Molding and Casting
Home ← →
Objective of the Week
- Review the safety data sheets (SDS) of molding and casting materials.
- Study the properties, mixing ratios, and curing characteristics of different materials.
- Compare molding and casting materials used for prototype development.
- Compare 3D printed molds and CNC milled molds.
Introduction to Molding and Casting
Molding and casting are manufacturing processes used to create parts by first producing a mold and then pouring or placing a material into that mold. The mold defines the shape of the final object, while the casting material forms the final product after curing or solidification.
These techniques are widely used in product development, industrial manufacturing, prototyping, art, medical devices, and consumer products. In Fab Academy, molding and casting provide an effective method for reproducing complex geometries that are difficult to fabricate directly using subtractive or additive manufacturing processes.
Molding vs Casting
| Molding | Casting |
|---|---|
| Creates the mold cavity. | Creates the final object. |
| Uses silicone, rubber, metal, or other mold materials. | Uses resin, plaster, concrete, wax, or other casting materials. |
| Acts as the negative shape. | Produces the positive shape. |
| Usually reusable. | Can be reproduced multiple times using the same mold. |
Safety Precautions
- Wear nitrile gloves while handling liquid molding and casting materials.
- Use safety glasses to avoid accidental splashes.
- Work in a well-ventilated environment.
- Read the Safety Data Sheet (SDS) before using any material.
- Avoid direct skin contact with Part A and Part B materials.
- Follow the manufacturer's recommended mixing ratio.
- Keep the workspace clean and dry throughout the process.
Safety Equipment Used
- Nitrile Gloves
- Safety Glasses
- Face Mask
- Mixing Cups
- Acrylic Sticks
- Digital Measuring Scale
Materials Studied
For this group assignment, we reviewed the datasheets and technical specifications of commonly used molding and casting materials. The objective was to understand their mixing ratios, curing characteristics, safety requirements, and suitability for prototype development.
Ecoflex 00-30 Silicone Rubber
Ecoflex 00-30 is a platinum-cure silicone rubber widely used for mold making applications. It consists of two liquid components, Part A and Part B, which are mixed in equal proportions. After mixing, the material cures into a flexible and durable silicone mold capable of reproducing fine surface details.
Due to its flexibility, tear resistance, and ease of use, Ecoflex is commonly used for prototyping, special effects, product replication, and educational mold-making applications. The cured silicone can be used repeatedly to produce multiple cast parts from a single mold.
Material Specifications
| Property | Value |
|---|---|
| Material Type | Platinum Cure Silicone Rubber |
| Mix Ratio | 1 : 1 (Part A : Part B) |
| Pot Life | Approximately 45 Minutes |
| Cure Time | Approximately 4 Hours |
| Color | Translucent |
| Application | Mold Making |
The Safety Data Sheet (SDS) and Technical Data Sheet (TDS) were reviewed to understand the safe handling procedures, curing requirements, and performance characteristics of the material before use.
Reference Documents
| S.No | Document | Description | Download |
|---|---|---|---|
| 1 | Ecoflex 00-30 Technical Data Sheet | Technical specifications, mixing ratio, curing time, and material properties. | Download PDF |
| 2 | Ecoflex 00-30 Safety Data Sheet | Safety guidelines, handling procedures, and storage information. | Download PDF |

Figure: Ecoflex 00-30 platinum-cure silicone rubber used for mold making applications.
Epoxy Resin
Epoxy resin is a two-part thermosetting polymer consisting of a resin component and a hardener component. When mixed in the recommended ratio, a chemical reaction occurs that transforms the liquid mixture into a rigid and durable solid material.
Epoxy resin is commonly used for casting, prototyping, decorative products, mold replication, and industrial applications due to its excellent surface finish, dimensional stability, and strength. The transparent appearance of cured epoxy also makes it suitable for artistic and display applications.
Technical Specifications
| Property | Value |
|---|---|
| Material Type | Two-Part Epoxy Resin |
| Mix Ratio | 2 : 1 (Resin : Hardener) |
| Appearance | Clear Liquid |
| Working Time | 20 - 40 Minutes |
| Initial Cure | 12 - 24 Hours |
| Full Cure | 24 - 72 Hours |
| Application | Casting and Prototype Manufacturing |
The Technical Data Sheet and Safety Data Sheet were reviewed to understand the recommended mixing ratio, curing conditions, storage requirements, and safe handling procedures before using the material for casting applications.
Reference Documents
| S.No | Document | Description | Download |
|---|---|---|---|
| 1 | Epoxy Resin Technical Data Sheet | Material specifications and curing characteristics. | Download PDF |
| 2 | Epoxy Resin Safety Data Sheet | Safety guidelines and handling information. | Download PDF |

Figure: Epoxy resin and hardener used for casting applications.
