For the group assignment, I gave a talk on workplace safety and health, as at the Fab Lab
iFurniture, we consider this a fundamental activity. Additionally, I conducted tests on runout,
alignment, fixturing, speeds, feeds, materials, and toolpaths for our machine.
1. Introduction to Lab Safety
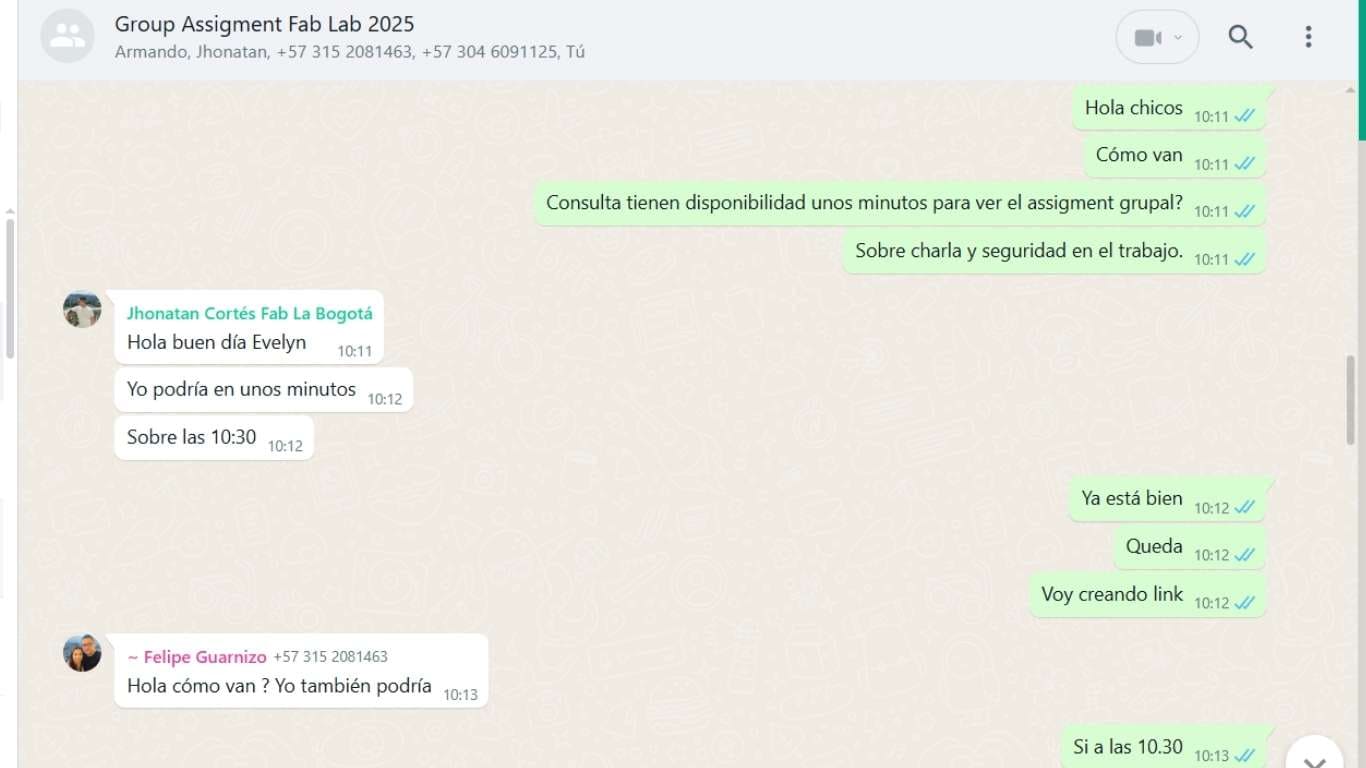
For the group assignment, I organized a meeting with my academy colleagues via WhatsApp to coordinate
and set a specific date to discuss the topic of occupational health and safety. For this, we
gathered with Jonathan and Andrés from Colombia and Armando from Peru (Huancayo). Jonathan gave me a very nice comment, as this
presentation was very useful to him for implementing some ideas at Fab Lab Colombia.
Those words were really motivating, as we realize that we are doing things right. It’s a boost to
keep working with more dedication and continue learning and improving in what we do.
As Fab Manager at Fab Lab Fab Lab iFurniture,
one of my main responsibilities is to give safety talks to the team, focusing on risk prevention. It is
crucial that everyone thoroughly understands the physical spaces in which we work, as well as the specific
safety measures for each area. Taking the appropriate precautions is essential to minimize risks and ensure
a safe working environment. Safety is a priority, and making sure that everyone is well-informed and
prepared is key to preventing accidents and promoting a healthy workplace.
