05 3D Scanning and Printing
For a general test of our Prusa MK4s and Prusa XL, I used a benchmark test by majda107.The printing process on the Prusa MK4s is shown below:

The printing process on the Prusa XL is as follows:
To test the required clearance for moving parts along the x-axis, I used Neil's clearance test. The print process on the Prusa XL is shown here:
To evaluate the required clearance in both x- and y-directions, I used a test by 3DMakerNoob from Printables. The print process is shown below:
I conducted general tests with PETG and PLA on both printers. Jakob repeated the general test and Neil's clearance test for PLA on the Prusa XL and PLA/PETG on the Prusa MK4S. Initially, I did not use Neil's test due to its high filament consumption and waste generation, but it remains a valuable test. I did not repeat the x- and y-clearance test for PLA or on the Prusa MK4S since it was irrelevant to my objectives.
The results of our group assignment can be found on our lab page.
How To Print
First, we looked at what is the process to get a printed object given an .stl file. The first step was to slice the object. Slicing is a process that takes a 3D object file (such as .stl) and yields G-code, which defines how the printer nozzle is to be moved at what speed to print the given object. To do that, a slicer software is needed. I used Prusa Slicer. When installing Prusa Slicer, one has to click through the installation wizard. When it came to choosing the printer and filament presets, I chose the 0.4 nozzle standard and input shaper presets for the printers Prusa MK4S and the Prusa XL, our available printer types. As filament presets I selected to install the ASA, PETG, and PLA presets of Prusament (filament brand from Prusa which is available at our lab) as well as the generic presets. More filament presets could be added later on. For the UI, expert mode was selected, so no options in settings and menus were hidden.

 is helpful for checking dimensions. The block and layer icons (right) can be clicked to switch between different views of the slicer.")
When preparing a print, the printer should always be chosen first, followed by adjustments to the print settings and filament. This was because if the printer was changed, the settings above would be overwritten.
 and the Prusa XL (right).")
For the first print, we chose this printer benchmark (version from 2018-02-25) which will also be used later for analyzing the printers' performance.
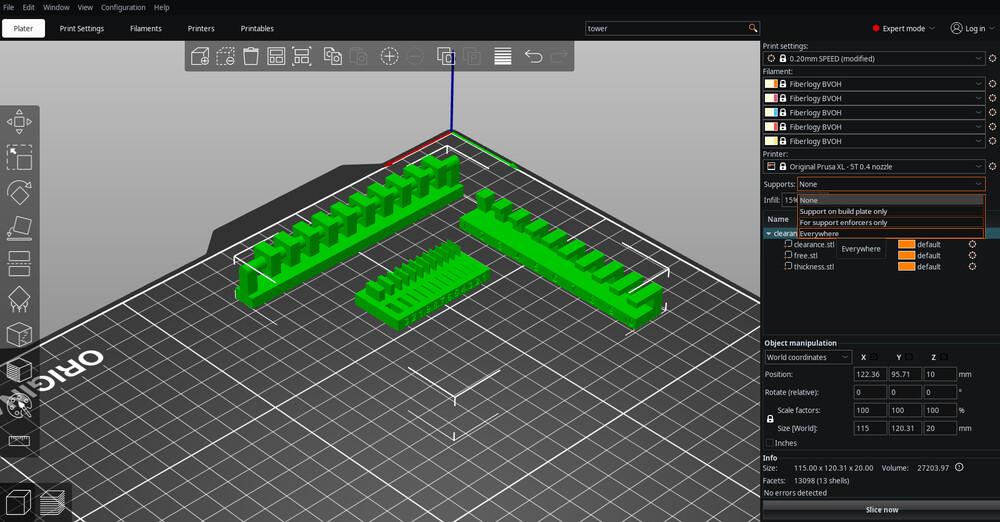
 Apart from this print, the following models are printed to check for clearance, overhang and wall-thickness: clearance.stl, free.stl (overhang), thickness.stl.
Apart from this print, the following models are printed to check for clearance, overhang and wall-thickness: clearance.stl, free.stl (overhang), thickness.stl.
The downloaded .stl file was added to the slicer.
