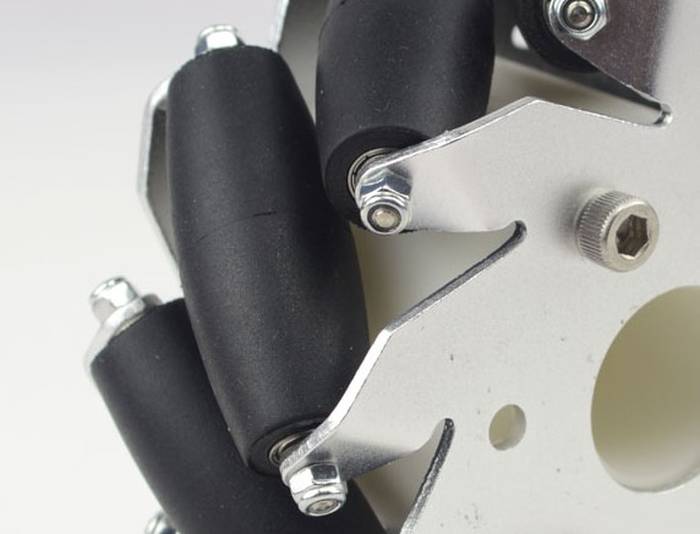
For this assignment my plan was to design a roller to be used in the mecanum wheels that I plan to use for my final project.
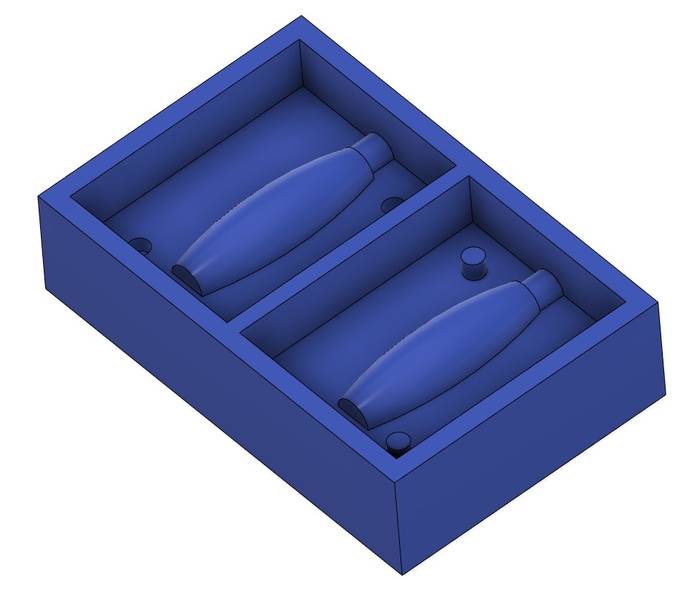
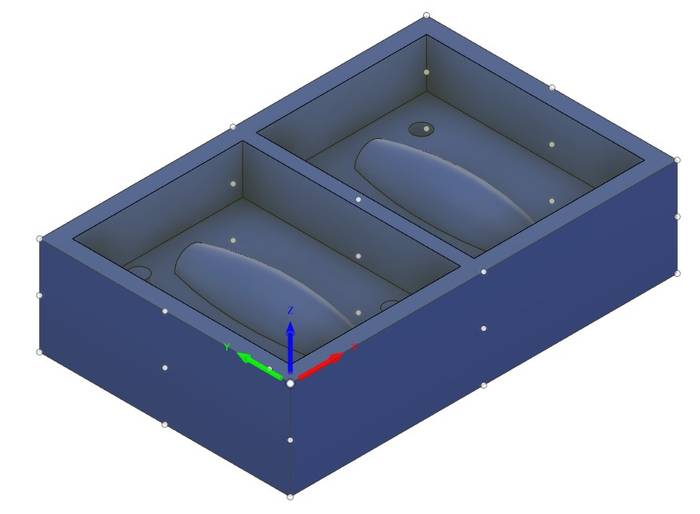
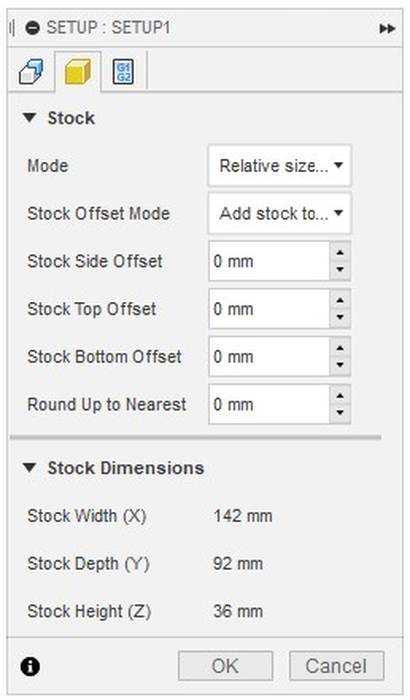
The process starts with the 3D design of the mold, the first thing was to measure the dimensions of the wax available in the lab. In this case the block of wax available is 142x92x36 mm, from these measures I created a cube in which I removed a space in which I placed the 3D model of the