- Assignment
Group assignment
Task
1. Create a model
file is here
2. Create a formwork for the model.
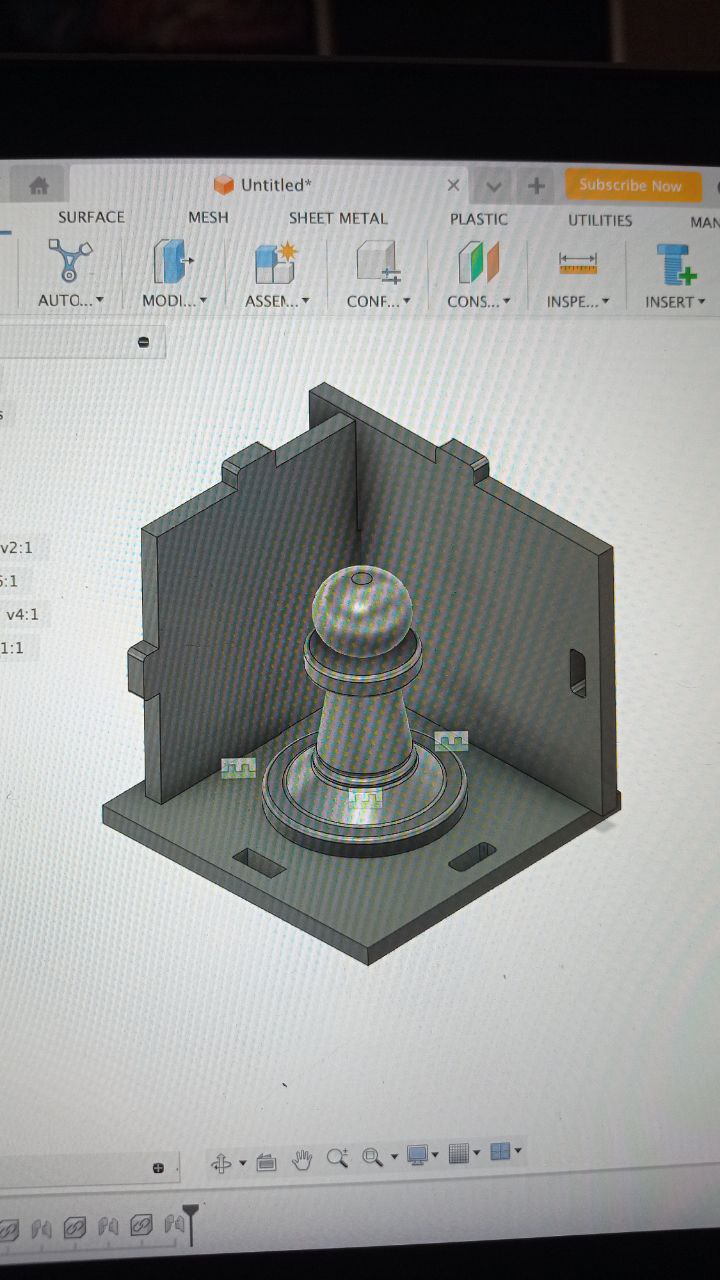
To create the model, I used the fusion 360 software package. I designed the 2D half of a chess piece on foot, then used the rotation function and got a 3D figure. I will print it on a 3D printer.


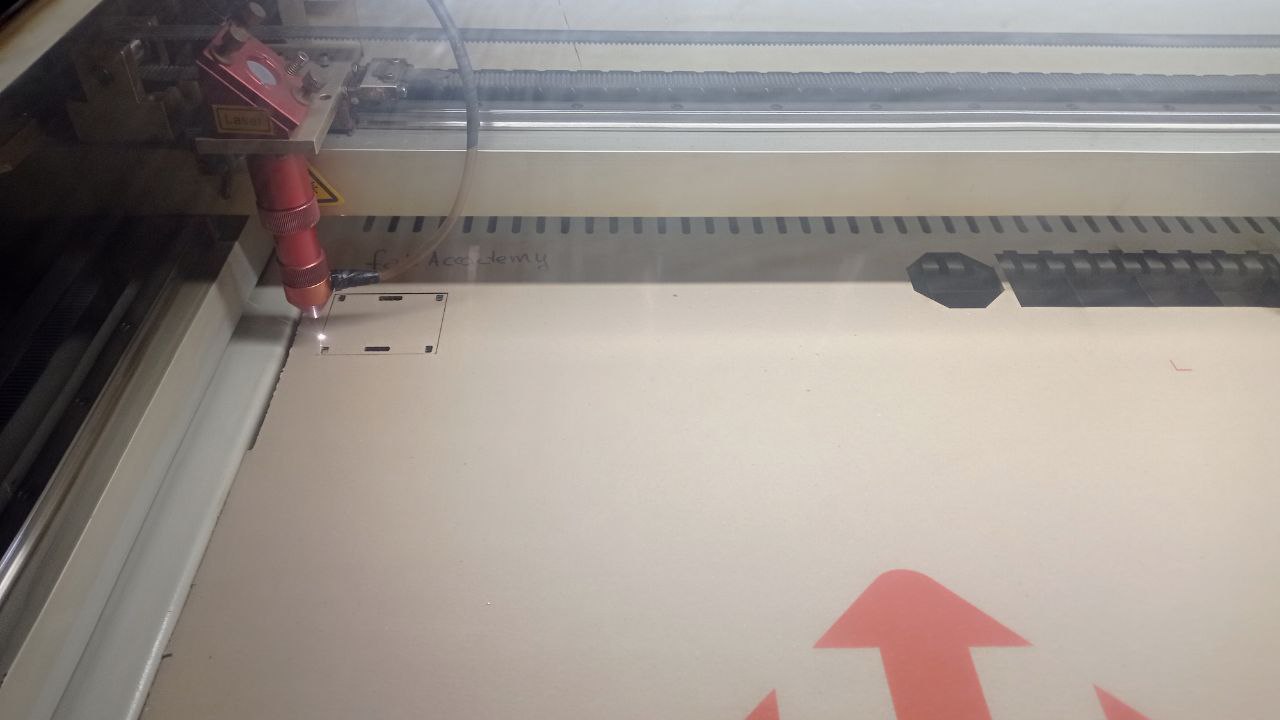
For the formwork, I decided to use a cardboard model designed in fusion 360, cut with an optical laser.