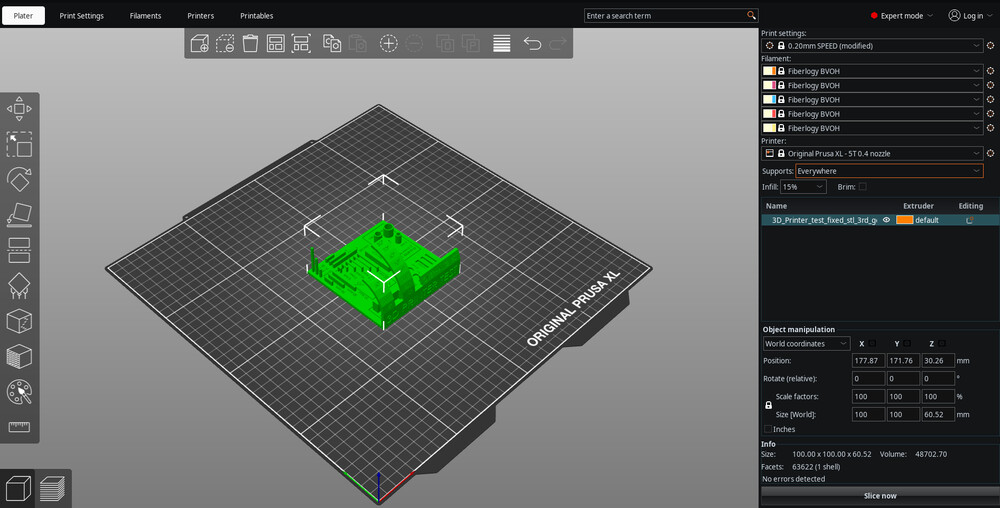 Note that when selecting the Prusa XL as a printer, the nozzles to be used need to be set for each file that is added to the print.
Note that when selecting the Prusa XL as a printer, the nozzles to be used need to be set for each file that is added to the print.
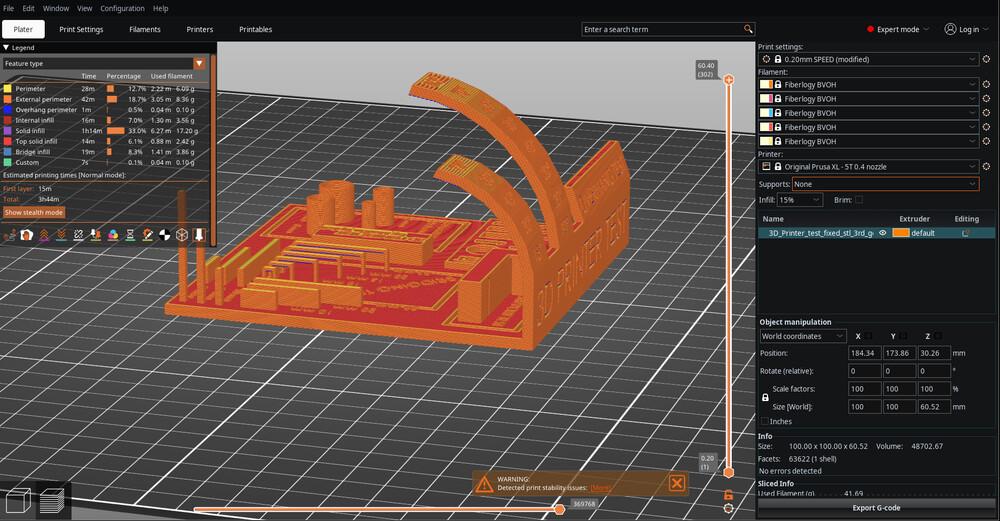
 Simply hitting the Slice button yielded a slice of the object. Per default, it contains support material. Support material is usually to be added where there are elements that either are overhanging or that would need to be printed while floating in the air.
Simply hitting the Slice button yielded a slice of the object. Per default, it contains support material. Support material is usually to be added where there are elements that either are overhanging or that would need to be printed while floating in the air.
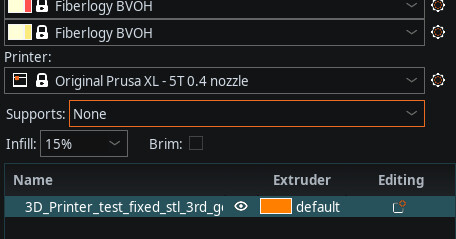
 However, we did not want to have this, since the purpose of the present benchmark was to test how well the printer performs with certain structures without support. Therefore we disabled it.
However, we did not want to have this, since the purpose of the present benchmark was to test how well the printer performs with certain structures without support. Therefore we disabled it.
