Molding and Casting
Decorative Moai Candle
Introduction
Molding and casting is a manufacturing process used to reproduce objects by creating a mold and pouring a liquid material that subsequently solidifies into the desired shape.
This technique is widely applied in product development, prototyping, manufacturing, and artistic production because it allows the replication of complex geometries with high precision and repeatability.
The objective of this practice was to explore the complete molding and casting workflow by fabricating a decorative Moai-shaped candle. First, a master model was produced using additive manufacturing (3D printing).
Subsequently, a flexible silicone mold was manufactured around the printed model.
Finally, molten paraffin wax was cast into the mold to obtain the final candle, demonstrating the use of molding and casting techniques for small-scale production.
Materials
Mold Fabrication
- Moai model printed in PLA
- Silicone Rubber T25
- Silicone catalyst
- Mixing container
- Wooden stirrer
- Mold box/container
- Protective gloves
Casting Process
- Paraffin wax
- Candle wick
- Metal melting container
- Heat source
- Silicone mold
- Scissors or cutting tool
Safety Considerations (SDS Review)
Before beginning the molding and casting process, the safety information associated with each material was reviewed.
Silicone Rubber and Catalyst
- Wear nitrile gloves during handling.
- Avoid direct contact with skin and eyes.
- Work in a well-ventilated area.
- Avoid inhaling vapors generated during mixing and curing.
- Store materials in sealed containers away from direct sunlight.
Paraffin Wax
- Melt wax in a controlled manner using appropriate containers.
- Avoid overheating to reduce fire risk.
- Use heat-resistant gloves when handling hot containers.
- Prevent contact with molten wax to avoid burns.
General Workshop Safety
- Wear safety glasses during all manufacturing stages.
- Keep the workspace clean and organized.
- Follow laboratory safety procedures and manufacturer recommendations.
Comparison of Silicone Rubber Materials
Three silicone rubbers available in the laboratory were analyzed and compared before selecting the material for the mold.
| Property | C25 | T25 | Platinum P30 |
|---|---|---|---|
| Curing Type | Condensation (Tin-Based) | Condensation (Tin-Based) | Addition (Platinum-Based) |
| Shore A Hardness | 25 (Flexible / Intermediate) | 25 (Flexible / Intermediate) | 30 (Firm / Structural) |
| Working Time | 30–45 min | 50–60 min | 45 min |
| Demolding Time | 2–4 h | 2–4 h | 4–6 h |
| Full Cure Time | 24 h | 24 h | 8–10 h |
| Shrinkage | ~0.3% | ~0.3% | < 0.1% |
| Tear Resistance | Good | Very High | Excellent |
| Tensile Strength | 2.5–3.0 MPa | > 4.5 MPa | 4.0–5.5 MPa |
| Elongation at Break | ~350% | > 500% | ~400% |
| Mold Service Life | Medium | Medium–High | Long |
| Main Application | General-purpose molds and study models | Candles, soaps, and detailed figures | Technical molds and high-precision parts |
After evaluating the materials, T25 silicone was selected because of its high flexibility, excellent tear resistance, and elongation greater than 500%.
These characteristics make it particularly suitable for molds containing detailed geometries and undercuts, such as the Moai model used in this project.
Comparison of Mold-Making Processes
Several mold-making approaches were reviewed and compared before fabrication.
Rigid Molds
Advantages:
- High dimensional stability.
- Suitable for simple geometries.
Advantages:
- Difficult demolding.
- Risk of damaging the casted part.
Flexible Silicone Molds
Advantages:
- Easy demolding.
- High detail reproduction.
- Reusable multiple times.
- Suitable for complex geometries and undercuts.
Disadvantages:
- Higher material cost.
- Longer curing times.
Condensation-Cure vs Platinum-Cure Silicone
- Condensation-cure silicones (C25 and T25) are easier to use and more economical, making them suitable for educational and general-purpose applications.
- Platinum-cure silicones (Platinum P30) provide superior dimensional stability, chemical resistance, and lower shrinkage, making them preferable for precision applications.
