Computer Controlled Cutting
Safety measures for the use of machinery (Laser cutter)
Laser cutter machines are digital fabrication equipment that allow cutting and engraving with high precision on different materials. However, because they use laser radiation, generate high temperatures, and produce residues during machining, it is essential to follow safety regulations to prevent accidents.
Compliance with these standards helps protect the operator’s physical integrity, prevent damage to the machinery, and ensure proper operation of the equipment. Therefore, it is important to know the necessary personal protective equipment and the precautions that must be taken during the operation of the Laser cutter.
Development
For the safe use of the Laser cutter, it is necessary to follow basic safety regulations before, during, and after operating the machinery, which must be applied responsibly by each laboratory user.
First, only authorized personnel should operate the machine, previously verifying that the equipment is in proper condition, especially the operation of the ventilation system, and ensuring that the work area is clean and free of foreign objects.
It is also essential that the machine operates in a ventilated or open environment, since gases and smoke are generated during the cutting process, which can be harmful to health if they accumulate in closed spaces. For this reason, the smoke extraction system must always be turned on, as it allows the gases produced during the process to be removed and helps maintain a safe working environment.
Personal protective equipment (PPE) serves specific functions
Safety glasses
They are used to protect the eyes from possible laser reflections, dust, or particles generated during the cutting process. Looking at the laser without protection can cause eye damage such as irritation, retinal injuries, or visual impairment if there is direct or reflected exposure.

Laboratory Apron
Its function is to protect the user’s clothing and skin from dust, material residues, or small hot particles that may be generated during the process.

Protective Gloves
They are mainly used when removing the processed material, as the pieces may be hot or have sharp edges that can cause burns or cuts.

Smoke Extractor
