07 Computer-Controlled Machining
Safety Training
At very first this week, we had a safety instruction by our local instructor. Possible incidents included fire, which was considered the most dangerous one. Connected with fire are dust explosions. Those happen if a room or a bag is filled with dust and some object catches fire. Another cause could be material (bigger parts, but chips as well) flying away. Kickback was a particular concern. This is an effect that could happen with any motorized tool. With saws and milling machines this can happen if the stock being cut gets canted. Then it can be picked up by the tool and thrown at you. Apart from that, parts could become hot due to friction and if not causing fire you could burn yourself by just touching the wrong things at the wrong time.
Coming to what to do and what not to do: - Wear safety glasses. - Do not have any loose clothes on. - Wear proper shoes. - Cover wristbands, tie up your hair. - Know where a first fire extinguisher and a second one was located. - Do not wear gloves (on any rotating machine, as they could get caught and pull in your hand). - Always be looking, listening, and smelling while working. - Remember that your hand is not a tool -- never reach in. - Do not operate the machine when mad, tired, or sleep-deprived. If you had a terrible day, it is better not to make it worse by working under those conditions.
Introduction to CNC Milling
The lecture covered various aspects of CNC milling, including machines different machines, materials, tools, fixturing methods, and techniques for creating joints. The material we were concerned with for this week was plywood, but other materials can be milled too.
The basic process on how to operate a CNC milling machine is to have a sacrificial plate as a bed and mill it flat to be consistent with the coordinate system(s) of the machine. When putting the stock onto this bed to mill it, it must be fixated. There are different techniques for that. Based on the designed parts, a toolpath is generated. This is the path the milling head will follow for milling. There are different strategies to generate one. Before the machine is not stopped, one must be alert about what is happening. Things can go wrong even on the last centimeters.
Ferdi suggested some literature for this week, namely the assignment of one of his previous students and a series of videos on how to benchmark a CNC milling machine. This was an deep dive on exactly what we were about to measure in the group assignment.
Fixturing
When milling something out of a stock, this stock has to be fixated. There are several possibilities to do that. One option is using a vacuum table. It is fast to produce with them, but they need maintenance. Another alternative is to use screws to hold the stock down on the bed. One hint here is that there are different types of screws: Phillips and Pozidriv screws. They are different in that they need different bits for screwing them. We were advised not to use Phillips screwdrivers for unscrewing Pozidriv screws, otherwise the screws would get damaged. Then there is the possibility to clamp down the stock where different types of clamps or vises can be used. Ferdi suggested not to use those if possible. There is the danger of milling into them and messing up either the stock or the milling bit.

Another aspect of fixturing is how to make sure that two parts that get separated from each other during the milling process (because they are cut apart) do not change their relative position. The solution is to not cut away everything of the material between them, leaving either a thin layer of material at the bottom of the cut trace (known as onion-skinning) or leaving bridges of material between the parts (known as taps). Ferdi suggested to use rectangular taps instead of triangular ones.
During the fabrication process, be aware about possible irregularities of the material. It could be that it is bend, has varying thickness, etc. As a result, some parts could possibly not be cut properly or some flat pieces could be cut through which again could result in the stock being made unusable. One solution to the stock being bent is fixation using more screws and more taps.
Toolpaths
A toolpath - CAM software - CAM software, or Computer-Aided Manufacturing software, is a tool that uses computer technology to control machine tools in the manufacturing process. It translates designs from CAD (Computer-Aided Design) into instructions, typically in the form of G-code, that guide machines like CNC routers and milling machines to create parts accurately and efficiently. - mods - freecad
- step-over
- when you mill subsequent lines, you have to move the tool one line further
- step-over is how far you are moving (100% of size of the mill or less).
- default is 40%. you have low forces for the spindle. not so much momentum. also, the machine itself needs not to use so much force to go through your material
- if you are plunging, you cannot avoid milling away 100%
- this is only accurate for flat millbits. if you have a ball-nose-millbit, you will have small circles.
-
stepdown
- you dont want to go down 100 percent of your material thickness.