- Because the Moai model contains detailed surfaces and requires easy demolding, a flexible condensation-cure silicone mold was selected.
Development
Master Model Preparation
- A decorative Moai statue was manufactured using a 3D printer and PLA filament. The printed model served as the master pattern for mold production.
- The surface quality of the printed part was inspected before beginning the molding process.
Mold Fabrication
The T25 silicone rubber and catalyst were measured and mixed according to the manufacturer's recommendations.
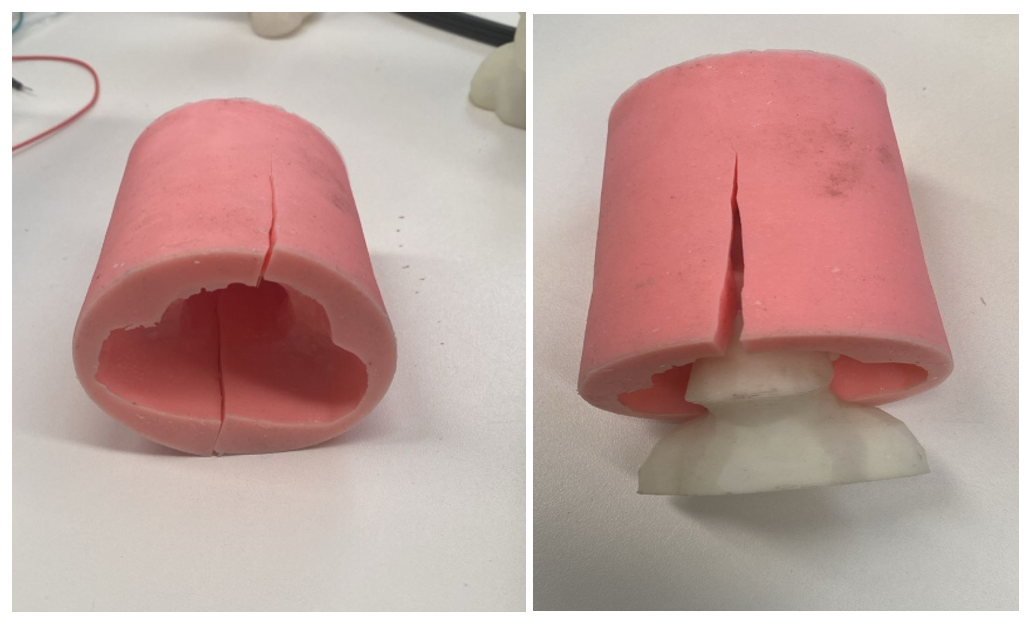
The PLA Moai model was positioned inside a mold box, and the silicone mixture was slowly poured around the model until it was completely covered.
The mold was allowed to cure for the recommended time. After curing,
a controlled cut was made to remove the master model and create the internal cavity required for casting.
The resulting mold accurately preserved the geometry of the original part while maintaining enough flexibility for repeated use.

Casting Process
- Paraffin wax was heated in a metal container until completely melted.
- A candle wick was positioned inside the mold cavity and s ecured at the center of the mold.