Plaster of Paris (POP)
Plaster of Paris (POP) is a widely used casting material produced from gypsum. When mixed with water, it forms a workable slurry that hardens into a rigid structure after curing. Due to its low cost, ease of preparation, and good dimensional reproduction, POP is commonly used for educational projects, decorative objects, molds, prototypes, and architectural models.
For this assignment, Plaster of Paris was studied as a casting material and compared with epoxy resin. The material offers a simple and economical method for producing cast parts while maintaining reasonable dimensional accuracy.
Material Specifications
| Property | Value |
|---|---|
| Material Type | Gypsum-Based Casting Material |
| Mix Ratio | Approximately 3 : 1 (POP : Water) |
| Working Time | 5 - 10 Minutes |
| Initial Setting Time | 15 - 30 Minutes |
| Full Cure | Several Hours |
| Color | White |
| Application | Casting, Decorative Objects, Prototypes |
The material was evaluated for ease of mixing, curing characteristics, dimensional reproduction, and suitability for producing cast components from silicone molds.
Figure: Plaster of Paris powder used as a casting material.
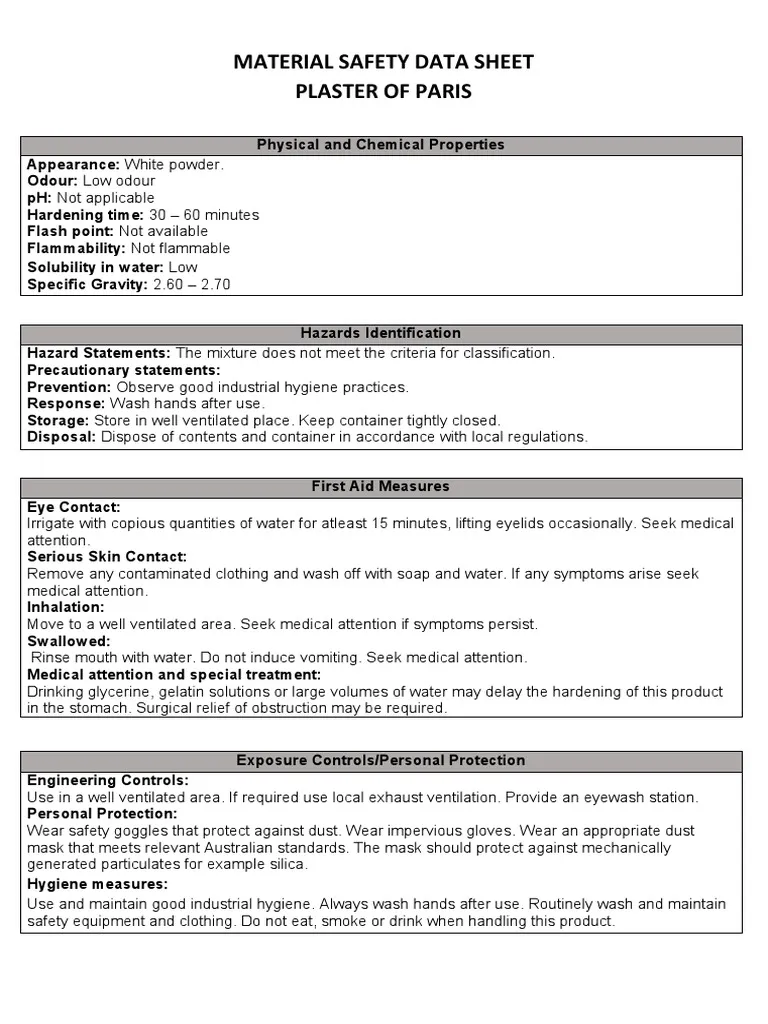
Figure: Product information and mixing instructions for Plaster of Paris.
Material Comparison
After reviewing the datasheets and studying the material properties, a comparison was made between the molding and casting materials. The comparison focused on mixing requirements, curing characteristics, surface finish, flexibility, cost, and suitability for prototype development.
| Property | Ecoflex 00-30 | Epoxy Resin | Plaster of Paris |
|---|---|---|---|
| Primary Use | Mold Making | Casting | Casting |
| Mix Ratio | 1 : 1 | 2 : 1 | 3 : 1 (POP : Water) |
| Working Time | 45 Minutes | 20 - 40 Minutes | 5 - 10 Minutes |
| Cure Time | 4 Hours | 24 Hours | 1 - 2 Hours |
| Flexibility | Flexible | Rigid | Rigid |
| Surface Finish | Excellent | Excellent | Good |
| Detail Reproduction | Excellent | Excellent | Moderate |
| Reusability | High | Low | Low |
| Cost | High | Medium | Low |
Based on the comparison, Ecoflex 00-30 was identified as an excellent mold-making material due to its flexibility and ability to capture fine details. Epoxy resin provides high-quality cast parts with excellent surface finish and strength, while Plaster of Paris offers a low-cost solution suitable for educational and prototype applications.