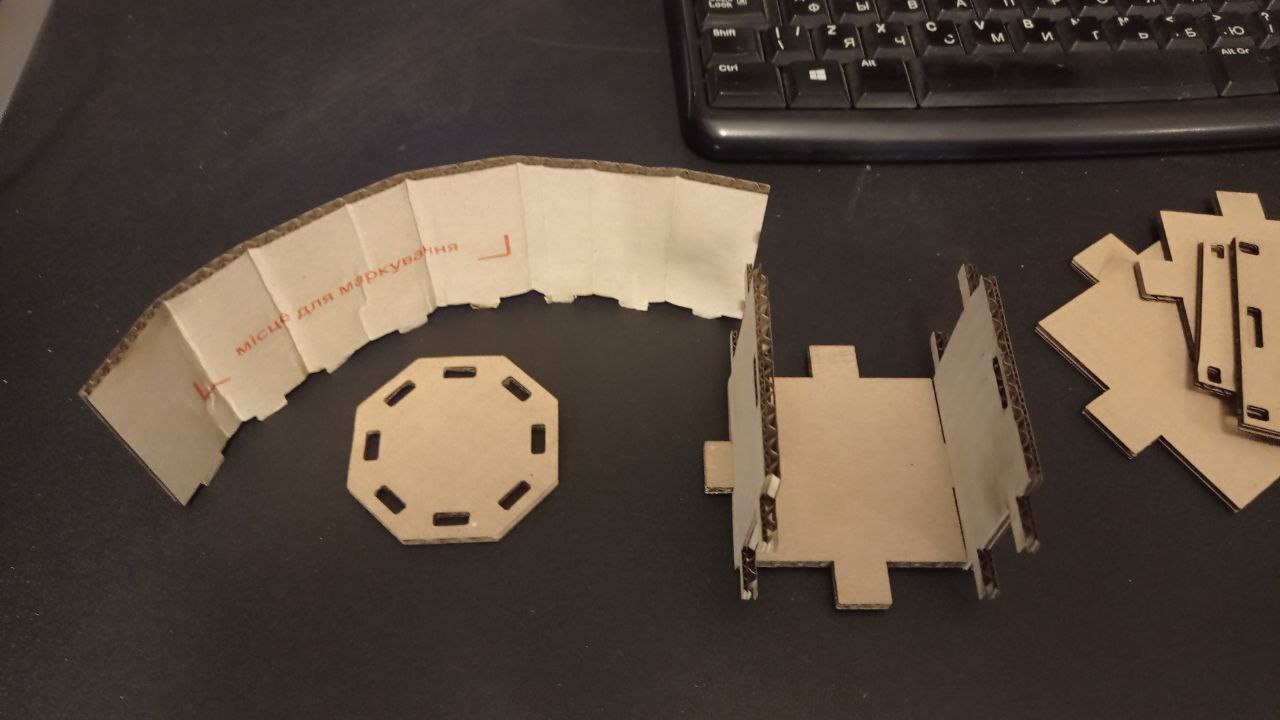
The first version of the formwork was not successful. I wanted to design the bottom as a hexagon with holes and a solid cardboard rectangle that would connect to the bottom. To have fewer joints. But after cutting, I realized that the grooves do not coincide with the holes when bending. Then I decided to use a scaled down copy of the cat house design I designed in the previous weeks. This idea was also not very successful, since the house was square and the dimensions in it change proportionally. Therefore, it was either too big or too small. Therefore, I designed another box based on his model.


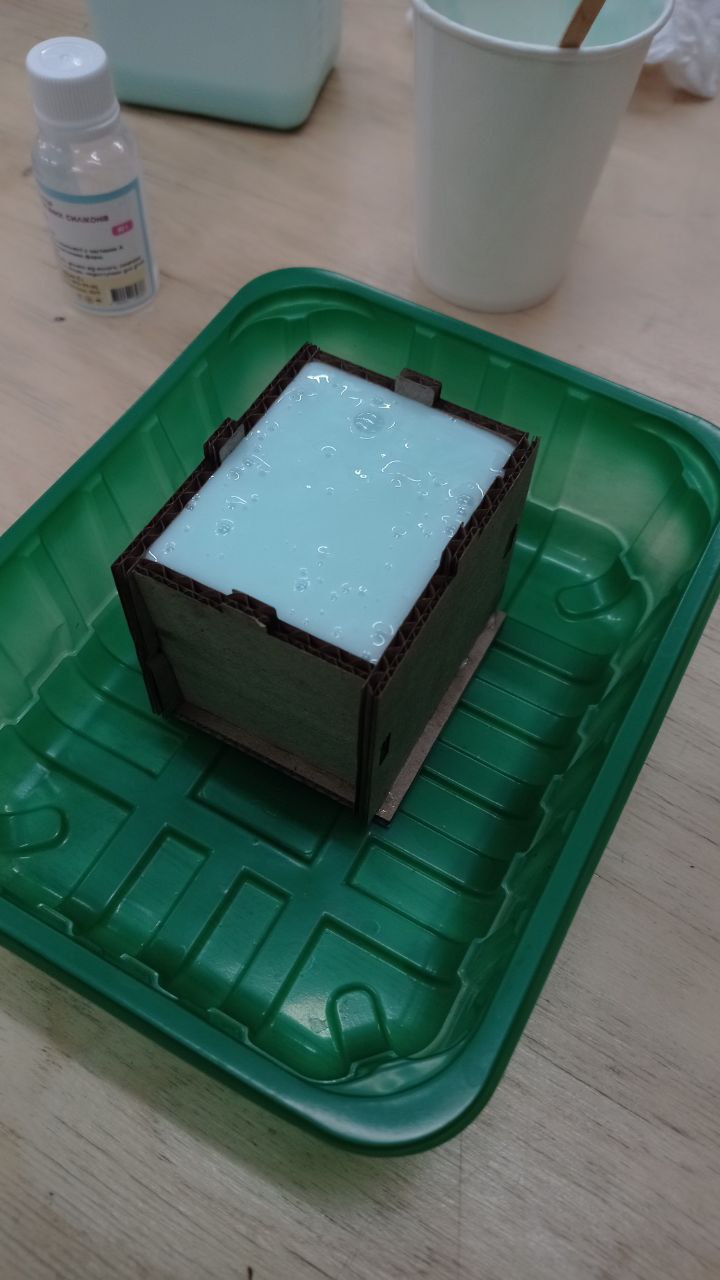
Since silicone is a very fluid liquid, all the joints were additionally lubricated with PVA glue. The figure was also glued to the bottom so that it would not float up when pouring. To speed up drying, I thought about drying it with a hair dryer, but the figure is made of PLA plastic, so I decided not to dry it.

SkyBlue silicone was used for filling
Characteristics of SkyBlue silicone compound:
Proportion when mixing A:B (measured at t 25C) 100:1.6-2.0
Gelation time (measured at t 25C) 12 min.
Time of complete curing is 3 - 5 hours.