- how far you go down each round
- dont go too flat also. you would abnutz the tool
-
different cutting techniques
- outside in cutting
- climb cutting. use for finish
- rough/finish cutting
- instead of the tool
-
profile toolpath
- just cuts an outline
- there is a pocket toolpath
- empties defined area
-
most others we wont use
-
creating toolpaths
- using mods for basic toolpaths
-
program: alchemy: the faster you go, the wigglier it goes. reactive to sound.
-
mesh to nurbs
- nurbs: non-uniform rational b-spline
- alles was in fusion is is nurbs
- alles was in blender ist ist polygone (kann auch nurbs aber das ist scheiße)
- wenn du nen mesh hast, gibts nen trick, wie man den umwandeln kann in einen nurbs
- was ferdi etzt sagt ist übelst viel wert und wenig leute finden das.
- da gibts was auf github: https://github.com/wjakob/instant-meshes
- damit kannst du deinen mesh in blender so retopologisieren dass er nur aus quadraten besteht (keine dreiecke)
- und dann kannst du das in fusion als nurbs oder als shape importieren.
- der vorteil ist: meshes will man nicht fräsen. die fräse will dann jedes dreieck abfahren. dafür gibts aber splines. aber die fräse hat immer eine richtung. du kannst keine konturen erkennen. bei splines ist das nicht so. du kannst so also einen schöneren gcode generieren.
- was ferdi über fusion gesagt hat gilt auch für freecad
- was freecad nicht hat: multiaxiales zeug. da gibts aber was.
Tooling
There are different tools that can be mounted to the spindle. The flat end mill is rectangular in its cross section. A default mill bit has a diameter of 6mm. It is available with arbitrarily many flutes. A common number of flutes is between 1 and 4. The more flutes a tool has the more stable is the core of the end mill. An advantage with a small number of flutes is that the chip load can be higher, one is allowed to have more chips during milling without errors occurring. When cutting, one wants to maximize the chip load, because then one can go faster. However, for heavier materials one needs a stiffer tool, thus more flutes thus less chip load. Considering the length of a bit one should choose a bit that is as short as possible and as long as necessary. The longer the bit is the more flexible it is which is not considered desirable. If a bit, however, is too short it could happen that the spindle eventually touches the surface of the stock heating it up.
The flutes of an endmill can be formed either so that they are pushing material down (down-cut) or so that they lift it up (up-cut). Up-cut bits lift the corner material a bit up thus leading to a rough surface finish which might need treatment afterwards. In the case of plywood, chips could be ripped from the top layer of the sheet which might not be desirable. In contrast, downcut bits push the material down leading to more nice-looking edges. However the material pushed into the grove is heated up when milling so one needs to make sure that one has a good chip extraction system when using them. There also are cross-cut or compression bits. Their flutes are formed so that material is pulled up from the bottom and pushed down from the top, extracting a bit of the chips while leading to a nicer finish. Those bits are more expensive.
End mills can also have straight flutes. Those are cheaper to produce and one is able to sharpen them yourself. If one mills an angled surface and one does that by using a toolpath that mills layered 2D contours, the angled surface would contain of steps. Using a ball-nose end mill reduces the sharpness of these steps. However, one could also generate a toolpath that mills a 3D contour both the flat end mill as well as the ball-nose end mill lead to a smooth surface. A caveat of the ball-nose end mill is that when milling a flat surface (which happens when a pocket is milled), the trace of the round end mill can be seen and the surface will not be as flat as with the flat end mill. There is also a bull-nose end mill which is as flat as the flat end mill in its cross section, but has rounded edges. Its advantage is that the edges do not break as easily as with the flat end mill. When drilling holes, drill bits are the recommended tool. They are pointy at their tip which makes them self-centering and they are faster for removing material when drilling a hole. For milling threads, there are special thread-milling bits. For rounding edges, a routing machine can be used with special bits for rounding.
As a source for good end mill sets Ferdi recommended Sorotec where one can look for the sets with the label "Uncle Phil Approved". When they are just to be ordered for personal use and not for some company or association, one can also order cheap end mills from AliExpress.