It is an essential safety system that removes the gases and smoke generated during the cutting process. Its use prevents the inhalation of toxic substances and improves visibility inside the equipment. The machine must always operate with the extractor turned on and in a well-ventilated area.


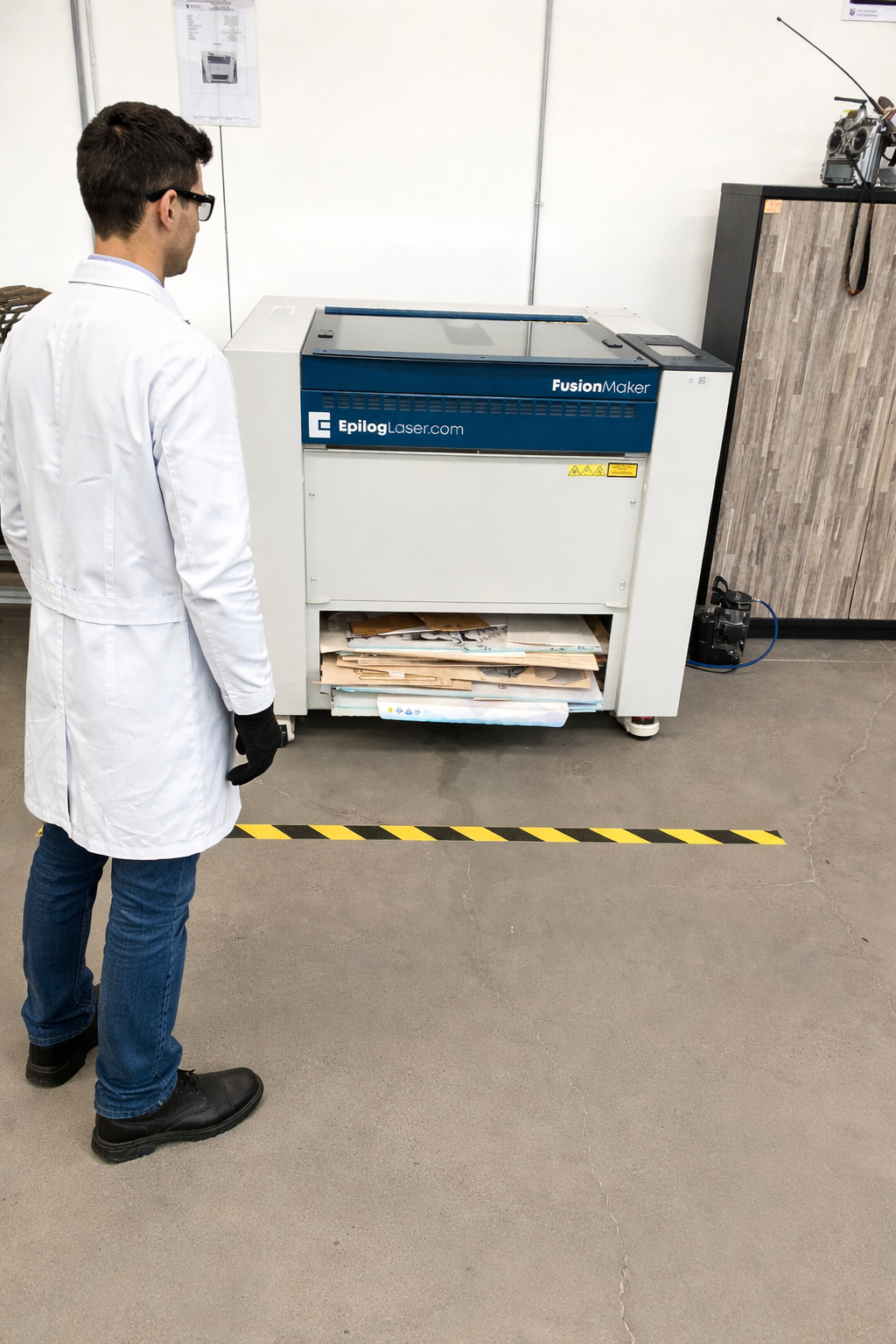
Furthermore, users should not remain too close to the machine while it is operating. It is recommended to maintain a safe distance and observe the process only through the machine’s protective cover.
Being close to the machine while it is operating may involve risks such as:
- Inhalation of smoke in case of poor ventilation
- Accidental contact with moving parts
- Exposure to heat generated by the material
- Risk in case of material ignition or fire
- Exposure to particles generated during the cutting process
Likewise, the machine should never be left operating unattended, since some materials may ignite if the parameters are not properly configured.
It is also important to use only approved materials, as some materials such as PVC, vinyl, or unknown plastics can produce toxic gases that are hazardous to health and may damage the machine.
Results
As a result of this activity, the main safety regulations required for the proper use of the laser cutter were identified.
The importance of using personal protective equipment was understood, as well as maintaining a safe distance during the machine’s operation and verifying the equipment conditions before use.
In addition, the risks associated with the improper use of the equipment were recognized, along with the importance of using only suitable materials to prevent damage to both health and the machine.
Conclusions
Following safety regulations is essential for the proper use of the laser cutter, as it helps prevent accidents and ensures user safety. Likewise, the proper use of personal protective equipment and compliance with operating procedures significantly reduce risks during the cutting process.
Finally, the correct application of these safety measures allows for the responsible and safe use of machinery within the digital fabrication laboratory.
Laser Cutter Characterization
The characterization of a laser cutter consists of identifying its technical characteristics, operational capabilities, and operating parameters. This information is essential for using the equipment efficiently, correctly selecting cutting and engraving parameters, and ensuring the quality of the manufactured parts.