Ecoflex 00-30

Epoxy Resin
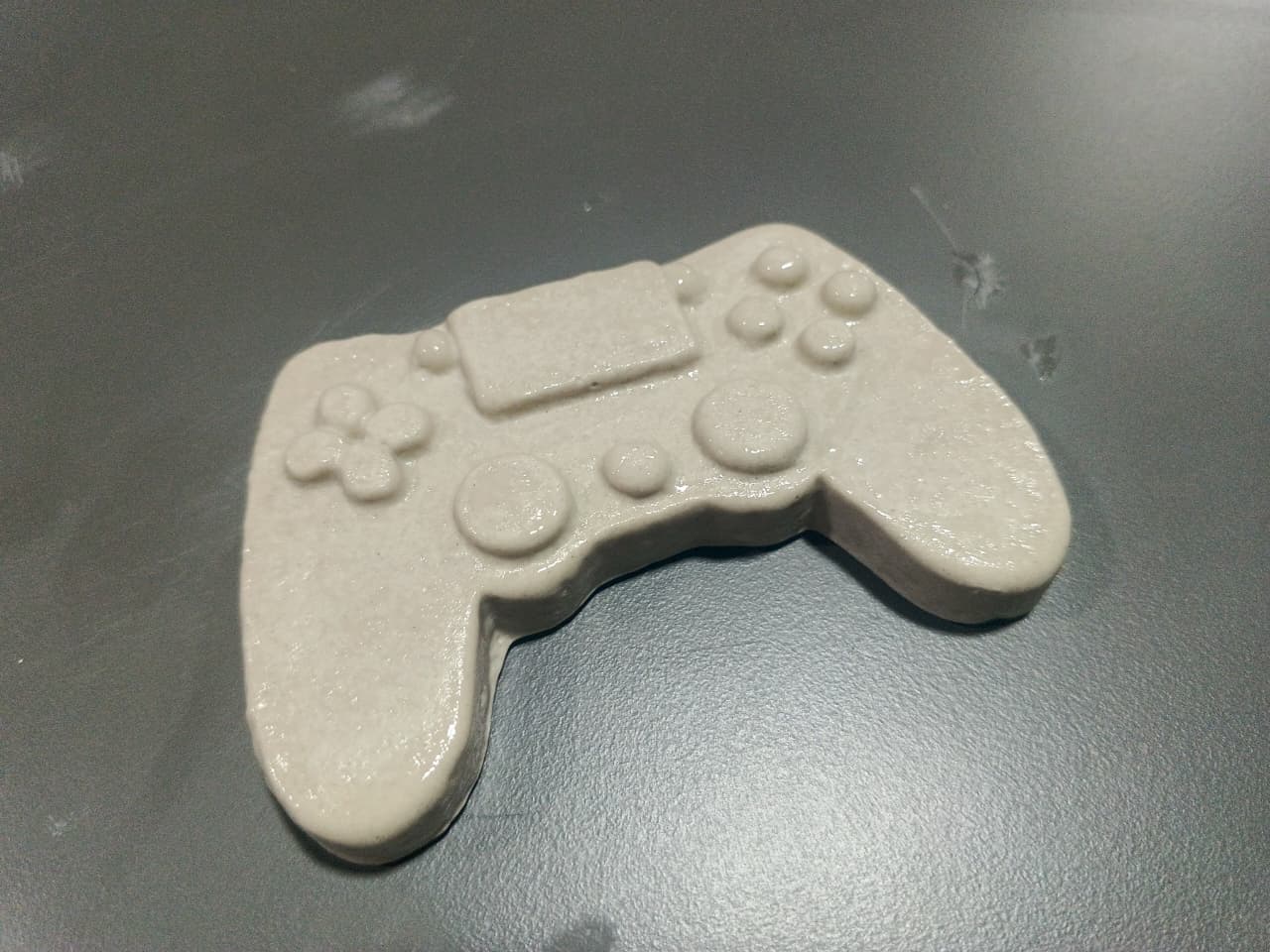
Figure: Materials reviewed and compared during the group assignment.