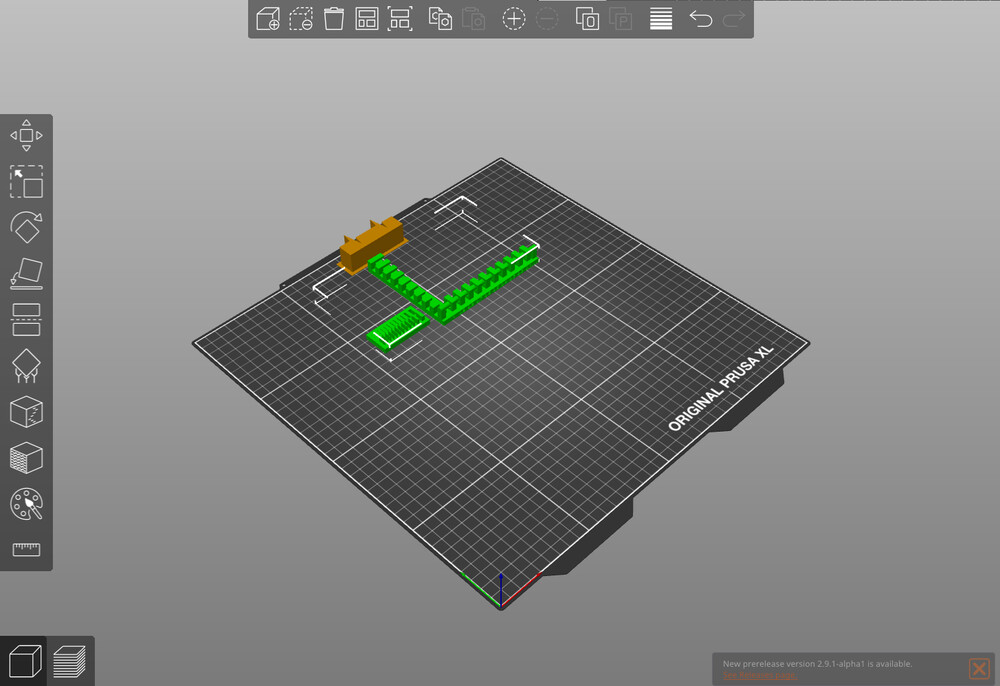
 Slicing the object then leaded to G-code that could be exported, put on a stick and inserted into a printer to start the printing process.
Slicing the object then leaded to G-code that could be exported, put on a stick and inserted into a printer to start the printing process.
 Note that it is recommended scrolling through the sliced layers to check if there are any issues with the print before exporting to G-code. One issue to check is missing layers. Those could occur and would mess up the print. The screenshot is taken from the section where I designed and printed a new object down below.
Note that it is recommended scrolling through the sliced layers to check if there are any issues with the print before exporting to G-code. One issue to check is missing layers. Those could occur and would mess up the print. The screenshot is taken from the section where I designed and printed a new object down below.
 Note the error messages that the slicer tells you. They help understanding if there is something wrong with the print. Error messages could be motivated by badly-prepared
Note the error messages that the slicer tells you. They help understanding if there is something wrong with the print. Error messages could be motivated by badly-prepared .stl files (containing non-printable structures, free floating surfaces, etc.), objects that probably require support for certain structures where support is disabled, or overlapping objects when multiple objects are printed.

In some configurations, a so-called wipe tower is added by default. Its purpose is to in case of multi-filament printing wipe the nozzle after a change of filament.
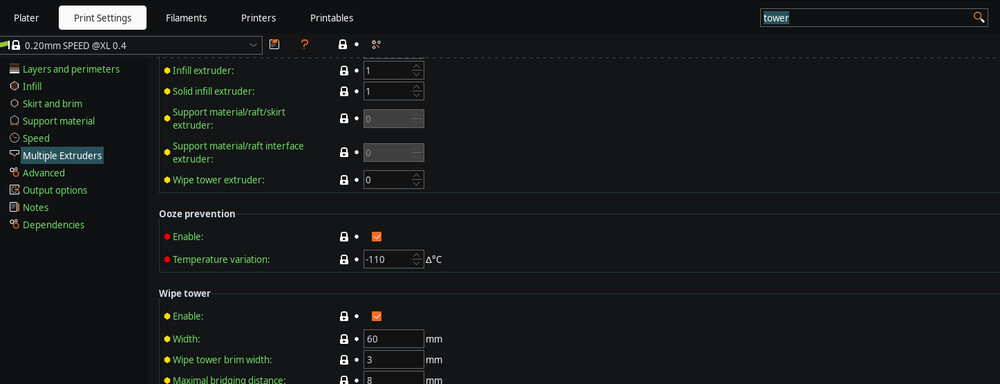
 However, this was not required in our case. If we needed multi-filament printing, we would use the Prusa XL. This printer has multiple nozzles, one for each filament. It does not need the wipe tower, so we disabled it in any case. This was done in the print settings.
