Personal Protective Equipment (PPE) Used in the Machining of Modules
For the machining process of MDP modules using the CNC ShopBot machine, the use of personal protective
equipment (PPE) was necessary to ensure operator safety and prevent accidents during operation.
Protective Gloves:
The use of gloves is important when handling the material after cutting, as chips, splinters, or sharp edges
resulting from the milling process may remain, which could cause cuts or hand injuries.

Protective Mask:
During the cutting process, fine dust particles and MDP residues are generated and remain suspended in the air.
For this reason, the use of a protective mask is necessary to prevent the inhalation of these particles,
which may affect the respiratory system.

Earplugs:
Since the CNC machine generates high noise levels during the machining process, the use of
hearing protection is essential. According to industrial safety standards, prolonged exposure to noise
levels above 85 dB is not recommended; therefore, the use of earplugs reduces the risk of hearing damage.

Safety Glasses:
The use of safety glasses is essential during the machining process, as they protect the eyes
from dust particles, splinters, or small fragments of material that may be ejected during cutting.
This equipment helps prevent potential eye injuries or irritation caused by debris projected during
CNC machine operation.

Protective Apron:
The use of a protective apron is recommended, as it helps protect the operator’s clothing
and body from dust, chips, and residues generated during the machining process. Additionally, it
contributes to maintaining safer and cleaner working conditions by preventing direct contact with the processed material.