In addition, understanding the technical specifications makes it possible to identify the equipment’s limitations, such as the maximum working area, available power, the types of materials that can be processed, and the conditions required for proper operation.
Development
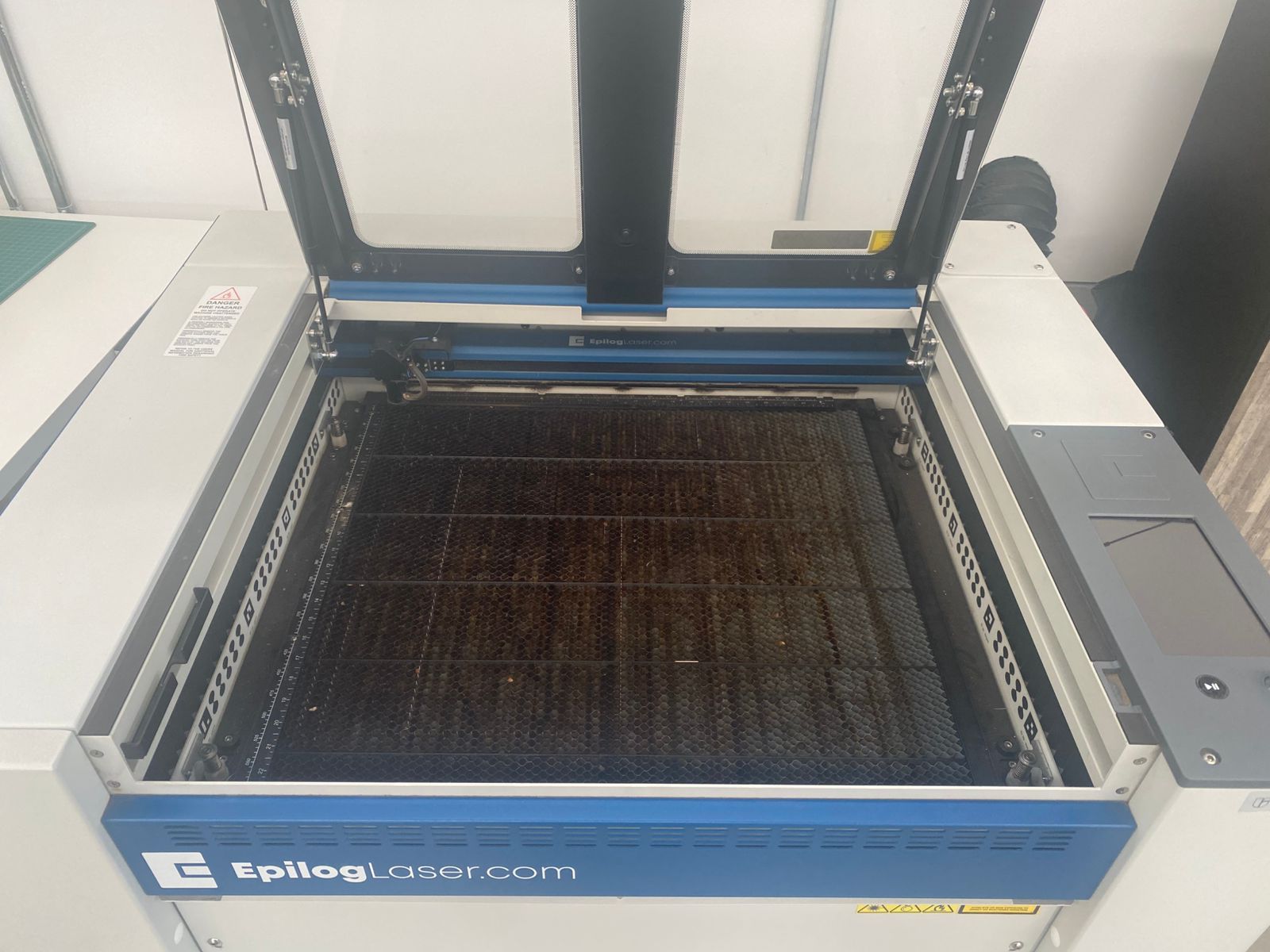
For the machine characterization, the main technical parameters of the equipment were analyzed. First, it was identified that the working area is 610 mm × 610 mm (24" × 24"), which defines the maximum size of the pieces that can be processed.
It was also determined that the machine can process materials with an approximate thickness of up to 6 mm, depending on the type of material and the configured speed and power parameters. Due to the equipment’s power limitations, cutting materials thicker than this value is not recommended, as it may affect the cutting quality or require multiple passes.
Regarding operating speed, the machine can reach a maximum engraving speed of 4200 mm/s (165 IPS) with an acceleration of up to 5G, allowing fast operations while maintaining positioning accuracy.
Regarding laser power, the equipment can operate with different configurations:
- 60, 80, or 100 W CO₂ laser
- Dual source system with 60 W CO₂ and 30 W fiber laser
The CO₂ laser uses an air-cooled metal and ceramic waveguide tube with a wavelength of 10.6 micrometers, suitable for cutting non-metallic materials. On the other hand, the fiber laser (in dual systems) operates at 1065 nm, enabling high-precision engraving on metals.

The machine features a motion system based on brushless DC servomotors, which allow precise positioning and smooth movements during the cutting or engraving process.
Another important parameter is the load capacity of the working table:
- Vector Grid Table: 27.2 kg (60 lbs)
- Task Plate Table: 40.8 kg (90 lbs)
- Lifting system: 27.2 kg (60 lbs)
The machine has dimensions of 1055 mm in width, 834 mm in depth, and 1029 mm in height, with an approximate total weight of 108 kg, making it a robust machine suitable for light industrial use.
Results
As a result of the characterization, the main technical capabilities of the laser cutter were identified, determining that the equipment has high precision, good operating speed, and versatility for processing different materials.