However, this was not required in our case. If we needed multi-filament printing, we would use the Prusa XL. This printer has multiple nozzles, one for each filament. It does not need the wipe tower, so we disabled it in any case. This was done in the print settings.
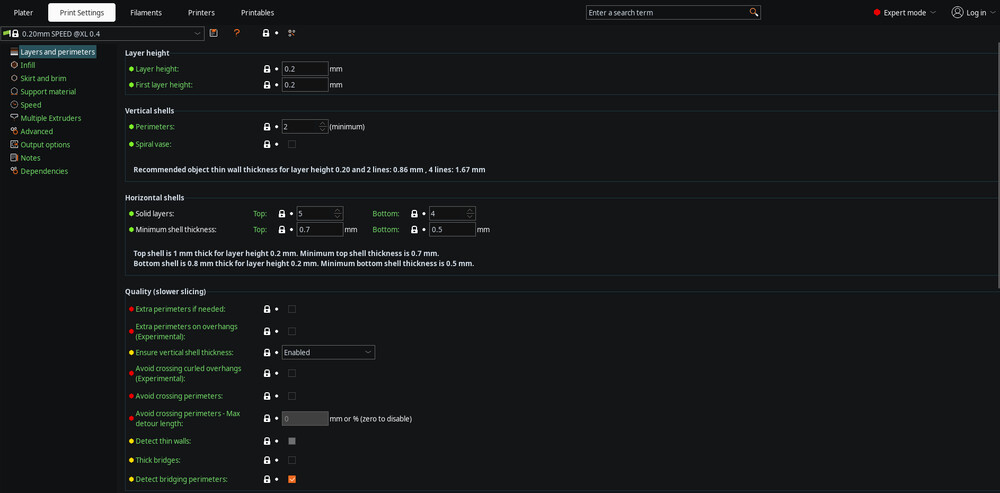 There, if you do not know where to find a certain setting, you could just use the search bar on top.
There, if you do not know where to find a certain setting, you could just use the search bar on top.
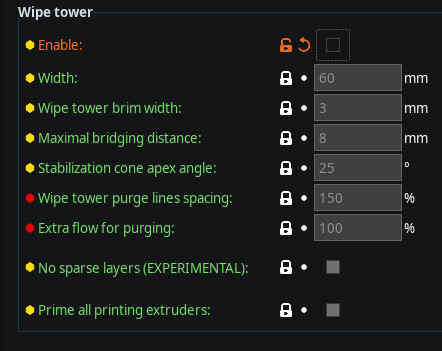
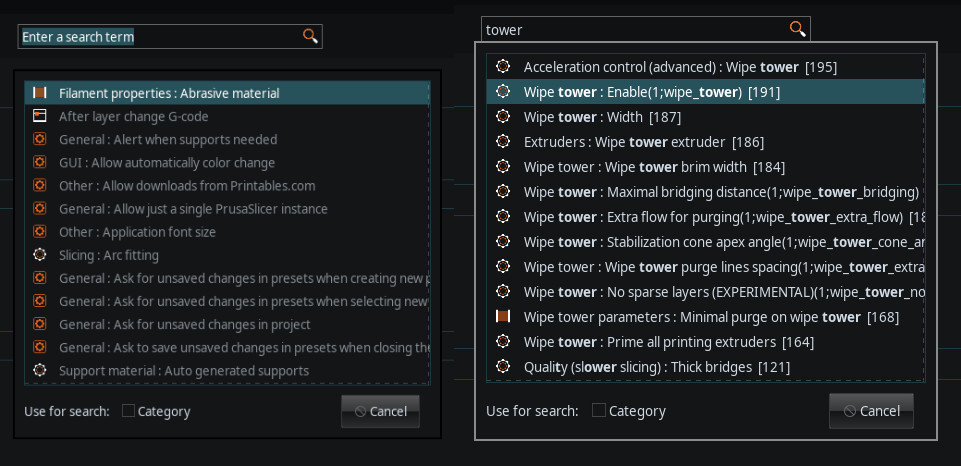 Searching for enabling the wipe tower showed then where exactly to find that setting, so it could be adjusted by the user.