FDM Printed Mold vs Resin Printed Mold
Initially, the mold was manufactured using FDM 3D printing. However, the surface finish and layer quality were not suitable for producing a high-quality silicone mold. To improve the mold accuracy and surface finish, the design was later fabricated using resin 3D printing. A comparison was made between both manufacturing methods to evaluate their suitability for mold production.
| Parameter | FDM 3D Printing | Resin 3D Printing |
|---|---|---|
| Printing Technology | Material Extrusion | Vat Photopolymerization |
| Surface Finish | Visible Layer Lines | Smooth Surface Finish |
| Dimensional Accuracy | Moderate | High |
| Fine Detail Reproduction | Limited | Excellent |
| Post Processing | Sanding Often Required | Washing and UV Curing |
| Print Speed | Faster for Large Parts | Moderate |
| Mold Quality | Average | Excellent |
| Suitability for Silicone Molds | Good | Excellent |
The FDM printed mold successfully demonstrated the molding workflow, but the layer lines were transferred into the molded part, affecting the overall surface quality. The resin printed mold provided significantly better dimensional accuracy, smoother surfaces, and improved detail reproduction. Therefore, resin 3D printing was selected for the final mold used in the molding and casting process.

FDM Printed Mold

Resin Printed Mold
Figure: Comparison between the FDM printed mold and the resin printed mold used during the development process.
Note: Due to the unavailability of the CNC milling machine during this assignment, the mold comparison was performed between FDM 3D printing and resin 3D printing. The resin printed mold was ultimately used for the final molding and casting process.
Observations
| Parameter | Observation |
|---|---|
| Mold Quality | Successfully captured the geometry of the original model. |
| Demolding | Easy due to the flexibility of the silicone mold. |
| Surface Finish | Smooth surface with good detail reproduction. |
| Dimensional Accuracy | Maintained the overall shape of the original model. |
| Air Bubbles | Minor air bubbles observed in some regions. |
| Overall Result | Successful casting demonstrating the molding and casting workflow. |
| Post Processing | The Plaster of Paris cast was brittle and chipped during sanding and finishing operations, whereas the epoxy resin cast remained strong and durable, allowing easier post-processing without damage. |
Molding and Casting Result
After studying the materials and reviewing their datasheets, a practical molding and casting test was performed. A silicone mold was prepared using a resin-printed master pattern. Once the mold had completely cured, epoxy resin was mixed according to the recommended ratio and poured into the mold cavity.
The casting material was allowed to cure completely before demolding. The flexibility of the silicone mold made it easy to remove the final part without damaging the mold or the cast object. This experiment demonstrated the complete workflow from mold preparation to final part production.
Practical Observation
A practical comparison was performed between the epoxy resin cast and the Plaster of Paris (POP) cast. While both materials successfully reproduced the mold geometry, the epoxy resin produced a stronger and more durable part. During post-processing, the POP cast broke easily due to its brittle nature, whereas the epoxy resin part could be handled, sanded, and finished without structural damage. This demonstrated that epoxy resin is better suited for producing functional prototypes requiring higher strength and durability, while POP is more appropriate for low-cost demonstration models and educational purposes.
Learning Summary
Through this group assignment, we gained practical knowledge about the molding and casting workflow, material selection, safety requirements, and mold fabrication techniques. By reviewing material datasheets and comparing different manufacturing methods, we developed a better understanding of how material properties influence the final product quality.
- Learned the difference between molding and casting processes.
- Reviewed Technical Data Sheets (TDS) and Safety Data Sheets (SDS) before material selection.
- Studied the properties and applications of Ecoflex 00-30 silicone rubber.
- Compared different casting materials including Epoxy Resin and Plaster of Paris.
- Understood the importance of correct mixing ratios and curing conditions.
- Compared FDM and Resin 3D printed molds for mold-making applications.
- Observed how surface finish and dimensional accuracy affect mold quality.
- Learned the advantages of resin printing for producing detailed molds.
Conclusion
For this group assignment, we studied commonly used molding and casting materials by reviewing their datasheets, safety information, mixing procedures, and applications. Ecoflex 00-30 silicone rubber was identified as a suitable mold-making material due to its flexibility, durability, and ability to reproduce fine details.
Among the casting materials reviewed, Epoxy Resin provides excellent surface finish and mechanical strength, while Plaster of Paris offers a simple and economical solution for prototype and educational applications. A comparison between FDM and Resin 3D printed molds showed that resin printing produces superior surface quality and dimensional accuracy, making it more suitable for detailed mold fabrication.
Overall, this assignment provided valuable experience in material selection, mold fabrication methods, casting processes, and evaluating manufacturing techniques for prototype development.
Reference Files
The following reference documents were reviewed during this group assignment to understand the properties, safety requirements, mixing ratios, and applications of the molding and casting materials.
| S.No | Document | Description | Download |
|---|---|---|---|
| 1 | Ecoflex 00-30 Technical Data Sheet | Material specifications, curing properties, and mixing instructions. | Download PDF |
| 2 | Ecoflex 00-30 Safety Data Sheet | Safety precautions, storage, and handling guidelines. | Download PDF |
| 3 | Epoxy Resin Technical Data Sheet | Material properties, curing specifications, and applications. | Download PDF |
| 4 | Epoxy Resin Safety Data Sheet | Safe handling procedures and hazard information. | Download PDF |