It was established that the most important parameters to consider before operation are:
- Maximum working area
- Laser power
- Operating speed
- Material thickness
- Table load capacity
- Ventilation requirements
In addition, it was observed that the machine is equipped with modern positioning and control systems that improve the precision and repeatability of the processes.
Conclusions
The technical characterization of the laser cutter provides a clear understanding of its operational capabilities and limitations, facilitating its proper use. Likewise, knowledge of parameters such as speed, power, working area, and control systems makes it possible to optimize cutting and engraving processes, improving the quality of the final product.
Laser Cutting and Cutting Accuracy Evaluation
Introduction
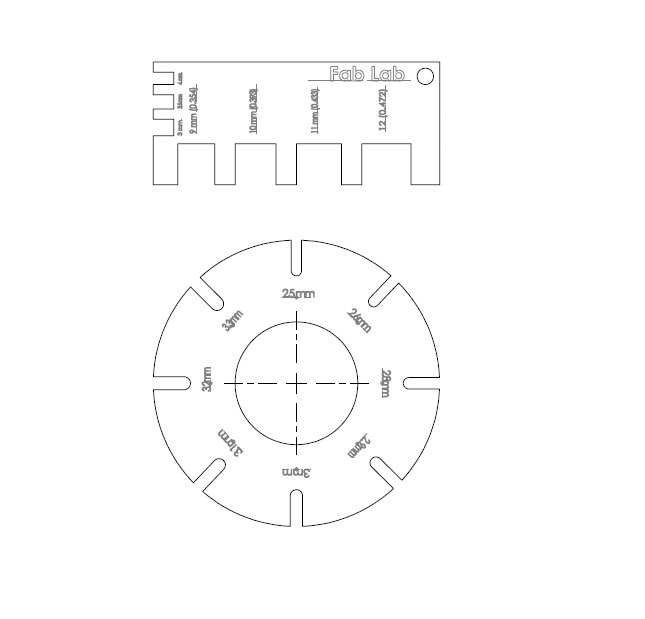
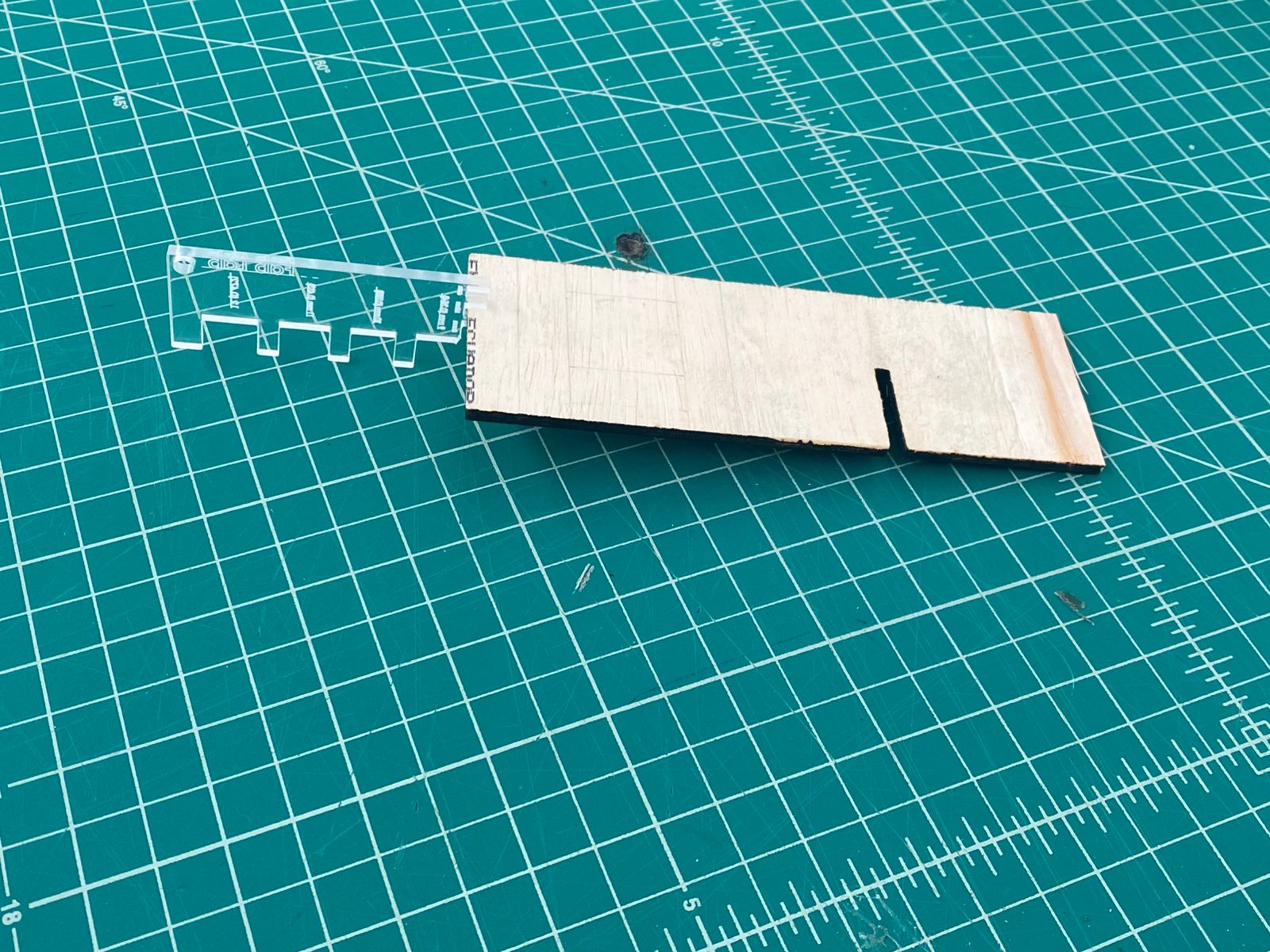
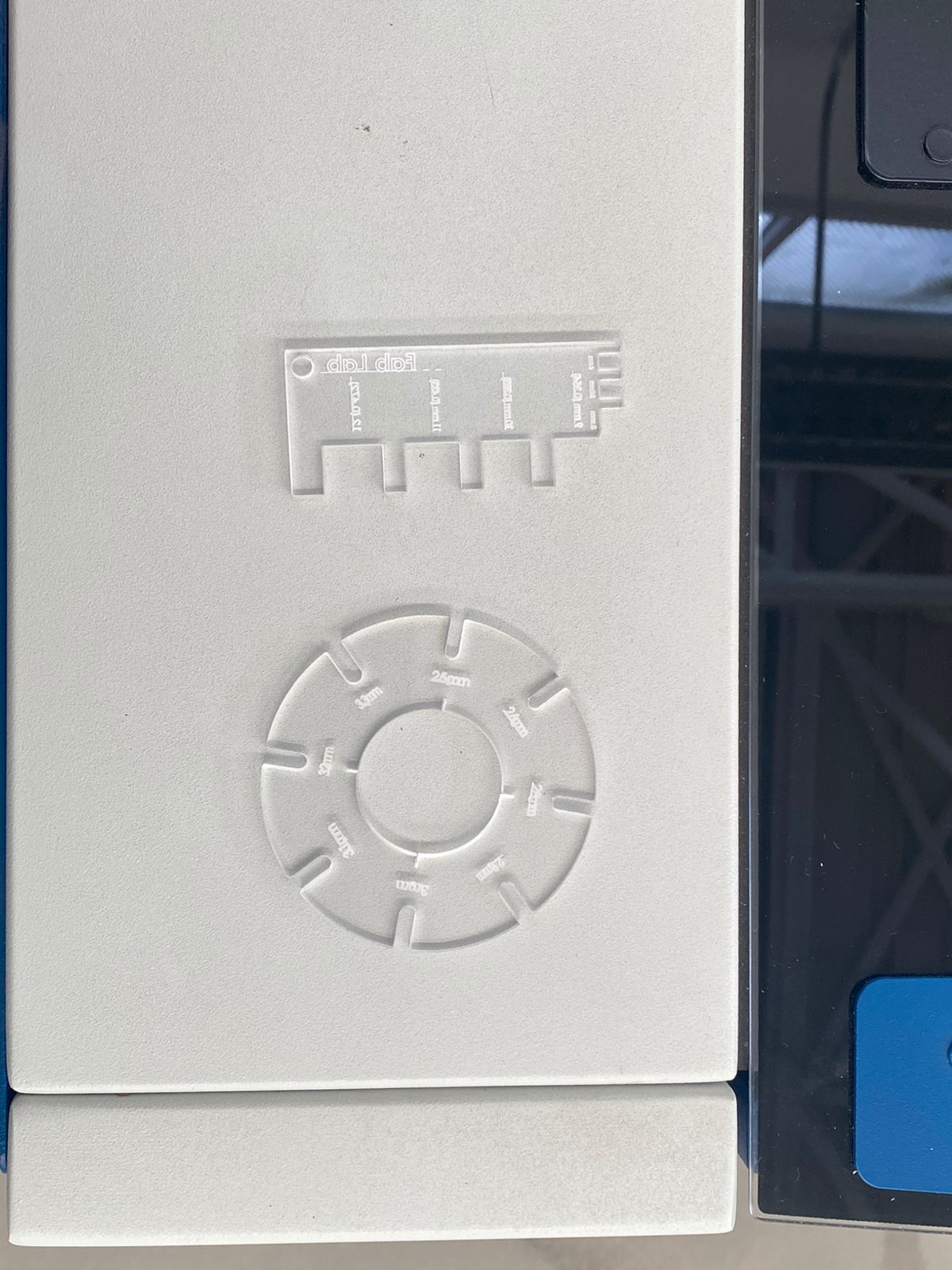
The group laser cutting practice was carried out as a complementary activity to the laser cutter characterization process, with the objective of verifying the equipment operation and evaluating cutting accuracy through the fabrication of previously designed parts. For this purpose, two measuring instruments were developed: a gauge for measuring wood thicknesses and a circular gauge for measuring cable diameters.