Searching for enabling the wipe tower showed then where exactly to find that setting, so it could be adjusted by the user.
If you need to print something which would need to flow in the air while printing, additional filament needs to be added which is not part of the object itself, but supports the printing process. Thus, it is called support. There are different support options available. One option is None, where no support is used. Another option is support on the build plate only, which means that support is added only on the plate, and holes above the ground are not supported. The third option is everywhere, where support is applied for both.
There are also different types of supports to choose from. Two support types are snug and grid. Another one is called organic. It creates tree-like structures, though it is harder to remove than snug.



Apart from that, there are some more options that could be explored in the slicing process. Infills, for example, specify how the inside of the printed object is structured. The optimal choice of infill depends on how the object would be stressed in the end. Cubic infill is fast-printed and stressable, simlar with gyroid. A summary about infills is found in the video Rethink how you use 3D printer infill! by Made with Layers. Brim extends the first layer to be a bit wider around the contact areas of the object and the print bed. It creates more stability for the printed object and is helpful if there is a risk of nozzle momentum removing the object from the bed. Draft is similar to brim, but the first layer is extended everywhere, not just around the contact areas between the print bed and the object. Regarding layer height, a 0.2mm layer height is considered a good standard. The thinner the layer, the smoother the surface, but it also makes the print more unstable.
In the following, the process of printing some of the benchmark prints is depicted.






Design Rules
All benchmarks were printed for each of the printers Prusa XL and Prusa MK4S. On each printer, the benchmarks were printed twice. Once for PLA and once for PETG. We also have TPU and ASA available, but we decided, not to benchmark these filaments. Unless mentioned otherwise, we used the parameters from the presets of the corresponding filament and printer. (Prusament PLA/PETG, Prusa XL/MK4S). As mentioned above, we used this printer benchmark (version from 2018-02-25) for evaluating the design rules and the following files suggested in class: clearance.stl, free.stl (overhang), thickness.stl. From that, we derived the design rules. All prints were printed using the corresponding input shaper 0.4mm nozzle presets with 0.2mm layer height and the structural preset.
Dimensioning
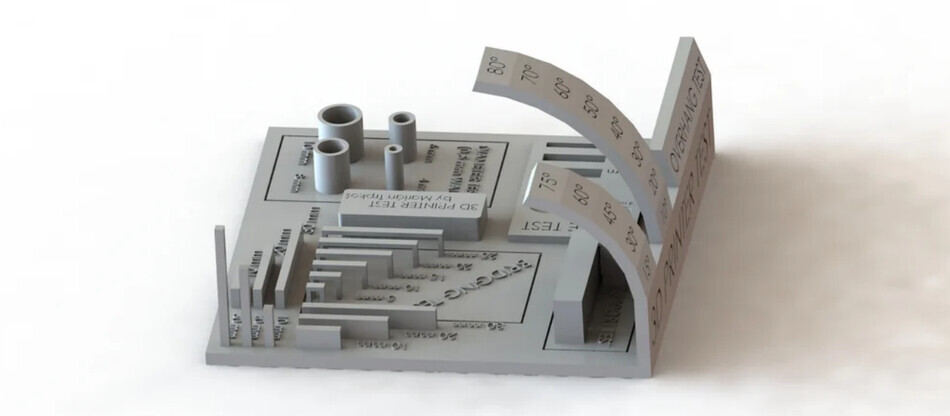
The first question we looked at was how to dimension an object so that the dimensions in a printed object are as desired. For this benchmark, we considered the aforementioned printer benchmark.
 For each object we measured the same dimensions.
For each object we measured the same dimensions.
 For easier reference, we gave a name to each dimension.
For easier reference, we gave a name to each dimension.