Additionally, I conducted a training workshop for my colleagues at the academy with the goal of deepening our
understanding of occupational safety and health related to machinery use. During the workshop, we covered
the main safety measures to follow in the lab, such as the proper use of personal protective equipment
(PPE), procedures to prevent accidents, and safe practices when operating machines. We also discussed the
importance of maintaining a safe work environment and how to identify potential hazards. It was a great
opportunity to reinforce the importance of safety at work and ensure that everyone was well-informed about
how to prevent accidents. These types of training contribute significantly to fostering a culture of safety
and responsibility in the workplace.
Here is a summary of the topics covered in the talk:
Safety Signs:
Red: Indicates danger or emergency situations, such as machinery shutdown or activation
of protective measures.
Blue: Represents mandatory actions, such as the use of personal protective equipment
(PPE).
Yellow: Indicates precautions or warnings, such as hazardous or potentially dangerous
areas.
Green: Signifies safe conditions or the presence of first aid equipment.
Personal Protective Equipment (PPE):
PPE is essential for protecting workers from potential risks. These include gloves, helmets, safety
glasses, boots, masks, among others, depending on the task being performed.
Evacuation Signage:
Evacuation signs are crucial for guiding staff in an emergency, showing routes and exits to ensure a
quick and orderly evacuation.
Fire extinguishers are key tools in the fight against fires. They must be placed in strategic
locations, easily accessible, and staff should be trained in their proper use.
Our CNC Adventure: Learning, Testing, and Building
1. The First Step: Lab Safety
Before diving into the CNC machine, we had to make sure we weren’t risking life and limb.
Safety first! We geared up with protective goggles, gloves, and dust masks. We also took the time to
learn emergency procedures and how to handle tools correctly. No one wants a CNC mishap!
2. Setting Up for Success: Runout, Alignment, and Fixturing
We wanted our cuts to be as precise as possible, so we started by checking the machine’s
runout. Using a dial indicator, we made sure everything was within 0.01mm of perfection. We carefully
aligned our 9mm plywood on the work table, adjusting it with stops and clamps to ensure zero movement.
3. Finding the Perfect Cut: Speeds, Feeds, and Toolpaths
Now came the exciting part: setting up the machine! We chose a 6mm straight-cut end mill and
programmed our speeds and feeds:
Spindle Speed: 12,000 RPM
Feed Rate: 2000 mm/min
Depth per Pass: 3 mm
Stepover: 50% of the tool diameter
Cutting Direction: Climb milling for smoother results
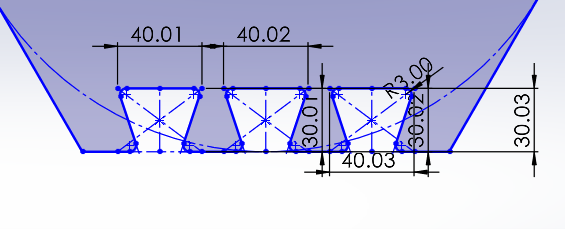
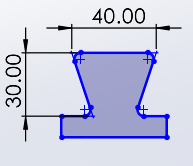
4. Designing and Building Something Awesome
Using SolidWorks, we designed different types of joints to test. Each one had its own
personality and challenge:
Standard Fit: Simple cut to test how snug the pieces would fit together.
Press-Fit with Teeth: Tiny interlocking notches for extra hold.
Anchored Joint: An extra locking system for a stronger bond.
Press-Fit with Reinforcement: Channel and additional teeth for maximum security.
Once the design was ready, we ran a test cut on scrap material to make sure everything was
perfect. Then, we watched as the CNC machine did its magic, carefully cutting each piece.
5. The Big Moment: Assembly
After cutting all the pieces, it was time to put them together. No screws, no glue – just
pure
precision. We sanded the edges to remove splinters, then started assembling. It was like solving a 3D
puzzle. The result: the Latin American Pavilion. Watching it take shape was incredibly
satisfying!
6. Lessons Learned
Precision is everything – even a tiny misalignment can ruin a project.
Right cutting parameters drastically affect the outcome.
Well-designed press-fit joints are extremely strong and glue-free.
Testing and patience are crucial – avoid rushing.
Final Thoughts
This wasn’t just an assignment; it was a journey. From concept to execution, watching the
CNC
bring our designs to life was rewarding. The best part? We built something meaningful using only smart
design and teamwork.