Removal of Personal Accessories:
As a safety measure, it is mandatory to avoid wearing accessories such as bracelets, watches, chains, loose clothing, or loose hair, as these can become caught in the moving parts of the CNC machine, especially in the motion system, potentially causing accidents.
CNC Machining Precision Analysis
Introduction
This laboratory practice aimed to analyze and verify the dimensional accuracy of the machining process performed on the CNC Shotbot machine. Geometric figures with predefined dimensions were designed using CAD software to compare theoretical design measurements against actual dimensions obtained after machining. This activity provided a practical understanding of the importance of machine calibration, proper selection of cutting parameters, and the influence of factors such as tool diameter, feed rate, and machining depth on the final dimensional accuracy of manufactured parts. Additionally, the practice reinforced knowledge related to digital manufacturing processes and dimensional quality control.
Materials and Equipment
Part Design
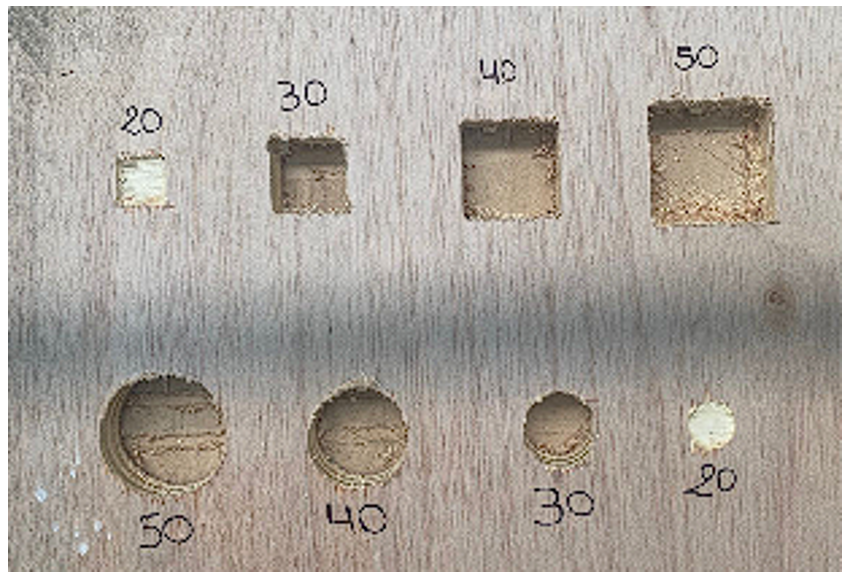
A geometric pattern was designed in SolidWorks consisting of four circles and four squares with the following nominal dimensions:
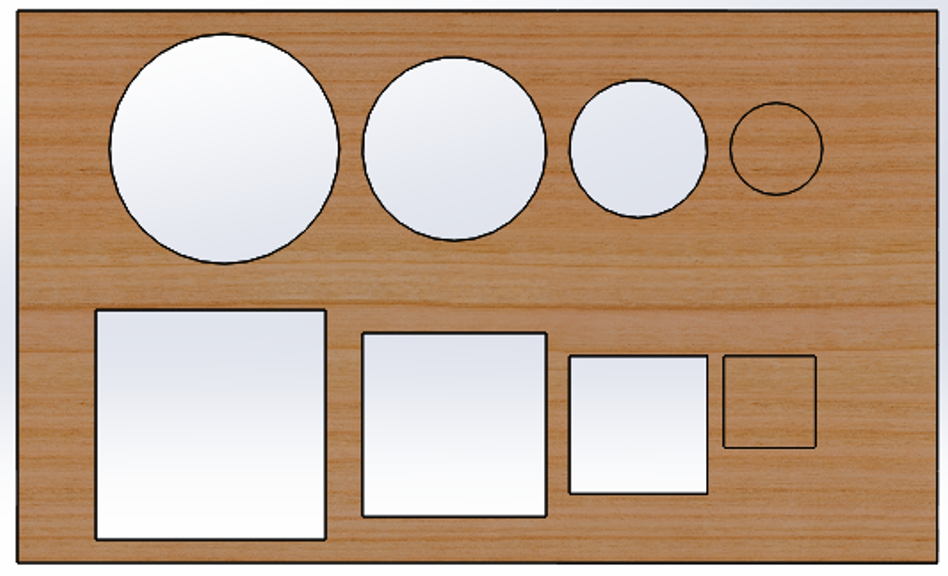
These dimensions were selected to assess machining accuracy across multiple feature sizes. The design file was subsequently exported and loaded into the Shotbot control software for machining preparation.
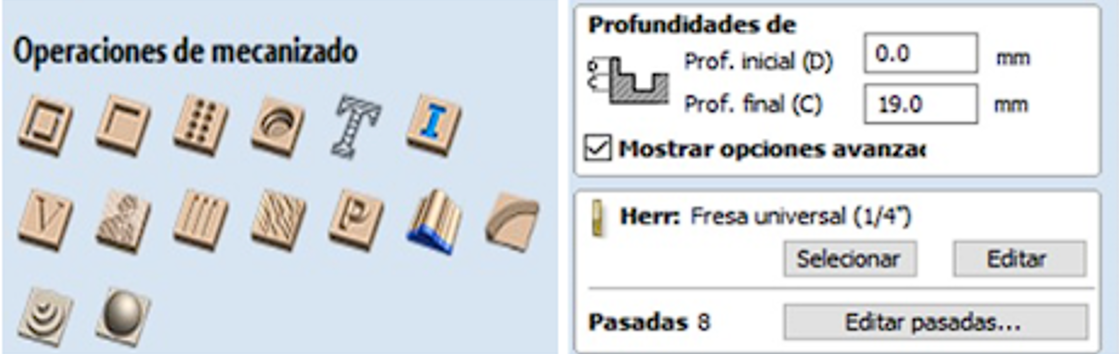
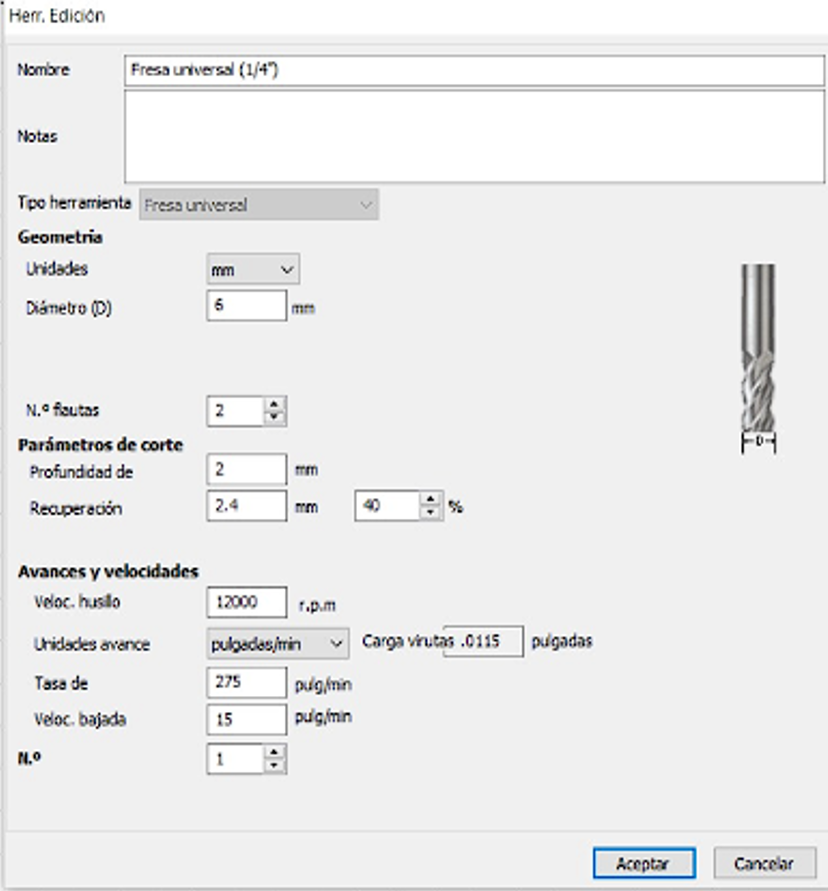