 can be used for plunging. With others (right) one has to move in a horizontal direction while moving down into the material.")
Some Design Rules
 - dogbones
- article about dogbones
- when milling without dogbone fillets, all edges will not be sharp, but slightly rounded due to the milling process. edges never sharper than the diameter of cutting tool. this means that if you want to fit things together, you need to add the dogbone fillets.
- for adding dogbones in freecad and fusion
- dogbone fillets in freecad
- dogbone fillets in fusion
- https://fablab.ruc.dk/more-elegant-cnc-dogbones/amp/
- there are minimal dogbone fillets
- putting center between at some point before the corner so that the resulting circle is coincident with the corner.
- other dogbone fillets
- t-bone
- put fillet center onto corner directly
- ferdi
- if you mill a slot, your design looks like this. your wood is gonna perfectly fit in there. in reality oyou will have a round in the edges. there is alrays a radius of some mm in there. use dogbones. there are several types of dogbones. the ones where you just drill a whole iat the corner. its the ugliest one.
- there is the one where you just go a bit furtgher and then go up.
- freecad: construction lines. dimension it to be 45deg from corner. just draw circle where center is one the line and one point is on the corner. its just gonna eat away very little. this is the best-looking one and easy to make. in fusion there is a plugin.
- in freecad you do not design the dogbones, you run a dressup feature.
- joints
- http://winterdienst.info/50-digital-wood-joints-by-jochen-gros/
- https://www.thingiverse.com/thing:169723
- https://www.instructables.com/50-Digital-Joints-poster-visual-reference/
- there are joints for
- connecting two planks:
- T
- I
- Gamma
- X
- connecting multiple planks at one joint
- connecting planes
- rectangular at the end
- rectangular at at center
- good joints are those where you hide the joinery.
- what about angled joints?
- difficult
- you can just design straight ones and then tilt them.
- dogbones
- article about dogbones
- when milling without dogbone fillets, all edges will not be sharp, but slightly rounded due to the milling process. edges never sharper than the diameter of cutting tool. this means that if you want to fit things together, you need to add the dogbone fillets.
- for adding dogbones in freecad and fusion
- dogbone fillets in freecad
- dogbone fillets in fusion
- https://fablab.ruc.dk/more-elegant-cnc-dogbones/amp/
- there are minimal dogbone fillets
- putting center between at some point before the corner so that the resulting circle is coincident with the corner.
- other dogbone fillets
- t-bone
- put fillet center onto corner directly
- ferdi
- if you mill a slot, your design looks like this. your wood is gonna perfectly fit in there. in reality oyou will have a round in the edges. there is alrays a radius of some mm in there. use dogbones. there are several types of dogbones. the ones where you just drill a whole iat the corner. its the ugliest one.
- there is the one where you just go a bit furtgher and then go up.
- freecad: construction lines. dimension it to be 45deg from corner. just draw circle where center is one the line and one point is on the corner. its just gonna eat away very little. this is the best-looking one and easy to make. in fusion there is a plugin.
- in freecad you do not design the dogbones, you run a dressup feature.
- joints
- http://winterdienst.info/50-digital-wood-joints-by-jochen-gros/
- https://www.thingiverse.com/thing:169723
- https://www.instructables.com/50-Digital-Joints-poster-visual-reference/
- there are joints for
- connecting two planks:
- T
- I
- Gamma
- X
- connecting multiple planks at one joint
- connecting planes
- rectangular at the end
- rectangular at at center
- good joints are those where you hide the joinery.
- what about angled joints?
- difficult
- you can just design straight ones and then tilt them.