The development of this practice allowed the application of knowledge related to computer-aided design (CAD), cutting parameter configuration, and safe operation of the laser cutting machine. In addition, the differences between the dimensions established in the design software and the actual dimensions obtained after the machining process were analyzed.
Development
Initially, a wood thickness measurement gauge and a circular gauge for measuring cable diameters were designed using SolidWorks software. Both designs included different dimensions and slots intended to verify the actual laser cutting accuracy and subsequently compare the theoretical dimensions with the final dimensions obtained after the cutting process.
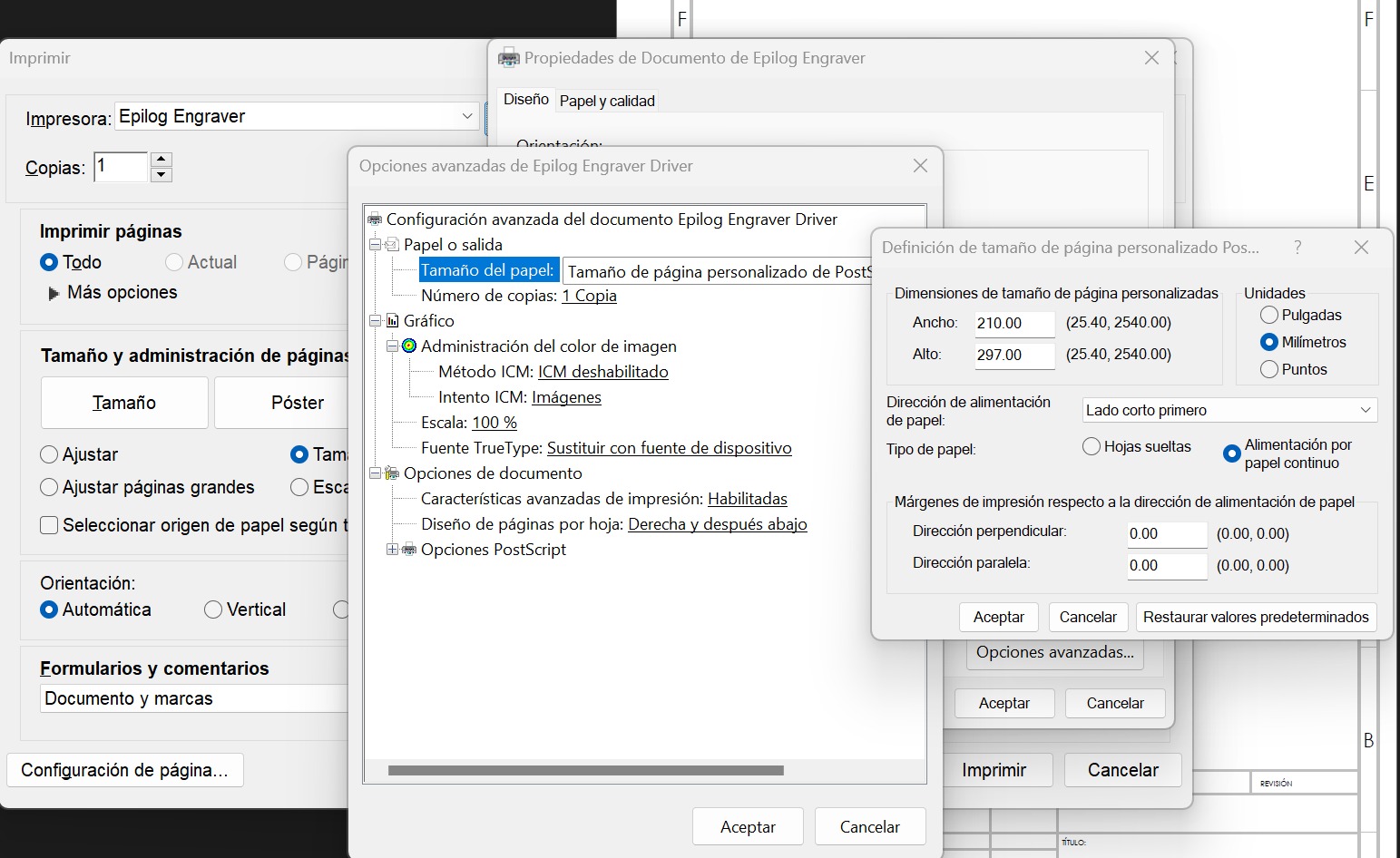