Viscosity cST 15000
Conditional tensile strength to break is 4.4 MPa
Relative elongation at break 600%
Hardness according to Shore A 5 - 7
Linear shrinkage 0.5%
Heat resistance - 200 °C continuously
The color is azure

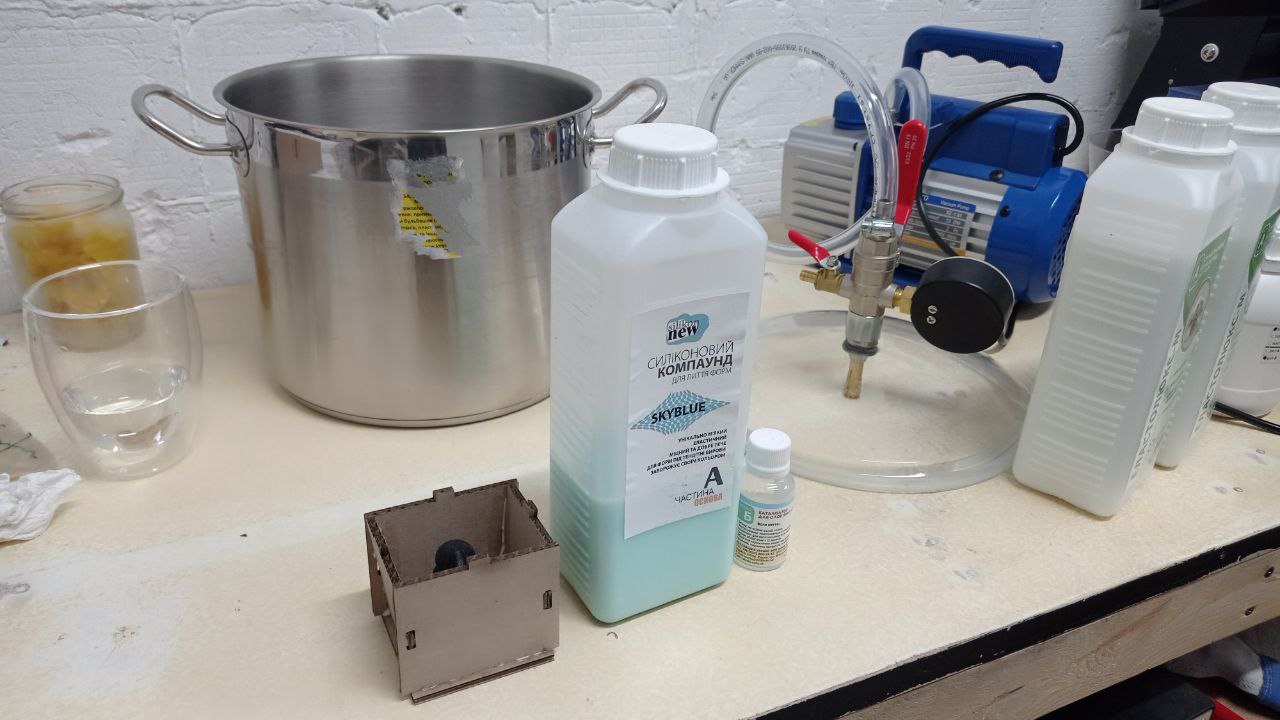
The pouring procedure is simple. It is necessary to mix the silicone with the catalyst in the correct proportion. For my experiment, 200 g of silicone and 4 g of catalyst are required. When mixing, you should only use clean mixing cups and sticks so that excess dust does not get into the mold. We measure in two approaches (100 g each) on jubilee scales. After quickly mixing, put the container with silicone in the vacuum cleaner. It is needed in order to get rid of air bubbles in the silicone.


The first mixture was not successful, as the silicone managed to start to thicken. The temperature in the room was too high and therefore the time allotted for mixing was significantly reduced.
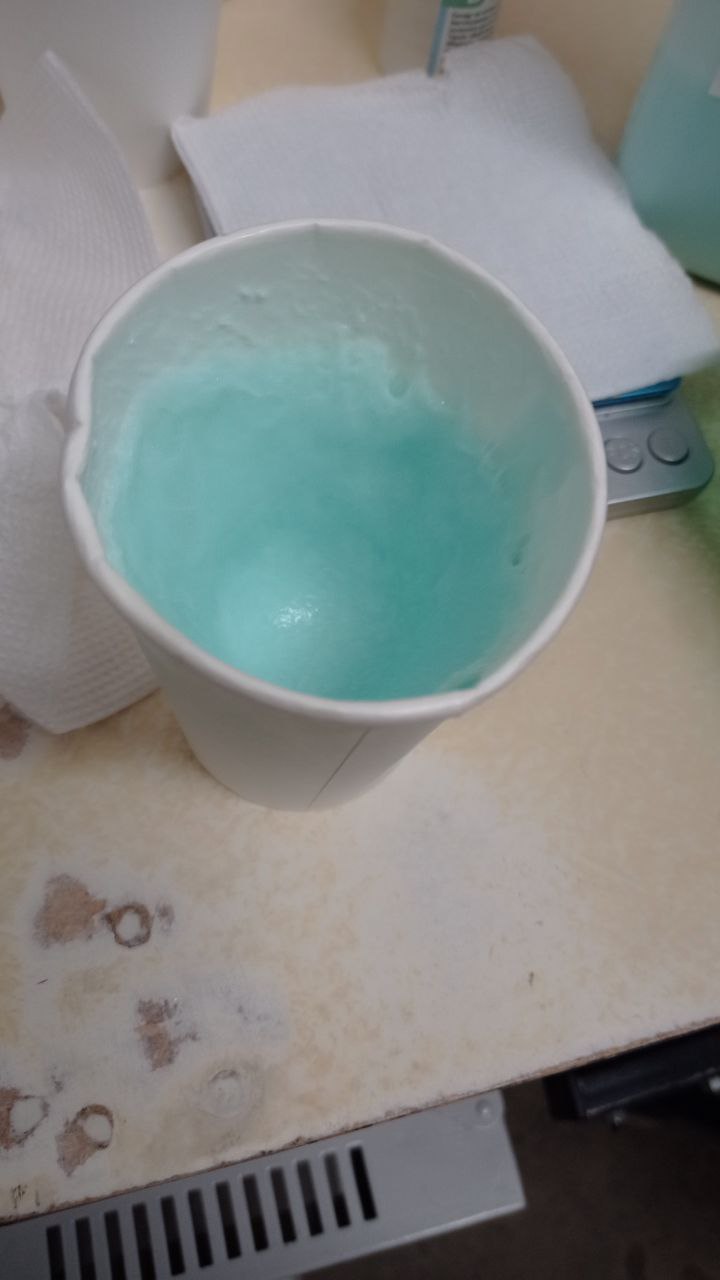
The next two mixings were performed in another room and therefore the condition of the silicone was satisfactory. So the form is filled out and all that remains is to wait. At a temperature of 23 degrees Celsius, it will dry for 24 hours.