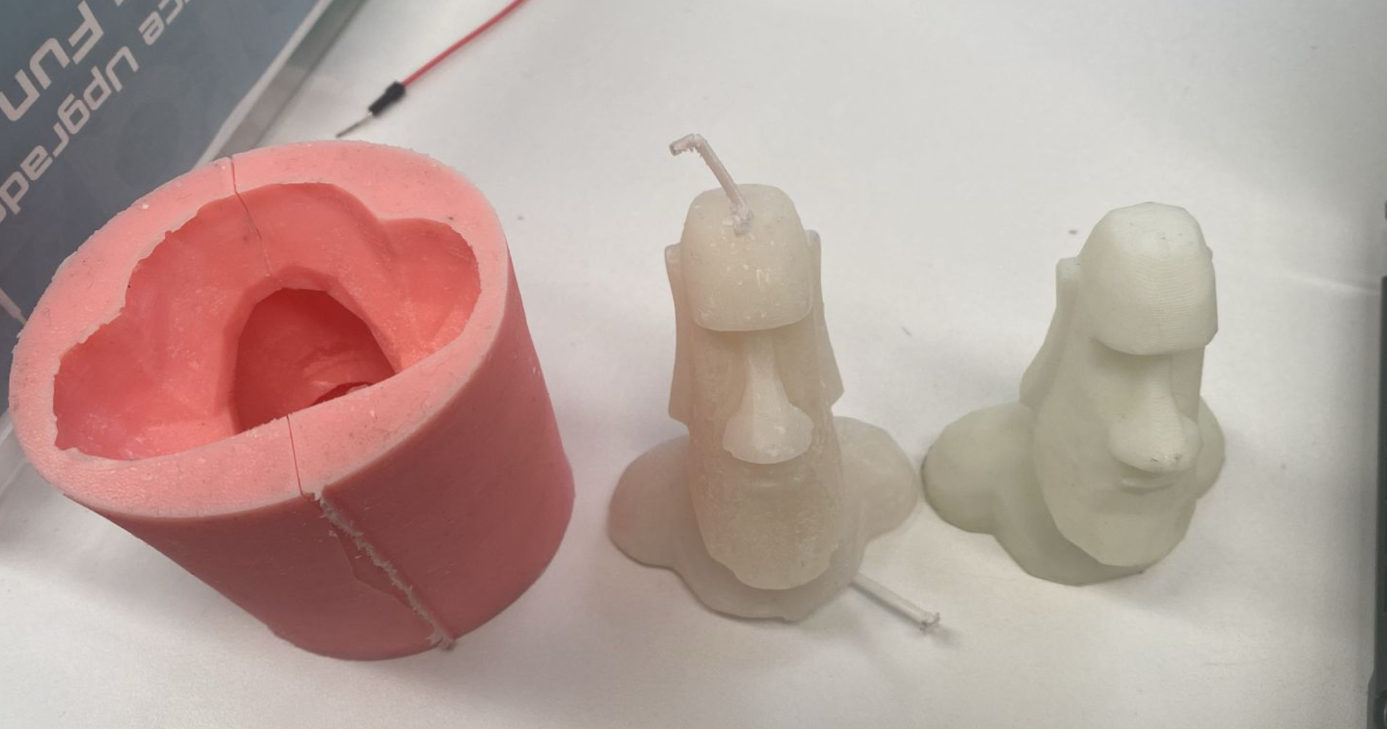
- The molten paraffin was carefully poured into the silicone mold and left undisturbed during cooling. Once the wax had completely solidified, the mold was opened and the final candle was extracted.
- The flexibility of the silicone mold facilitated demolding without damaging either the mold or the casted piece.
Results
- The molding and casting process was successfully completed.
- The T25 silicone mold accurately reproduced the geometry and surface details of the original PLA Moai model. The mold remained flexible and resistant throughout the demolding process.
- The paraffin casting successfully produced a decorative candle with the characteristic shape of the Moai statue.
Test Cast Comparison
| Material Evaluated | Performance |
|---|---|
| C25 Silicone | Suitable for general molds but lower tear resistance. |
| T25 Silicone | Best balance of flexibility and durability for candle molds. |
| Platinum P30 | Highest precision and dimensional stability but higher cost. |
Conclusions
This assignment demonstrated the complete molding and casting workflow, from material evaluation and mold design to the fabrication of a final casted part.
By comparing different silicone rubbers, T25 was identified as the most suitable material due to its flexibility, tear resistance, and ease of use for decorative applications.
The use of a 3D-printed PLA master model enabled the creation of a reusable silicone mold capable of accurately reproducing the geometry and details of the original Moai figure. The final paraffin casting successfully produced a decorative candle with satisfactory surface quality and dimensional accuracy, while also providing valuable hands-on experience in material selection, mold fabrication,
and casting techniques commonly used in digital fabrication and product development.