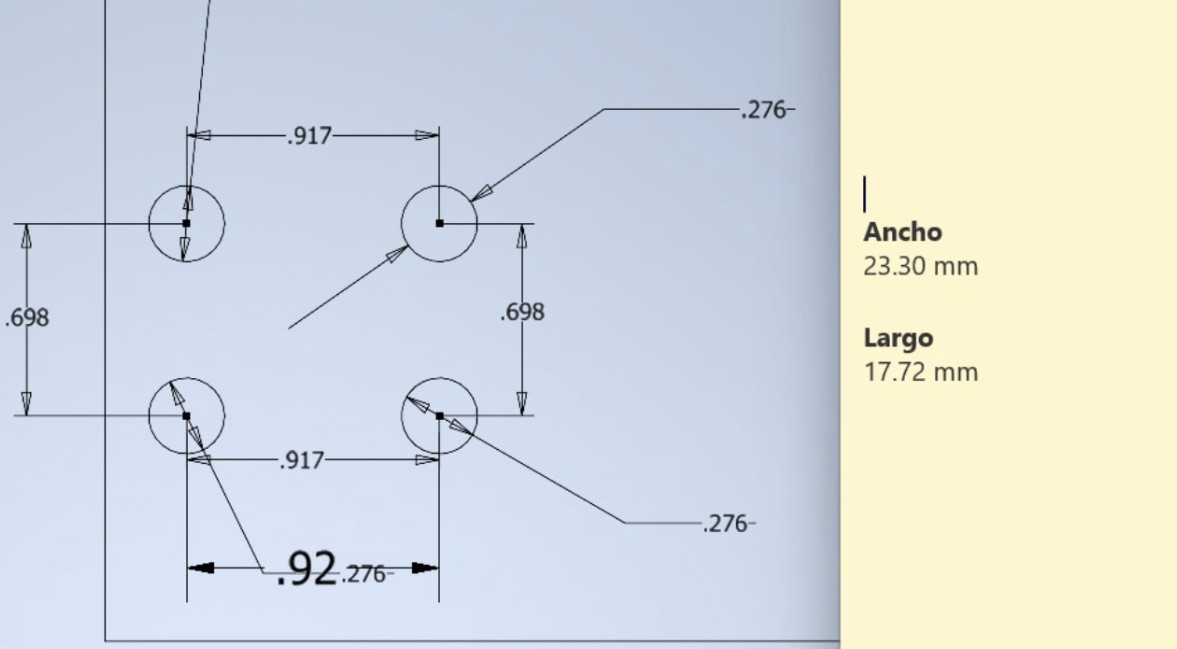
I contributed to the 3D modeling of the CNC machine in Autodesk Inventor and prepared all technical drawings. I supported the assembly process and contributed to the development of the control code using GRBL firmware. I also guided key decisions based on experience with the tools, materials, and machines used in the fabrication lab. My focus was on translating the design concept into precise digital models and ensuring electronic control systems worked seamlessly with the mechanical structure.