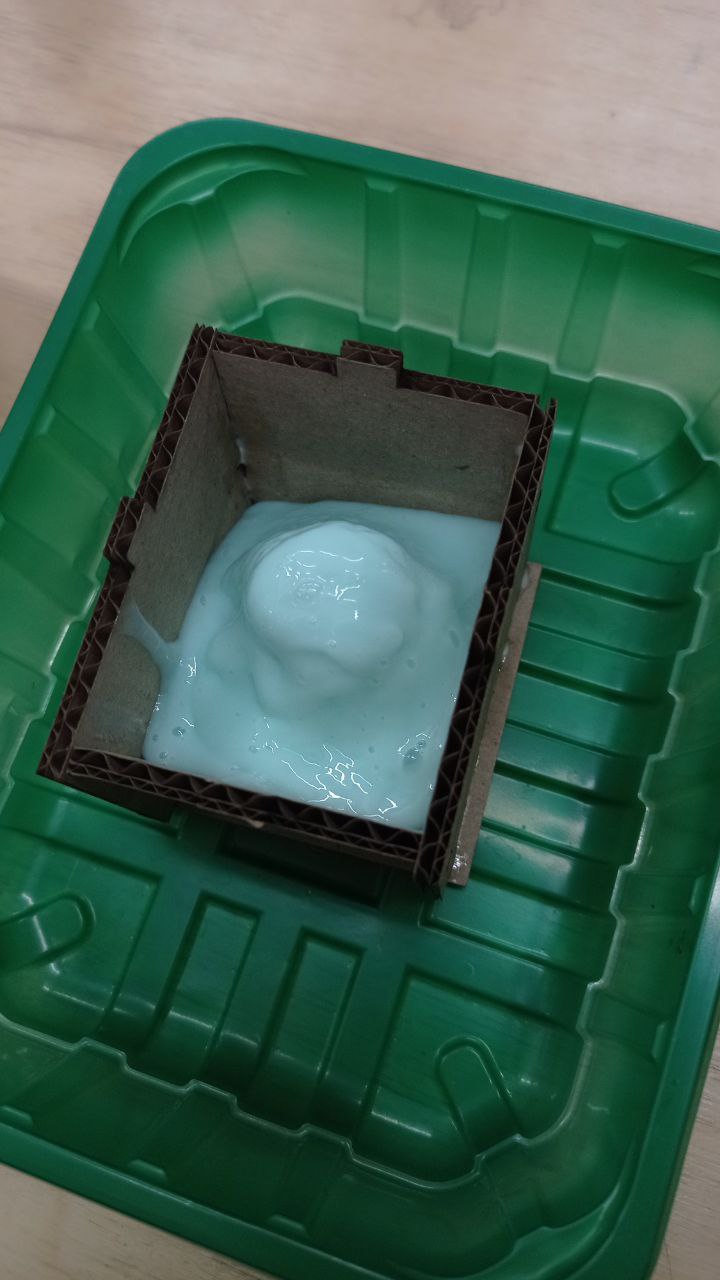
After 24 hours, I checked the result. The silicone cured well. The shape is very pleasant to the touch. But there are flaws in the middle. Defects were formed in places. This is due to the fact that the first layer of silicone was thick and did not sufficiently cover the figure itself


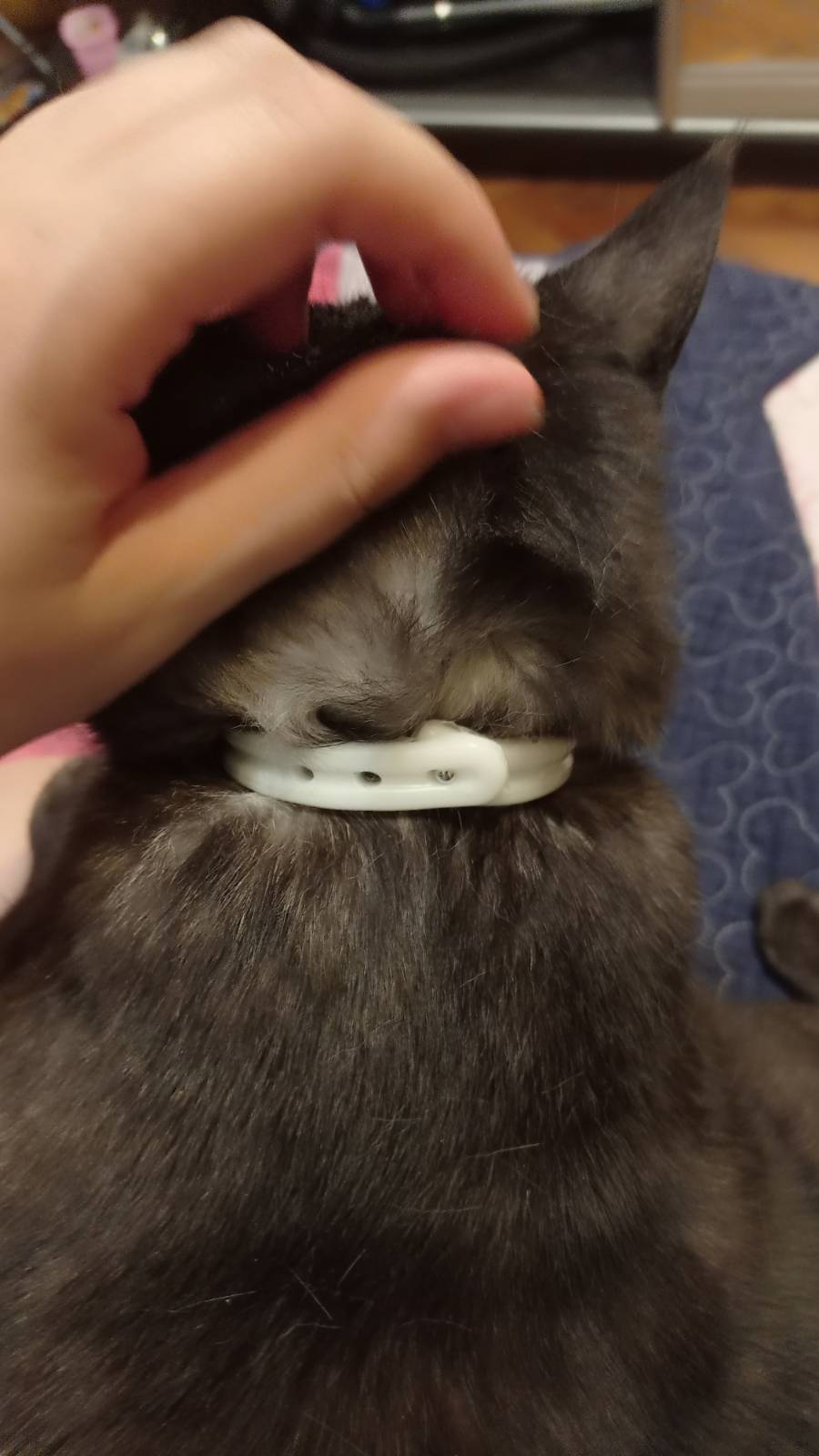