Once the designs were completed, they were exported and sent to the Epilog Job Manager software, which is responsible for managing the machine’s cutting operations. During this process, the sheet size used in the design was maintained, in this case A4 format, in order to preserve the original scale and prevent dimensional distortions.
Subsequently, the equipment required for the proper operation of the laser cutting system was turned on, including:
- Laser cutter
- Air compressor
- Smoke extractor
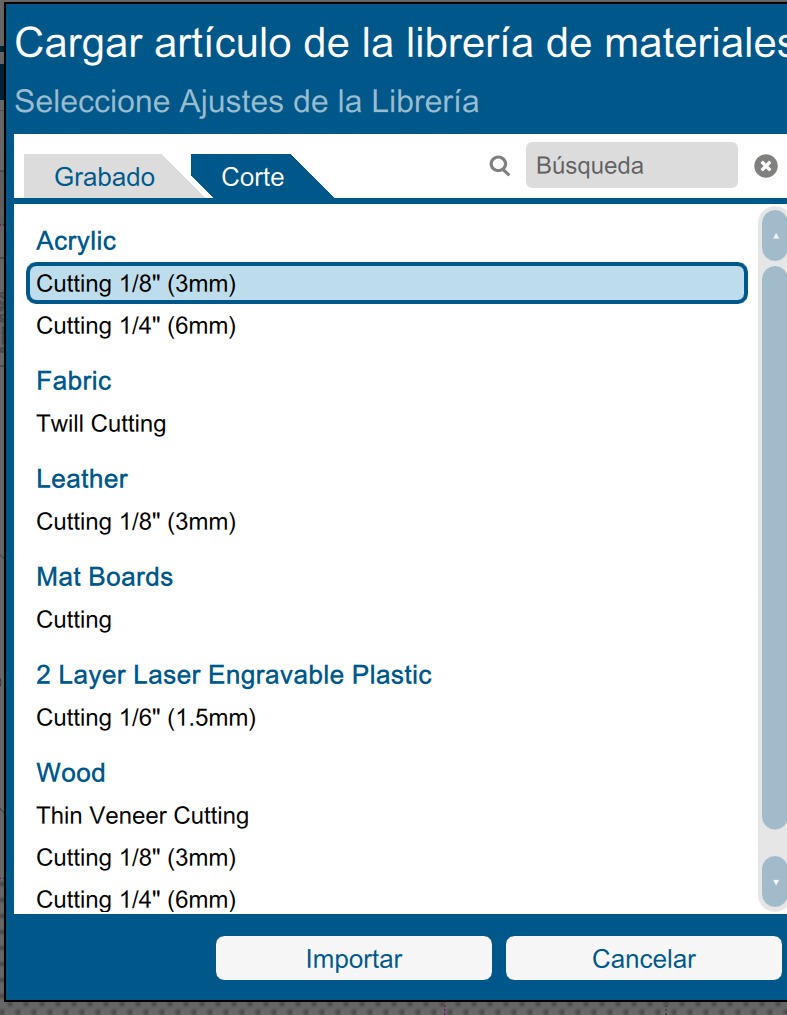
Afterward, the material was placed on the laser cutter workbed, ensuring that it was clean, flat, and within the machine’s allowed working area. Additionally, when the material was not registered in the machine library, power and speed tests were performed to achieve a clean and efficient cut, and the correct configuration was saved for future jobs.
