Computer Controlled Machining
For this week's group assignment, we are to do the lab safety training and to test the different aspect of the machines (speeds, feeds, fixturing, etc.)
The model of our large formet CNC machine is the EAS Versatil 2500, with a Milling table dimensions of 3200mm x 1440mm and a XYZ-axis travels of 2500mm x 1250mm x 170mm.
 We were briefed on the safety rules for using the machine. In particular, we were reminded to always put on personal protection equipment (i.e., ear plugs/earmuffs and goggles) and not to work alone. We were also shown the location of the emergency
stop button.
We were briefed on the safety rules for using the machine. In particular, we were reminded to always put on personal protection equipment (i.e., ear plugs/earmuffs and goggles) and not to work alone. We were also shown the location of the emergency
stop button.
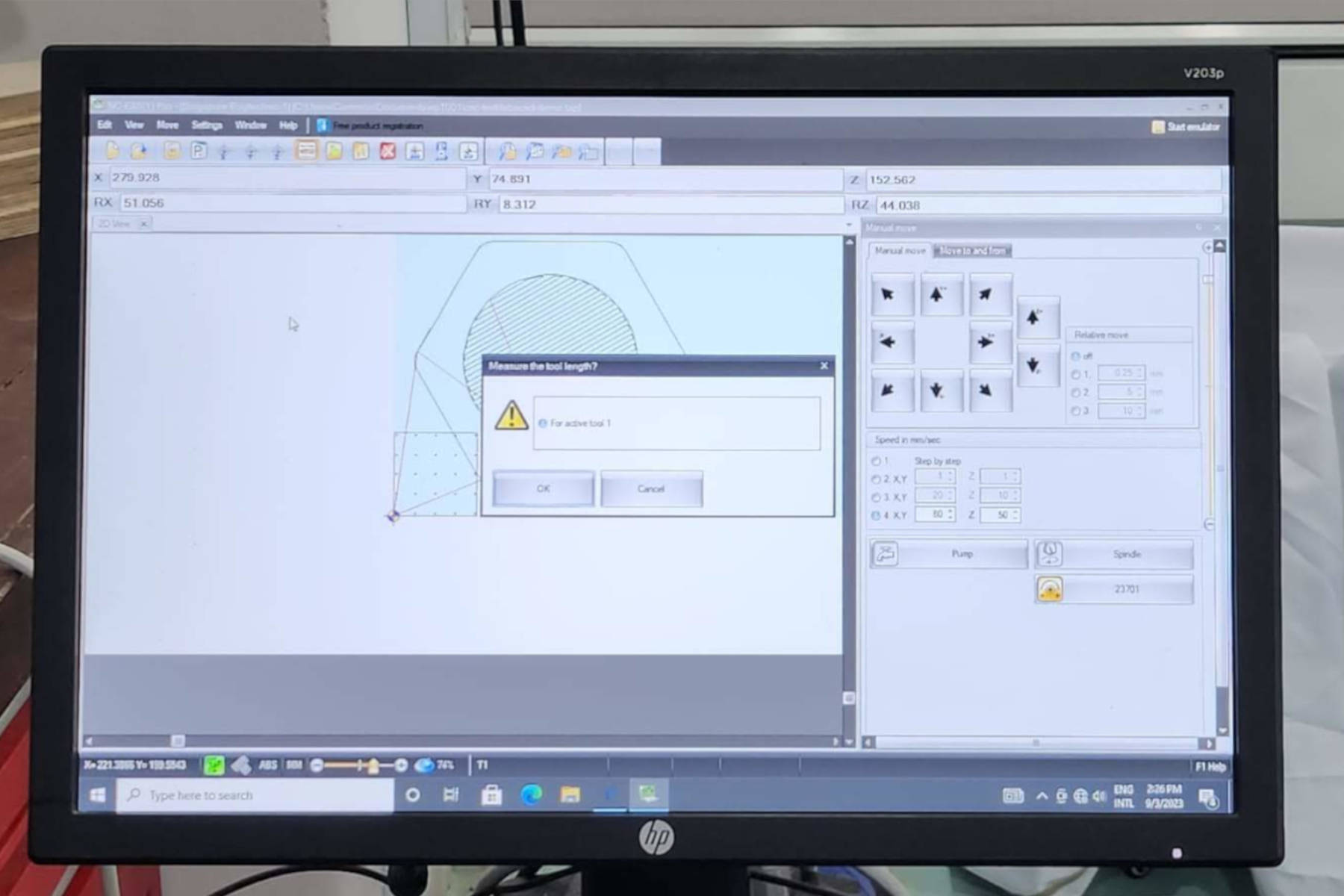
 We were then given a demonstration on how to use the machine by our instructors, from processing the designs on the software (we used VCarve to generate the gcode file and the machine's own NC EAS(Y) 2.0 operating software) to
attaching and calibrating the endmill.