The next stage. Create a model and mold for casting. I decided to cast a silicone collar for a cat.I designe a model and a form
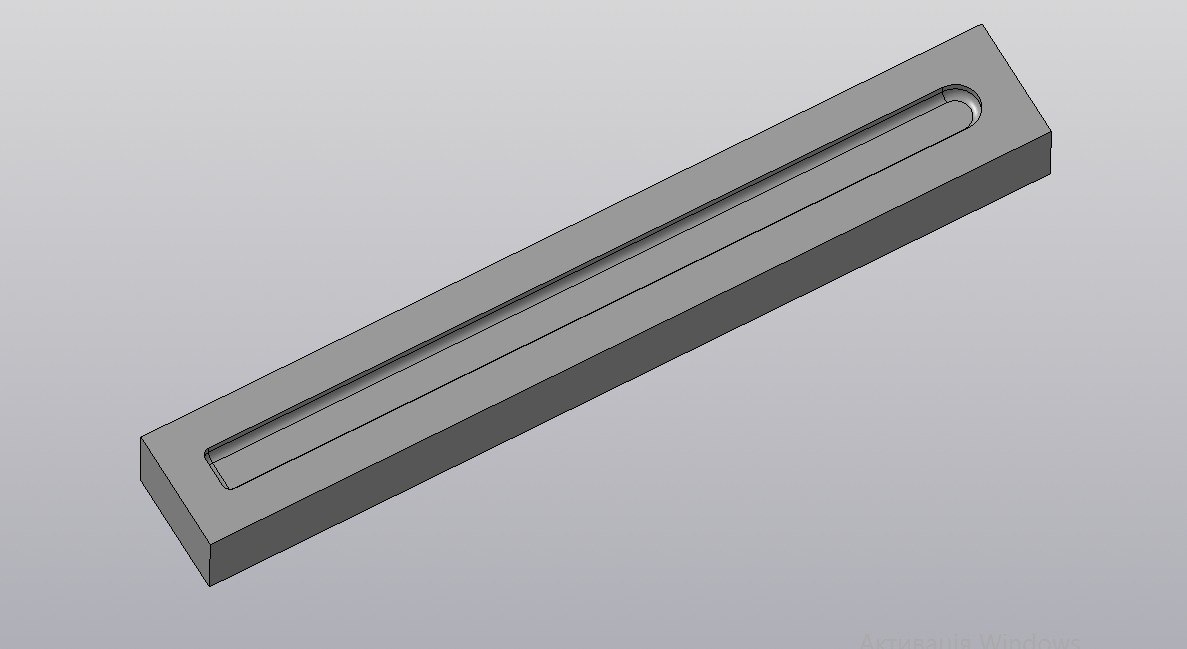
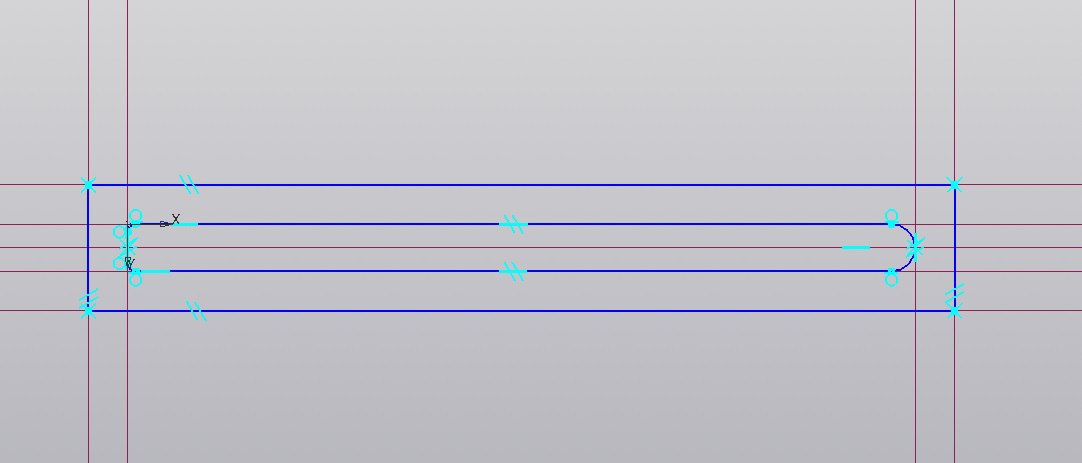
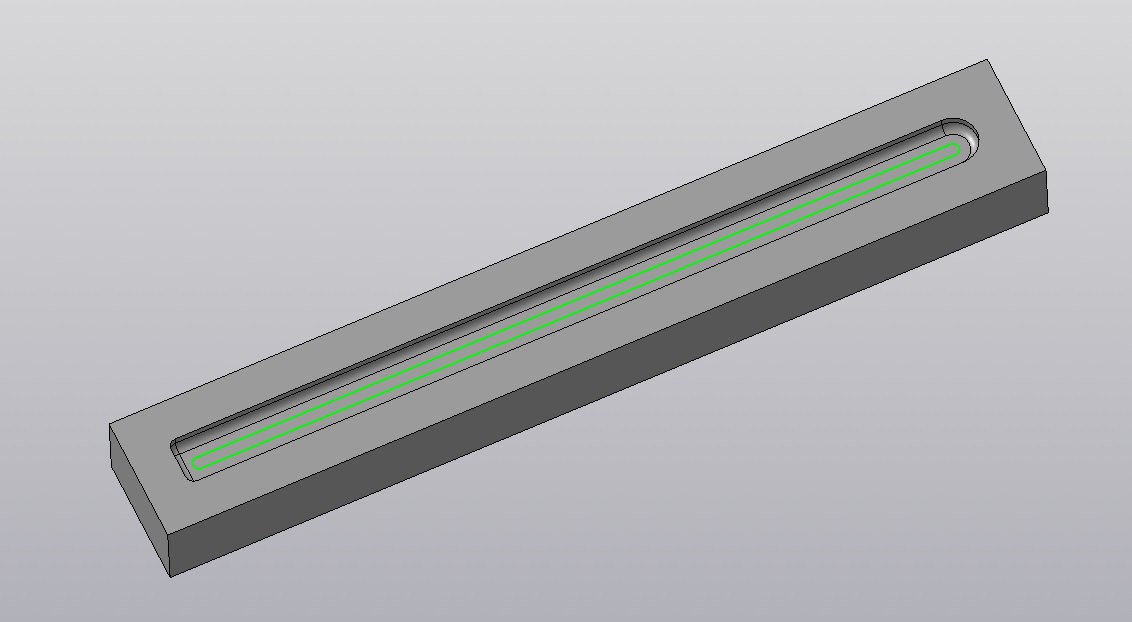
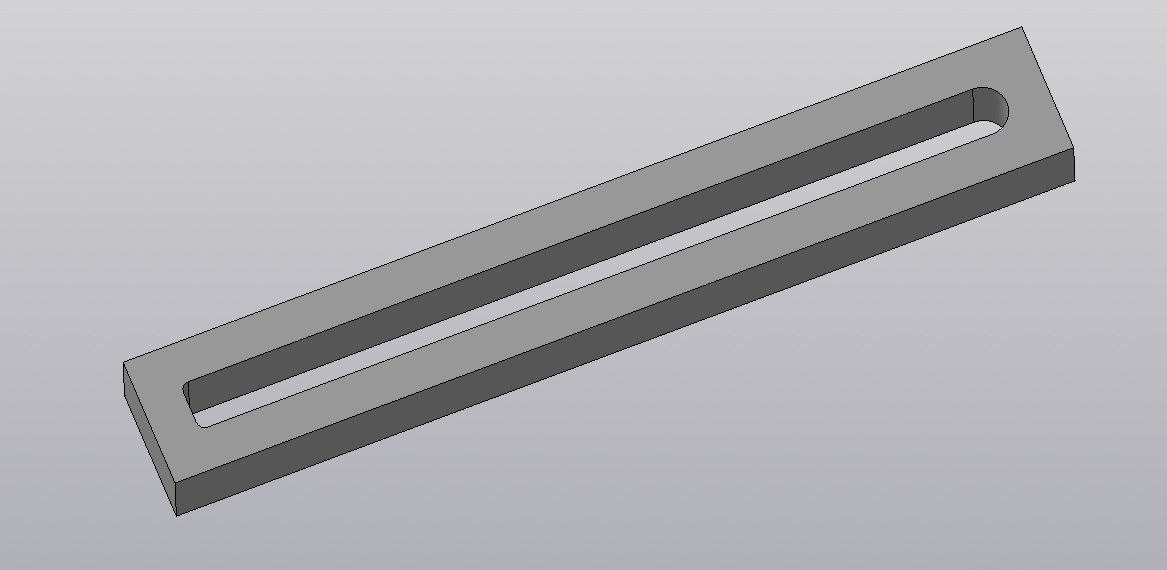
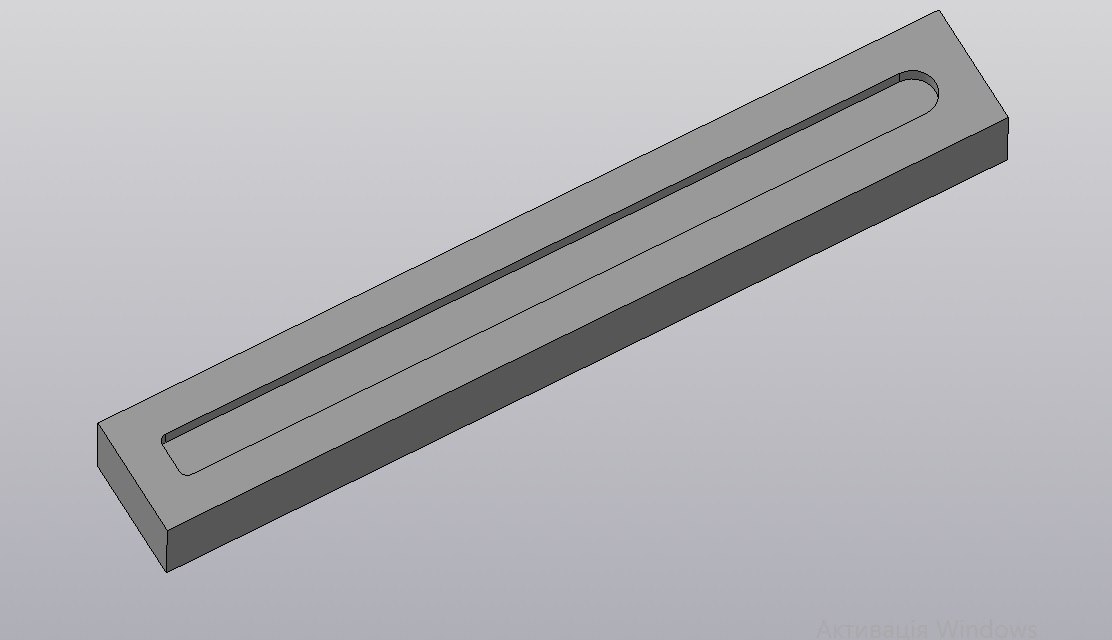