If the material is not registered in the machine library, preliminary tests must be carried out by adjusting different power and speed values until an appropriate configuration that provides a clean and efficient cut is obtained. Once the correct parameters are determined, it is recommended to save this configuration for future jobs using the same material.
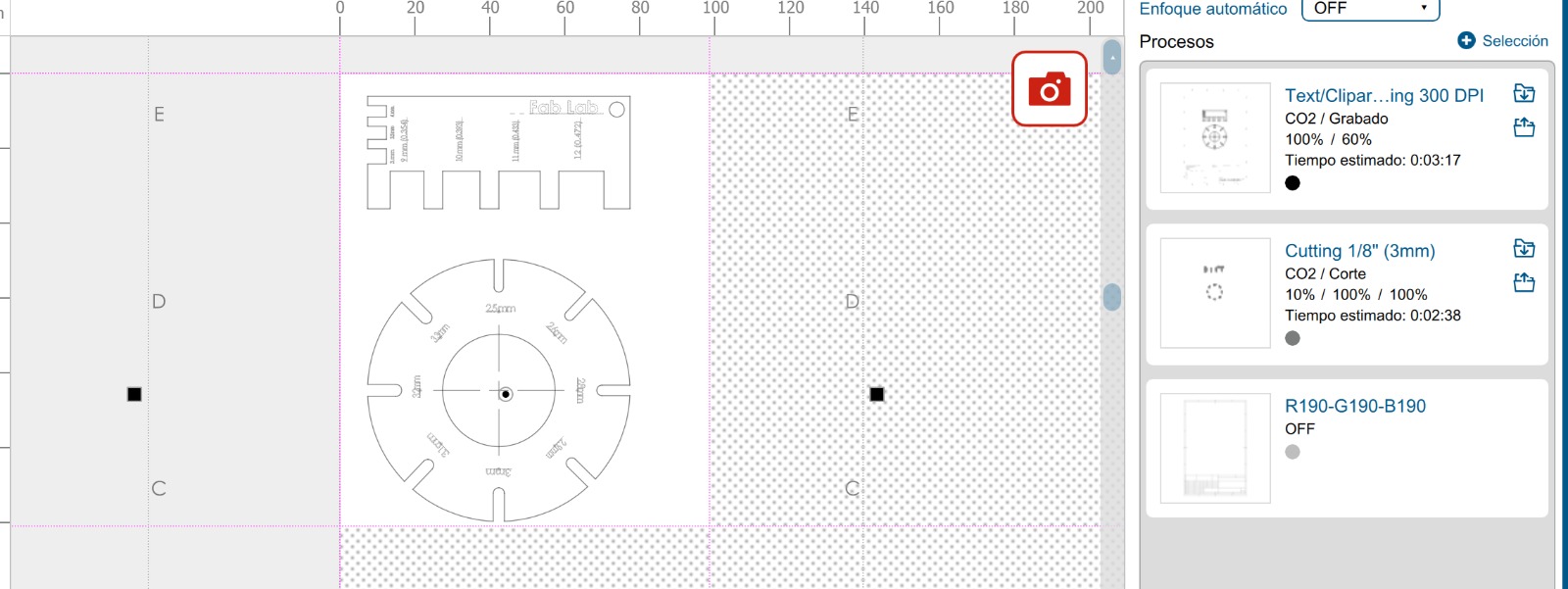
During the practice, two processes were performed using the laser cutter: engraving and cutting, each requiring different power and speed settings. In addition, engraving was carried out before cutting to prevent part displacement that could cause engraving misalignment.
Results
At the end of the cutting and measurement process, a difference was identified between the dimensions established in the digital design and the actual dimensions obtained from the machine. In the wood thickness measurement gauge, the dimension designed in the software was 3.5 mm; however, after the cutting process, the actual measured dimension was 3.81 mm. Similarly, in the circular gauge used to measure cable diameters, the designed dimension was 3 mm, while the actual dimension obtained after machining was 3.32 mm.

These results demonstrate that the laser cutting process generates small dimensional variations due to factors such as laser beam thickness, power settings, cutting speed, and the properties of the material used.
Conclusions
The practice allowed understanding the operation of the laser cutter, the importance of proper parameter configuration, and the need to consider tolerances in designs due to the dimensional variations generated during the cutting process.