Speeds & Feeds
- speeds: your cutting speed which is a compound that is a compound of rpm of your spindle, we gonna use the preset from fusion. we are not in a hurry. in the end its a rule that neil mentioned. if the machiene sounds like it is suffering, go slower
- feed rate: moving speed of the mill. not rotational speed
- minimum speed just to get it rolling
- we will use 6mm milling bit
- in special cases you can use 4 mm milling bit
- feeds: r
- feed rate
- speed which the mill moves
- lecture
- chip load: ~ 0.001-0.010"
- feed rate (inches per minute) / (RPM x number of flutes)
- cut depth: ~ tool diameter
- step-over: ~ tool diameter/2
- take default values for machine. there is a fusion library for fusion for caveral
- other milling machine
- there are quite conservative settings
- if the machine sounds as if it is suffering, go slower
- if you have a chip that makes problem (like hotness and stuff)
- stop, cool down, clean
- use low rpm, low feedrate, move small bits manualyl with xy keys
- use stepdown that is moderate
- slowly see if it makes chips. if it doesnt iyou are already in the right direction
- program at a bit lower than default feed rate
- bear in mind that you can go too slow
- if you can move it manually and it makes chips, program it manually like this, look at the chips
- if the chips are like tiny, like powder you are creating heat, not good
- if chips are too big, you have a different problem, not easily to solve. you will need a chip breaker bit for that.
- dont take the chip and pull it off.
- turn machine off, then take spanhaken for taking off.
- again if you have too long chip:
- chip berak routines in fusion, chip breaker
- you start very very slowly (minimum). if something is odd with the chips (too big or to small)
- to small chips: faster with feedrate
- too big: faster feed rate
- adjust feed, speed, stepdown
- for doing the math your stepdown is irrelevant (assuming your machine is infinitely stiff). but for practice it is very relevent
- increase feed rate -> chips get bigger
- why would i like to go slow?
- less heat
- problem: rubbing. if your rpm is too high, the tool just rubs. also, the material could stick to your tool.
- what also could happen: aufbauschneide: little pieces of aluminum could
Runout
-
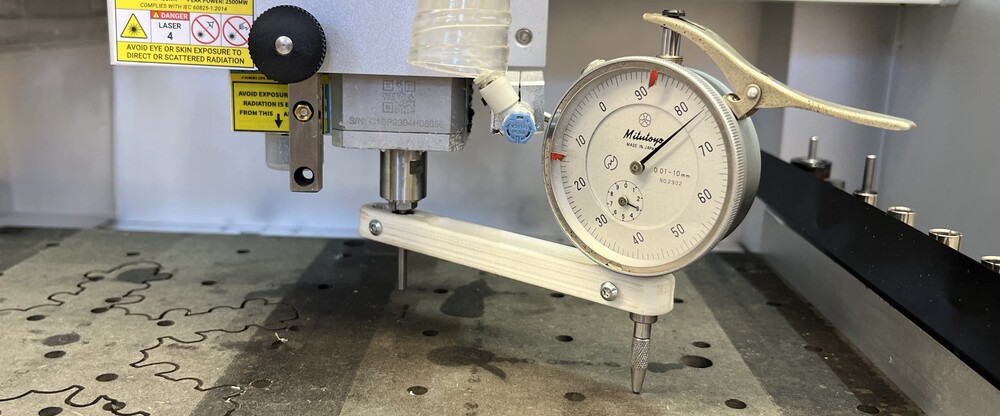
dial indicators
- nogar arm
- we need this for measuring the runout
- there is a magnet
- it is very precise
- we use here a tenth milimeter
- what we want is a thousands indicator
-
however, we don thave that
-
runout: milling bit will runout. due to spindle being not round. mill being slightly bent. several reasons for the tool not running concentric.

 {{< video src=https://fabacademy.org/2025/labs/ilmenau/students/jakob-lerch/assignments/week-07_ccmachining/img/30-group-ass-machine-testing/25.mp4 >}}
{{< video src=https://fabacademy.org/2025/labs/ilmenau/students/jakob-lerch/assignments/week-07_ccmachining/img/30-group-ass-machine-testing/25.mp4 >}}
Alignment
- alignment: we shoud measure if it is running the righ tdistance in x and y. we would need a ruler that is 2m50 long. ikea paper rulers
- tape measure

 {{< video src=https://fabacademy.org/2025/labs/ilmenau/students/jakob-lerch/assignments/week-07_ccmachining/img/30-group-ass-machine-testing/50.mp4 >}}
{{< video src=https://fabacademy.org/2025/labs/ilmenau/students/jakob-lerch/assignments/week-07_ccmachining/img/30-group-ass-machine-testing/50.mp4 >}}
- play between ... (google it)
- cyclic ones, acyclic ones, maybe the tool is bent
- what we are doing now is eyeballing it. actually, this is rocket science.