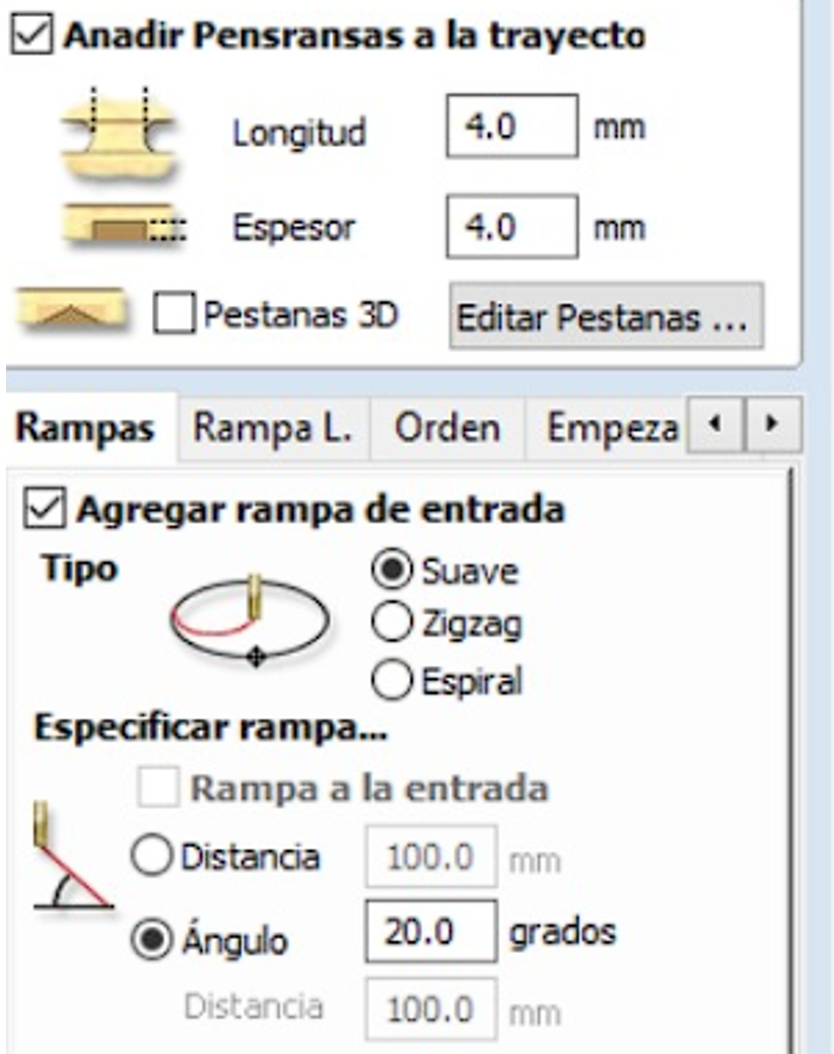
Machining Configuration
The following machining parameters were configured prior to executing the cutting operation:
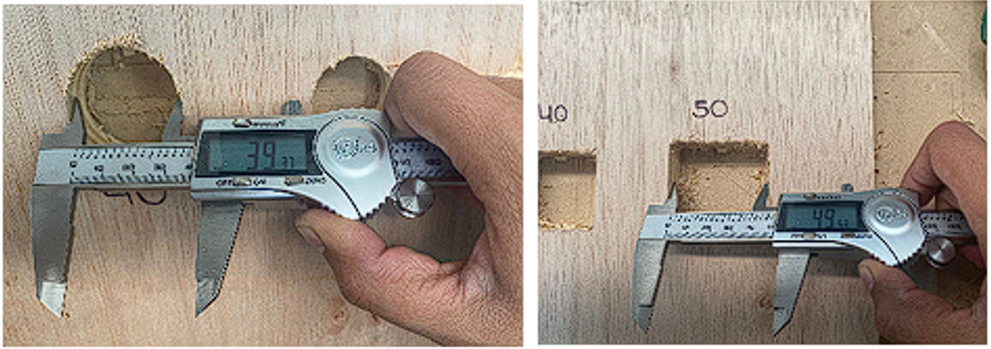
Dimensional Verification
Upon completion of the cutting process, all machined parts were measured using a Vernier caliper to compare actual dimensions against the nominal values specified in the digital design. Minor dimensional deviations were observed between the designed and measured values
Results
The results revealed minor discrepancies between the nominal design dimensions and the actual measured dimensions of the machined parts. Representative examples are presented in the following table:
| Nominal Dimension (mm) | Measured Dimension (mm) |
|---|---|
| 50.00 | 49.41 |
| 40.00 | 39.37 |
Similar deviations were recorded for the remaining geometric features. The identified sources of dimensional error include:
Despite these deviations, all measured dimensions remained within close proximity to the nominal design values, indicating satisfactory machine performance.
Conclusions
This practice successfully demonstrated the operational precision of the CNC Shotbot machine by comparing nominal design dimensions with actual measured values after machining. Minor dimensional deviations were identified throughout the manufacturing process, attributable to factors such as machine calibration, parameter configuration, and tooling variables. The activity strengthened competencies in CAD design, toolpath configuration, and dimensional quality control — fundamental aspects of digital manufacturing processes.