First, I designed the model of the collar itself. Given that I'm going to mill the shape, I need to chamfer one side of the collar. The phase performs several functions at once. First of all, the cutter cannot cut right angles. Secondly, it will help to remove the silicone product from the mold, that is, it will perform the function of traft angles. And thirdly, it will give the product a more aesthetic appearance
Modeling a new shape for the production of a cat collar.
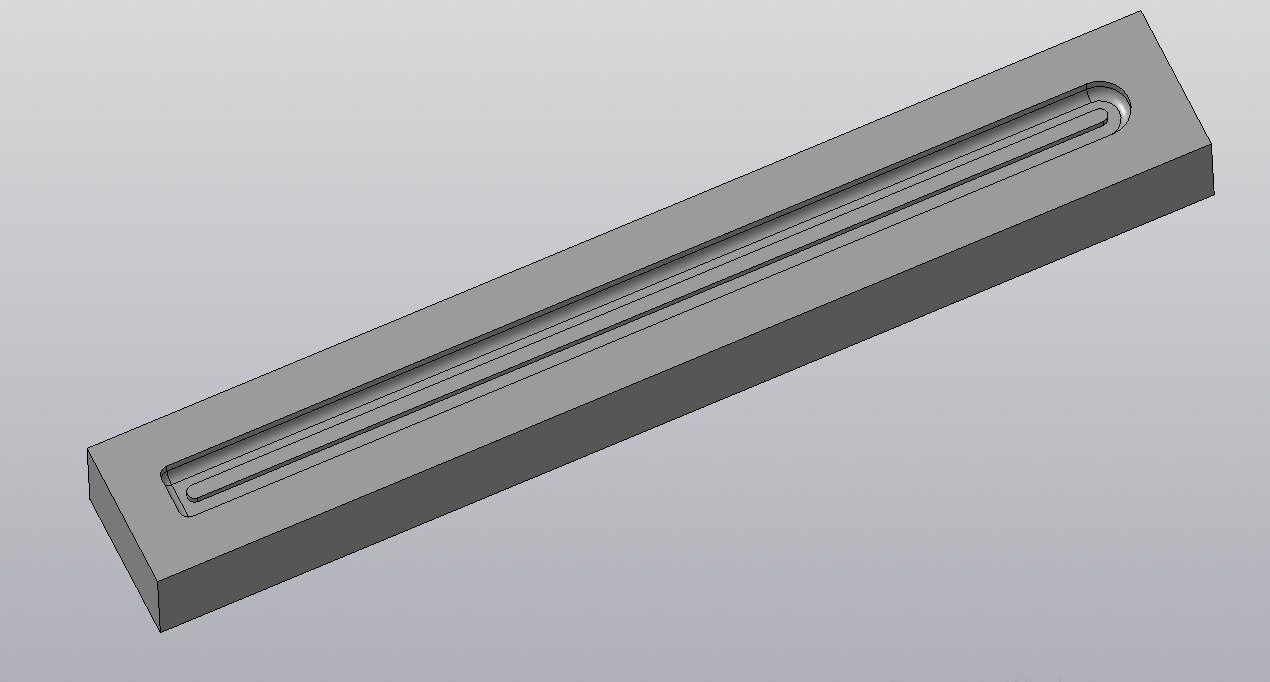


file is collar
file is form
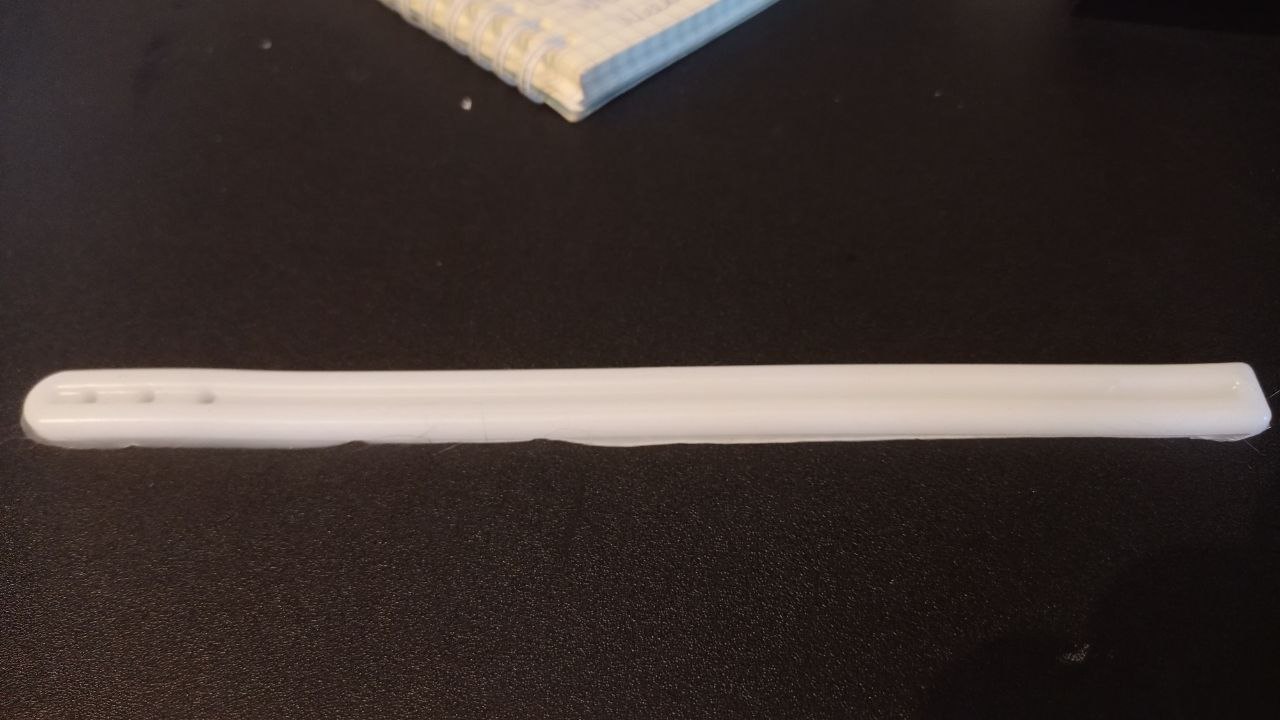
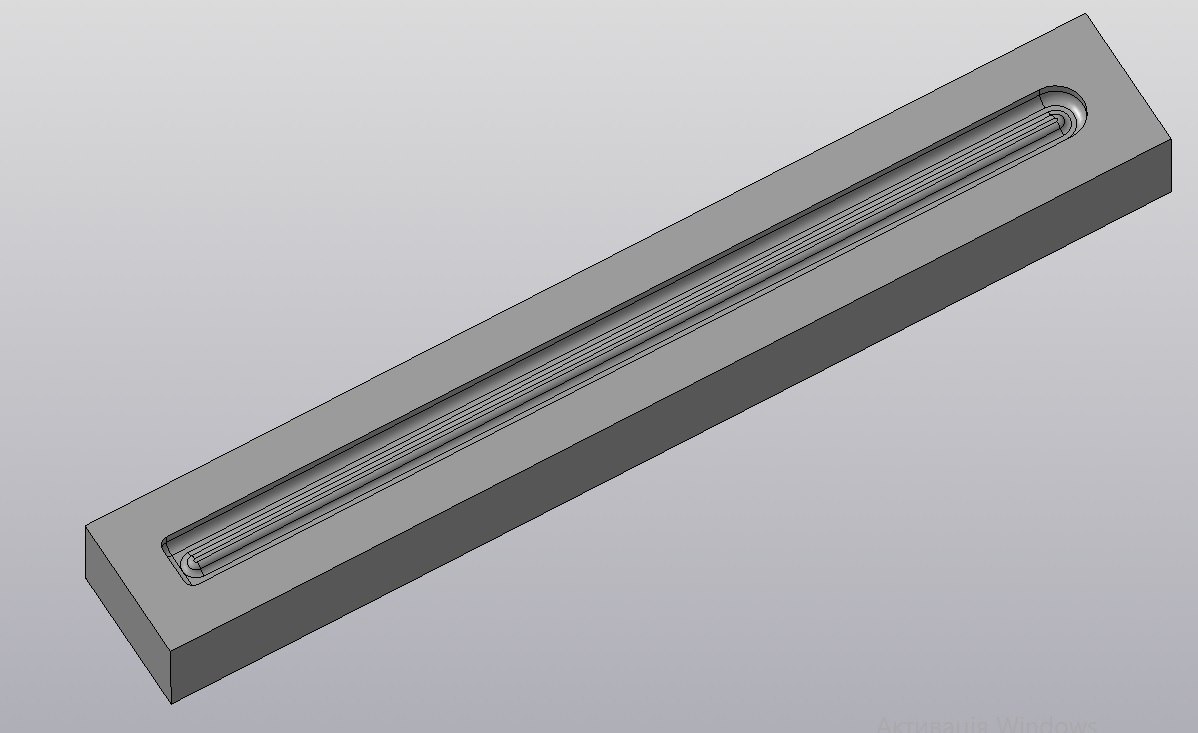
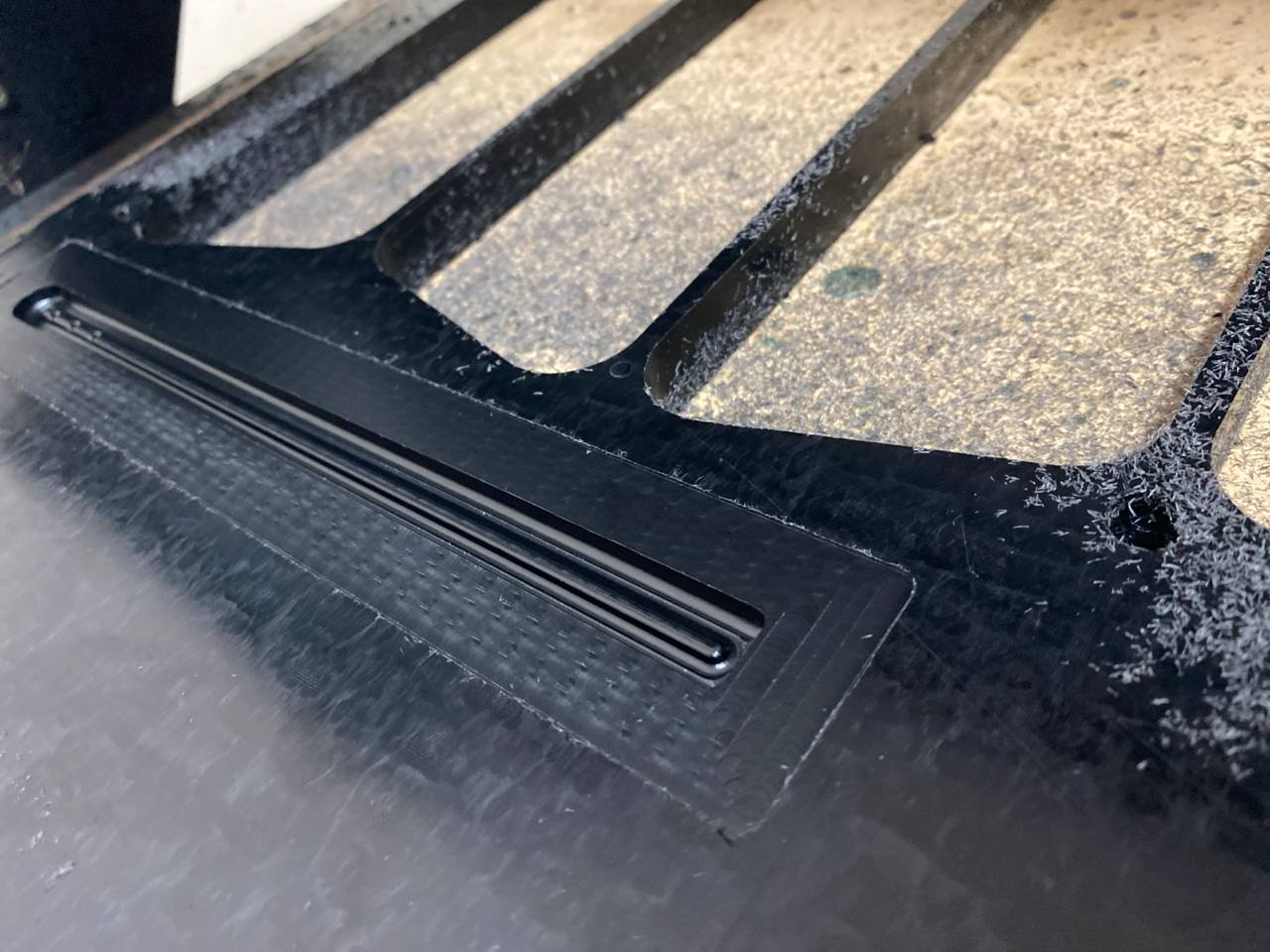
the next stage of making a model on a milling machine.