- american way of doing it. with the arm.
- german style is a column where you slide something up and down.
- all the measurements are gonna be bullshit bc the indicator holder is somehow loose
- measuring upside
- zero tool
- doing a full turn. we cannot measure any notable runout.
- 10th of a millimeter of runout
-
measuring down
- 100th of a mm
-
if you want to do this properly:
- havign a degree-scale. measuring
- measuring with pinductive sensor.
- interesting test:
- if you push a tool, how much does it deviate?
-
alignment
- there are many things with alignment
- one could check: is if you mill an L and you take a right an angle is it really 90 degrees
- if your machine goes different distances in the two directions.
- fix it using the steps per millimeter.
- we dont have the measurement tools for how to measure it. we only have calipers.
- also ferdi says he is pretty sure he is fine.
-
next thing you want to know (also alignment):
- is my spindle perfectly perpendicular to the bed?
- what you want to have is a flat base
- for making sure you have a flat base, you want to mill once over your whole bed
- if your spindle however is slightliy tilted, the surface is gonna be riffly, the pieces are gonna be crooked. (see picture)
- the thicker your tool, the more torque you have on the spindle. you dont want that.
- also, the thicker the tool the higher the influence of the tiltedness of the tool.
- flattest surface you can get: marble plate
- what you want youfor calibrating your spindle is a marble plate you can put on the bed of your cnc machine.
- idea: attach the measuring clock parallel to the spindle.
- you move around the spindle and if there are no deviations your spindle is perfectly
-
we coululd also:
- put the dial indicator on a stand... (ferdi talks about multiple different types of measuring)
- richard taking photos of it.
- you are doing this for checking if your vice is aligned.
- this however could take you an hour.
- you can also use pins for aligning.
- we can use them and rely on them while being aware that this is not micrometer precise.
Benedikt
Runout
We measure something between 0,05 mm and 0,075 mm but like I said the way we measurent have so much error potential that I wouldn't take this measurements for real. To evaluate spindle runout, we used a dial indicator mounted on a fixed holder. Ideally, a 0.001 mm (1 micron) dial indicator would be used for precise measurement, but we only had access to a 0.01 mm (10 micron) indicator. As a result, we did not expect highly accurate readings. Additionally, the measurement was taken on the outer surface of the chuck, which is roughly equivalent to using a straight test rod—but without the certainty that the rod itself is perfectly true. In such a setup, any measured runout could originate from the rod rather than the spindle. However, we assumed the chuck to be reasonably concentric with the spindle for this approximation.
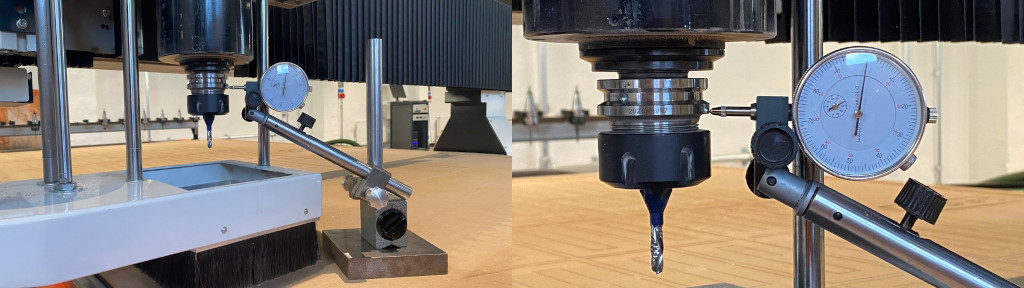
We observed a runout between 0.05 mm and 0.075 mm. However, due to the limitations of our setup and the potential for various sources of error, these measurements should be considered approximate and not highly reliable.