We were then given a demonstration on how to use the machine by our instructors, from processing the designs on the software (we used VCarve to generate the gcode file and the machine's own NC EAS(Y) 2.0 operating software) to
attaching and calibrating the endmill.

 For our turn to try and operate the machine, we created a template to screen the milling outcome at different feedrate
For our turn to try and operate the machine, we created a template to screen the milling outcome at different feedrate
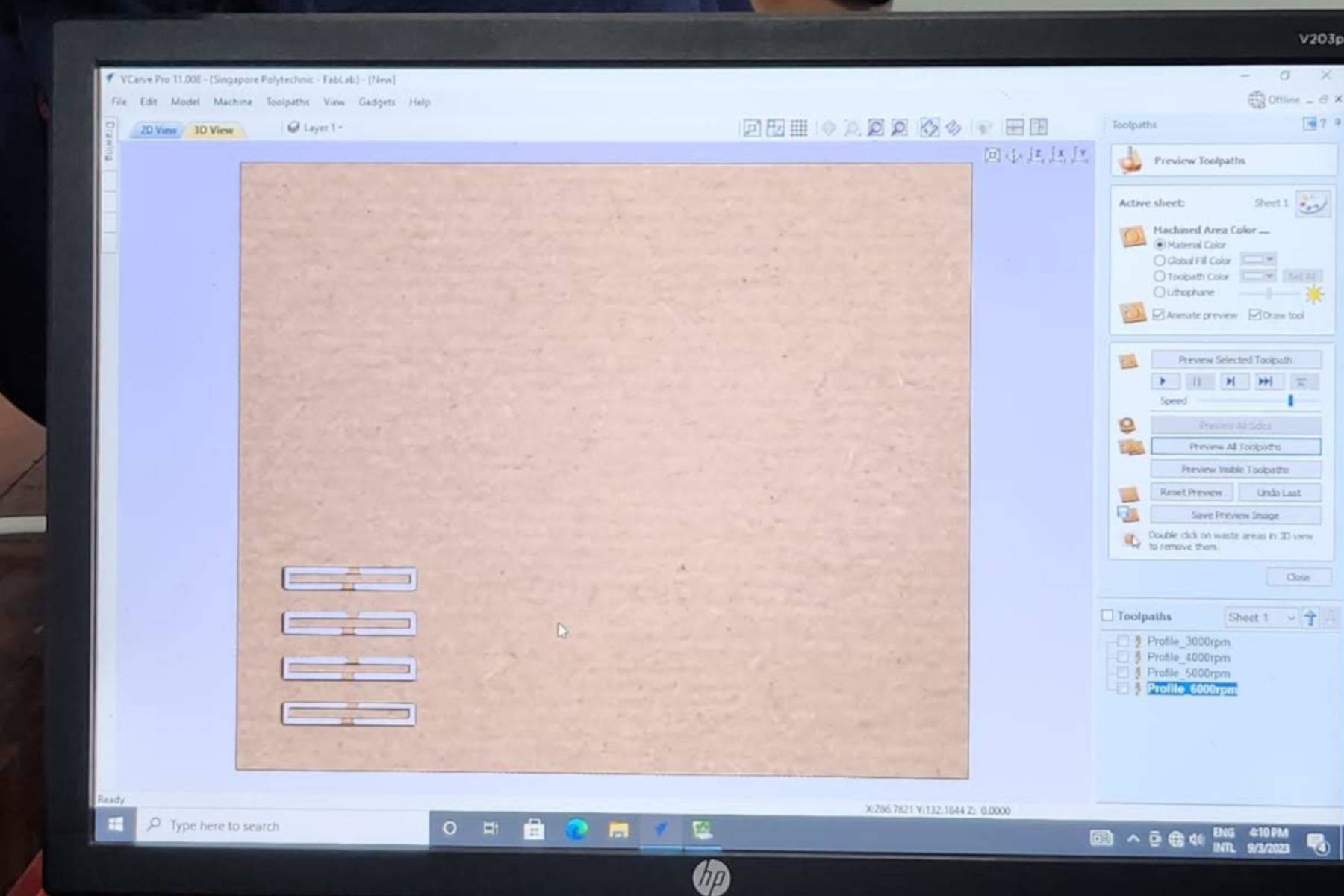 We tested the feedrate at 3000, 4000, 5000 and 6000mm/min. With some guidance, we were able to mill out the template
We tested the feedrate at 3000, 4000, 5000 and 6000mm/min. With some guidance, we were able to mill out the template
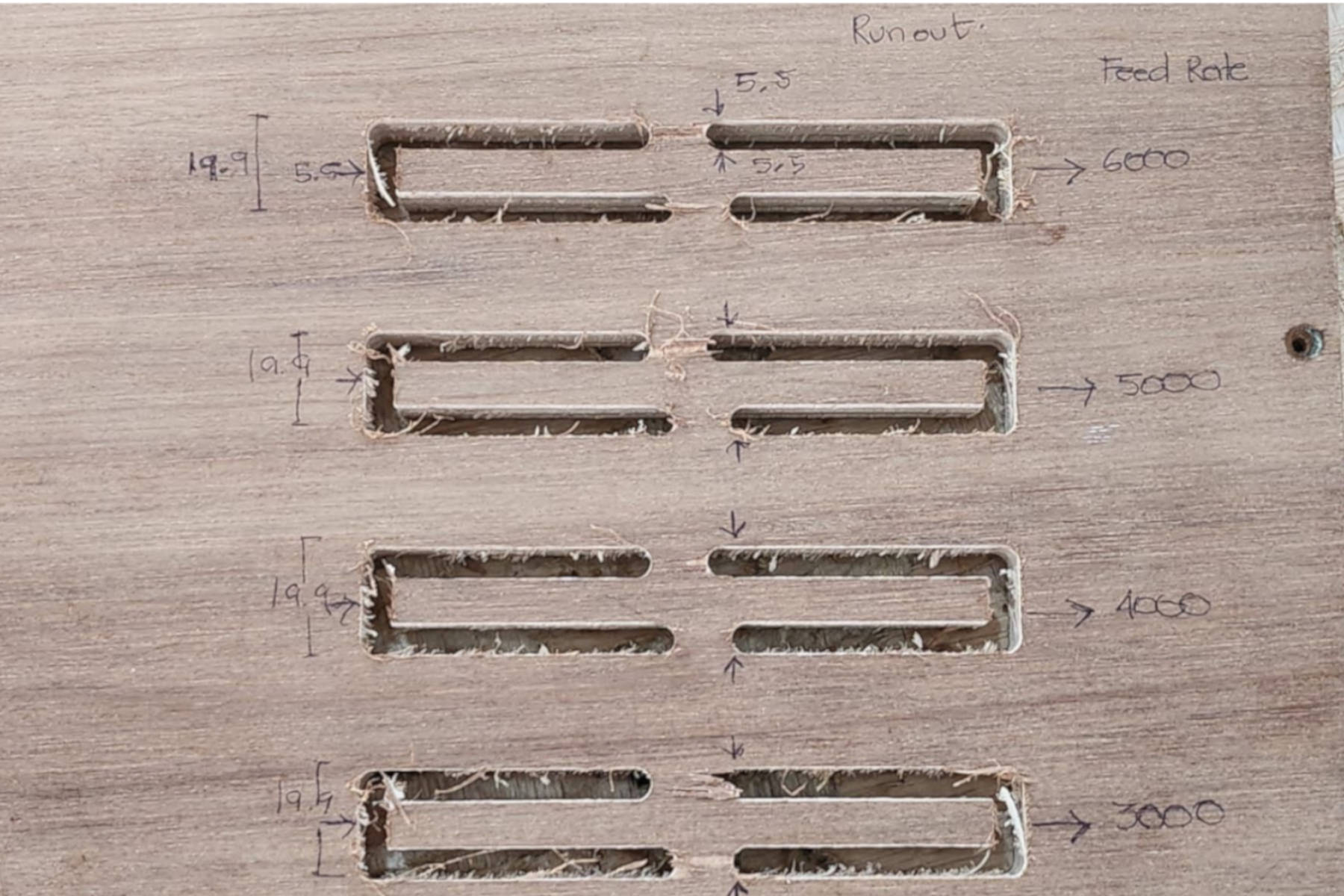 From the template we can see that the chip load increases with the feedrate. At lower feedrate, the finishing was poorer. We determined the ideal feedrate is 5000mm/min. We held the spindle speed constant
at 12,000rpm as that is the default setting for the machine. The spindle speed is not as straightfoward as it has to be done manually at the machine instead of being set with the software.
We also measured the toolpath and found it to be ~6mm, which is the size of the endmill. This means that the runoff and kerf of the milling process is minimal.
We used plywood throughout this assignment as that is the material we have in the workshop for large format machining and will be the material we use for our assignment.
From the template we can see that the chip load increases with the feedrate. At lower feedrate, the finishing was poorer. We determined the ideal feedrate is 5000mm/min. We held the spindle speed constant
at 12,000rpm as that is the default setting for the machine. The spindle speed is not as straightfoward as it has to be done manually at the machine instead of being set with the software.
We also measured the toolpath and found it to be ~6mm, which is the size of the endmill. This means that the runoff and kerf of the milling process is minimal.
We used plywood throughout this assignment as that is the material we have in the workshop for large format machining and will be the material we use for our assignment.