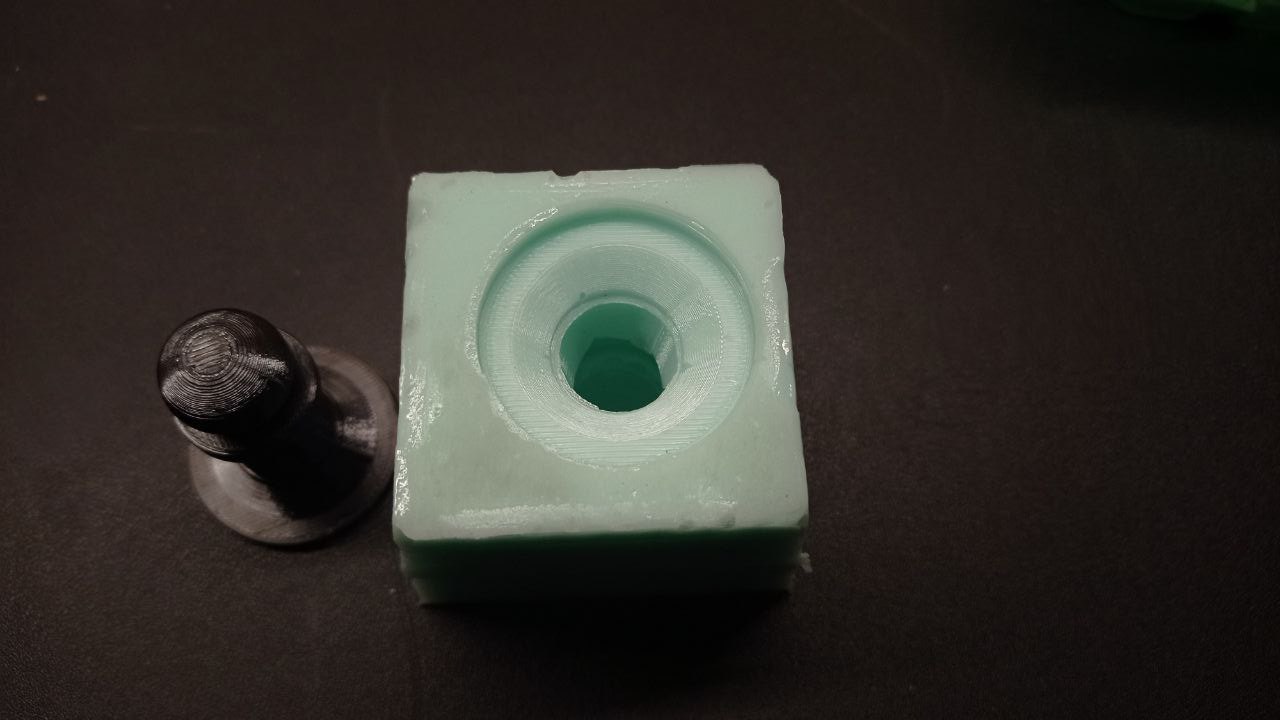
In order for the collar to fit in size, it was necessary to make holes in it. I decided not to mill in the form of them, but to insert them separately pins. Milling such elements is costly, they must also be very thin, and therefore can break.
The material used is polyacetate.

Next, we will prepare silicone for pouring.
According to the instructions, 2 ml of catalyst is required for 100 ml of silicone. Collar length 250 mm, depth 4 mm, width 8 mm. Therefore, the volume of the form is 8000 cubic mm. (250*4*8). So, this form requires 8 ml of silicone. For simpler calculations, I will take 10 ml, for which you need 0.2 g of catalyst.
Link to safety datasheet here
In Ukraine, we have general rules for working in chemical laboratories with chemical substances here and additional instructions for use and safety techniques developed by the manufacturer. Which are listed below.
Technology of working with platinum silicone:
t of air and components should not be lower than 22-25°С. The speed of solidification depends on t of the medium, t of the components themselves, and the humidity of the master model. Before using the entire mass of platinum silicone always! make a test pour of a small part of the material.
Keep parts A and B warm during transportation or storage in cold weather.
Mix parts A and B separately before mixing. In a clean polymer container, with clean hands, with a wooden stick.
Weigh out equal mass parts of component A and component B and evenly, thoroughly mix in a clean polymer container, with clean hands, with a wooden stick for no more than 4 minutes.
To accelerate solidification, it is possible to preheat parts A and B by immersing the containers in warm water, no more than 35C.
For the complete absence of bubbles, the use of vacuum chambers is recommended.
Components require exact dosage of parts A and B - 1:1 by weight.
!!!Do not use platinum silicone at t below 22 ° C, as in this case complete solidification may not occur.
!!!Do not use platinum silicone with silicon-containing, as well as amino-, sulfur- and tin-containing materials.
!!!Do not use an iron container for mixing and do not stir with iron sticks. Be very careful when working with plasticine, as some plasticine may contain substances to which platinum silicone reacts and does not harden. Always do a small test pour of silicone for molds.
Violation of the ratio of components or poor mixing can lead to incomplete polymerization of the compound.
Production standard for silicones for molds: TUU "SILICONE COMPOUNDS OF THE ELASTOFORM AND ELASTOLUX BRANDS". Specifications. TU U 20.5-2559200957-001:2012"
Hygienic conclusion on silicones for molds (meets all medical safety indicators): No. 05.03.02-04 / 16142 dated 04.16.18
degassed and poured into the mold. We wait for 8 hours to solidify.