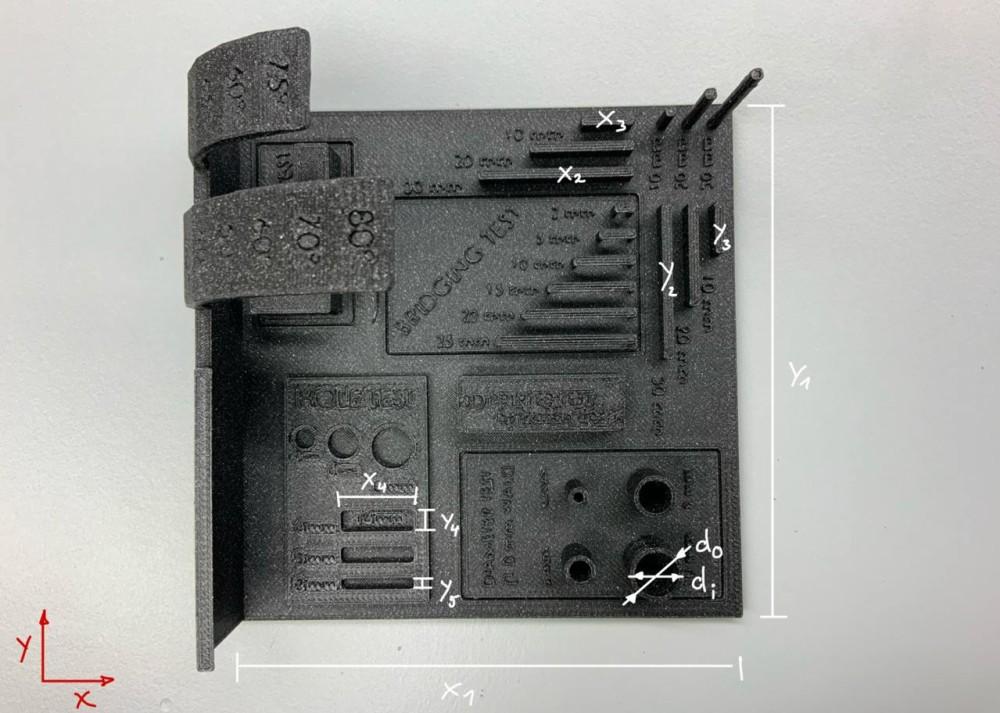 For the objects we recorded the following dimension values. All dimensions are given in mm.
For the objects we recorded the following dimension values. All dimensions are given in mm.
| Value (see photo) | target value | Prusa XL PLA | delta abs | delta percent | Prusa XL PETG | delta | delta percent | Prusa MK4S PLA | delta | delta percent | Prusa MK4S PETG | delta | delta percent |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| x1 | 100.00 | 99.87 | 0.13 | 0.13 | 99.83 | 0.17 | 0.17 | 100.13 | 0.13 | 0.13 | 99.72 | 0.28 | 0.28 |
| x2 | 30.00 | 30.03 | 0.03 | 0.10 | 30.17 | 0.17 | 0.57 | 30.06 | 0.06 | 0.20 | 30.06 | 0.06 | 0.20 |
| x3 | 10.00 | 10.04 | 0.04 | 0.40 | 10.16 | 0.16 | 1.60 | 10.04 | 0.04 | 0.40 | 10.04 | 0.04 | 0.40 |
| x4 | 14.00 | 14.01 | 0.01 | 0.07 | 14.00 | 0.00 | 0.00 | 14.01 | 0.01 | 0.07 | 14.02 | 0.02 | 0.14 |
| y1 | 100.00 | 99.91 | 0.09 | 0.09 | 99.82 | 0.18 | 0.18 | 100.25 | 0.25 | 0.25 | 99.77 | 0.23 | 0.23 |
| y2 | 30.00 | 30.00 | 0.00 | 0.00 | 30.11 | 0.11 | 0.37 | 30.04 | 0.04 | 0.13 | 30.04 | 0.04 | 0.13 |
| y3 | 10.00 | 10.03 | 0.03 | 0.30 | 10.12 | 0.12 | 1.20 | 10.16 | 0.16 | 1.60 | 10.14 | 0.14 | 1.40 |
| y4 | 4.00 | 4.03 | 0.03 | 0.75 | 4.03 | 0.03 | 0.75 | 4.03 | 0.03 | 0.75 | 4.04 | 0.04 | 1.00 |
| y5 | 2.00 | 2.00 | 0.00 | 0.00 | 2.03 | 0.03 | 1.50 | 2.00 | 0.00 | 0.00 | 2.02 | 0.02 | 1.00 |
| di | 8.00 | 7.83 | 0.17 | 2.13 | 7.61 | 0.39 | 4.88 | 7.81 | 0.19 | 2.38 | 7.78 | 0.22 | 2.75 |
| do | 10.00 | 9.85 | 0.15 | 1.50 | 9.83 | 0.17 | 1.70 | 9.86 | 0.14 | 1.40 | 9.81 | 0.19 | 1.90 |
We considered the following questions: - Given a desired outer/inner diameter of a (hollow) cylinder, how to dimension it during the design? - Answer: Looking at the delta values, we can derive around 0.2mm are to be added to all diameters in the design. - Given a desired real length (dimensions that are not diameters) in x/y direction, how to dimension it during the design? - Answer: From the delta values it could be seen that mostly, the dimensions for larger target values have higher deltas (compare x1/y1 to the other dimensions). However, in the case of the Prusa XL PETG print, the deltas were high also for the smaller dimensions. Therefore, no clear design rule could be derived. I concluded that FFF printing is only possible to the scale of millimeters to my best knowledge. If higher precision is needed and FFF is considered, I would suggest leaving dimensions which are smaller than 100mm as they are and adding an offset of 0.1mm to 0.2mm to dimensions above or equal to 100mm.