Micaela Cordova — Manufacturing & Documentation Lead
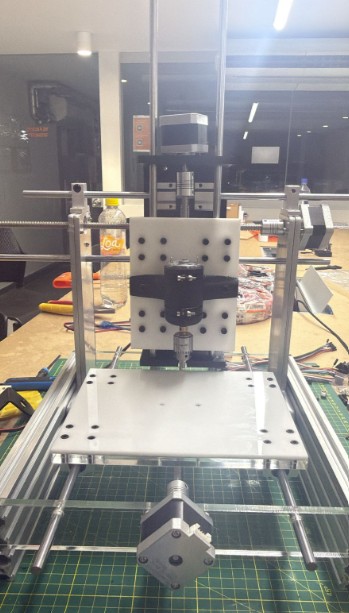
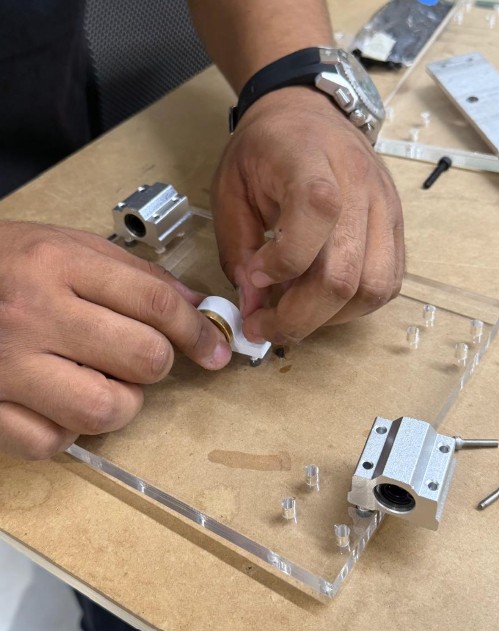
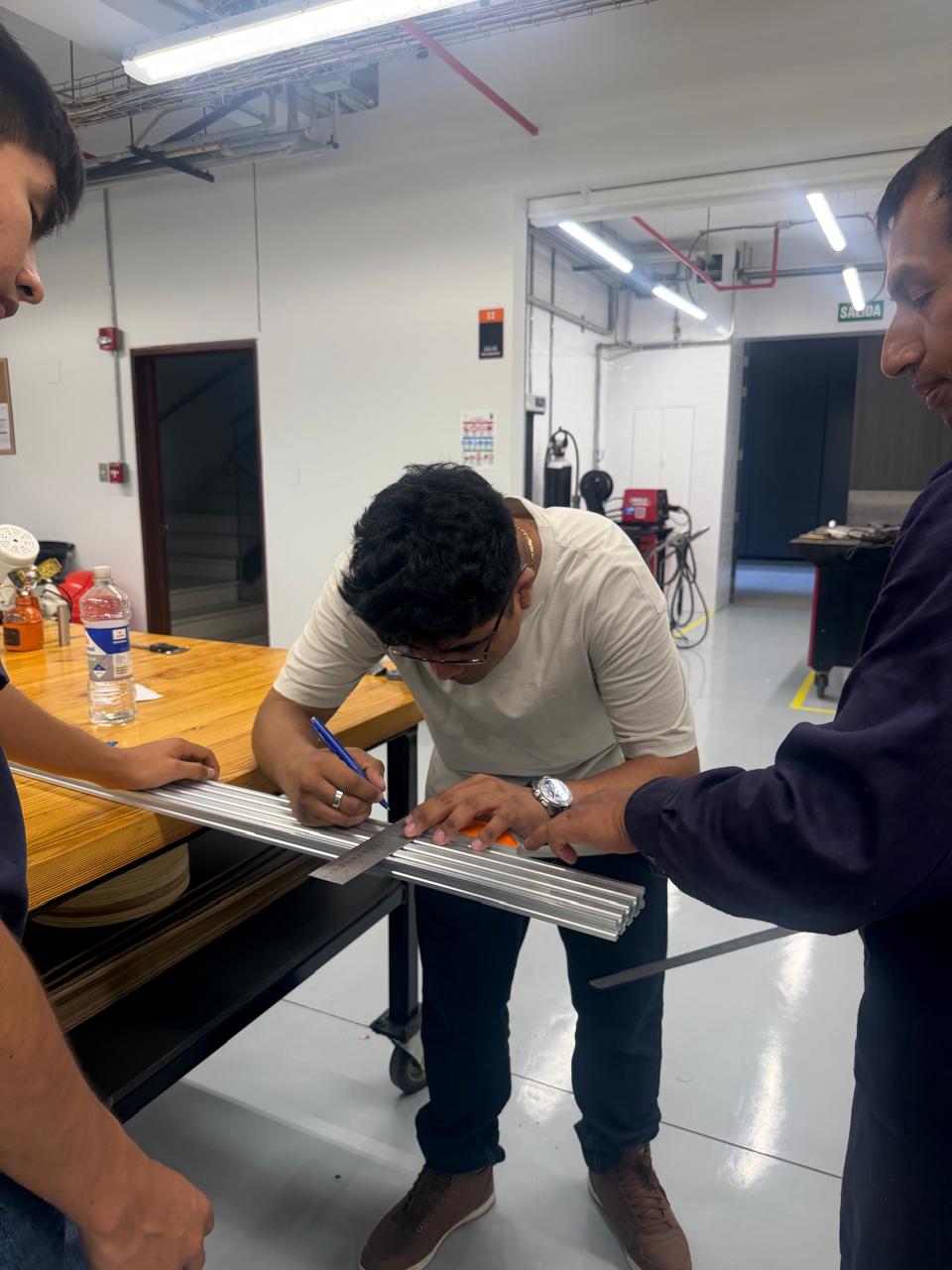
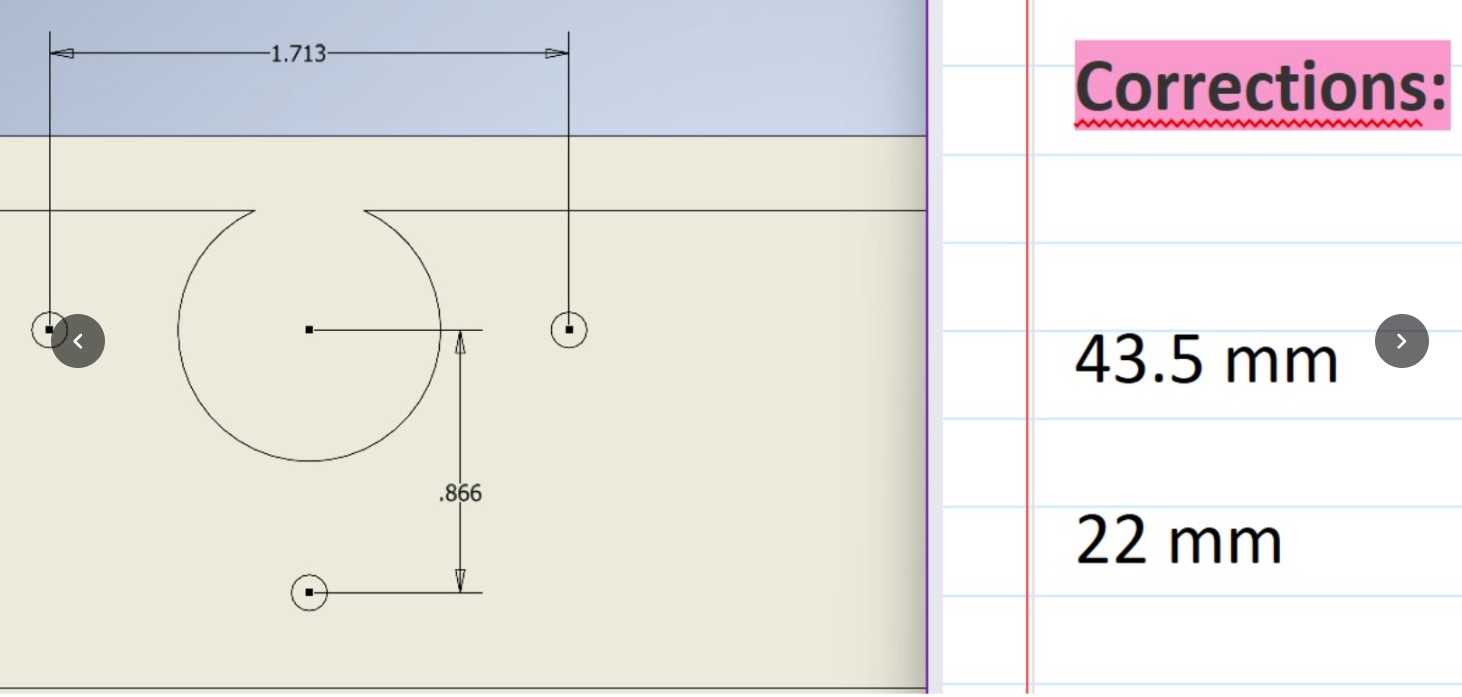
I contributed to the design of the parts and continuously adapted the models based on real component measurements. I supported the entire manufacturing and assembly process, especially in the fabrication of metal components and laser-cut acrylic parts. I performed extensive physical testing, ensured proper fitting of all components, and debugged assembly issues. I also prepared all presentation materials. My focus was on bridging the gap between digital design and physical reality.