Bridging, Angle, Surface Finish, Warping
The following questions we considered. All outcomes were the same for all printer-filament configurations.
- How steep is the steepest angle to be printed without support?
- Answer: In the lecture, an angle of 30 degrees was recommended. Following our tests, the maximum angle to print without support is 50 degrees if you want to be precise. If you have some tolerance, 60 degrees would also be fine.

- How long can bridges be without support?
- Answer: Bridging works at least up to 25mm bridge length.ngth of at least 25mm.

- How does the surface finish look at which angle?
- Answer: The surface finish dependent on the angle can be seen in the following pictures.
 and PLA (right).")
 and PLA (right).")
Wall Thickness, Overhang, Clearance
The following questions we considered: - What is the thinnest wall i can print? - All wall thicknesses were able to be printed. However, the issue here is that the actual wall thickness is thicker as it is assigned to be. There just is a limit on how thin the walls can be with the printer. With the given configurations, these limits are between 0.34mm and 0.37mm.
, PETG (right). The shorter walls for the PETG case are due to a spontaneous printing error. I did not find out why it happened, but the filament there was cluddered and the walls at the left were not printed correctly.")
, PETG (right).")
- How much overhang with 90 degree angle can be printed without support?
- All overhangs did not look good and should be printed with support.
, PLA (bottom).")
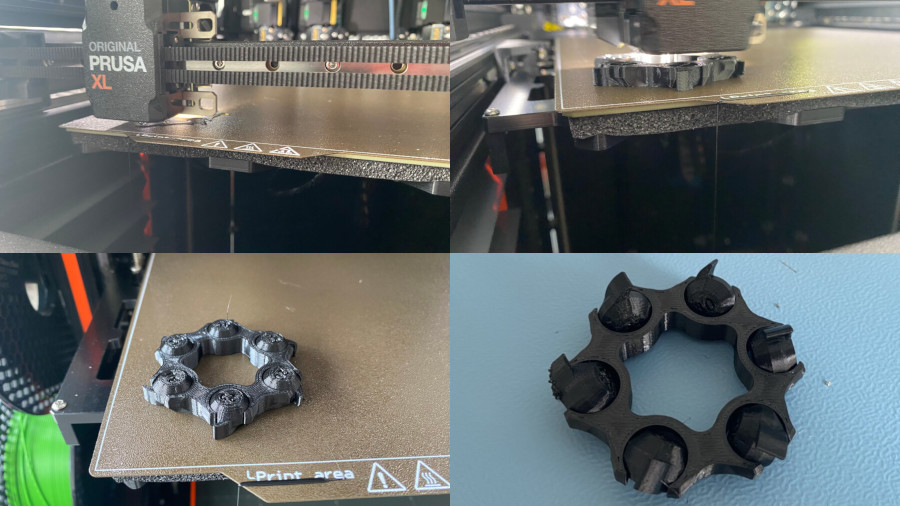
, PLA (bottom).") - How much tolerance / clearance must be considered for joints?
- Following the given tests, the suggested clearance for joints is 0.4mm. With 0.3mm, the joint is a bit too tight and frictious.
- How much tolerance / clearance must be considered for joints?
- Following the given tests, the suggested clearance for joints is 0.4mm. With 0.3mm, the joint is a bit too tight and frictious.
, PLA (right).")
, PLA (right).")