rollers, then was simply add some reference pins that will be useful for the casting process and ready.
A very important note is that the model must be perfectly mirror the other, otherwise it will not fit.
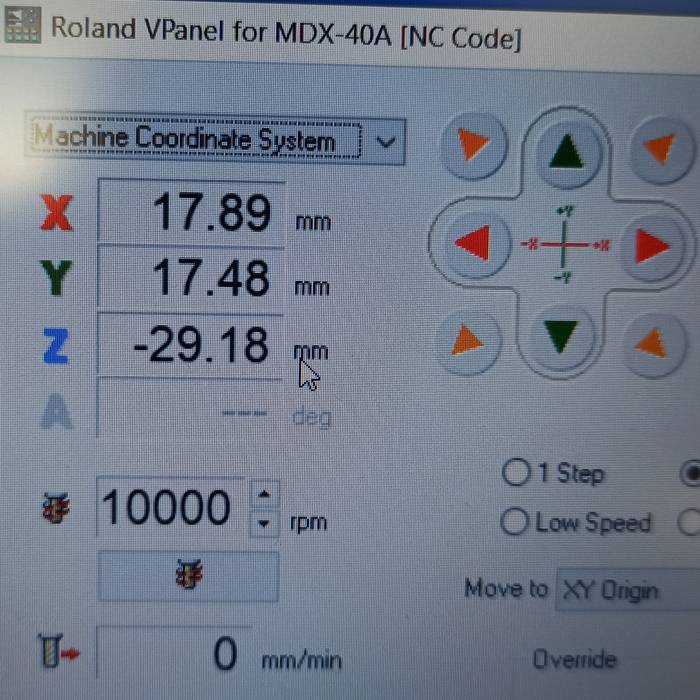
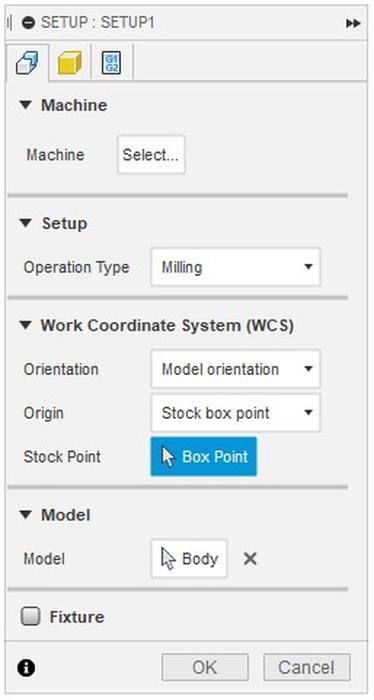
With the 3D model ready now it is time to go to the Fusion 360 workspace called "Manufacture", in that place the first thing is to create a SETUP where it is important to define the coordinates of the machine which must match the coordinates of the machine to be used in the milling process.
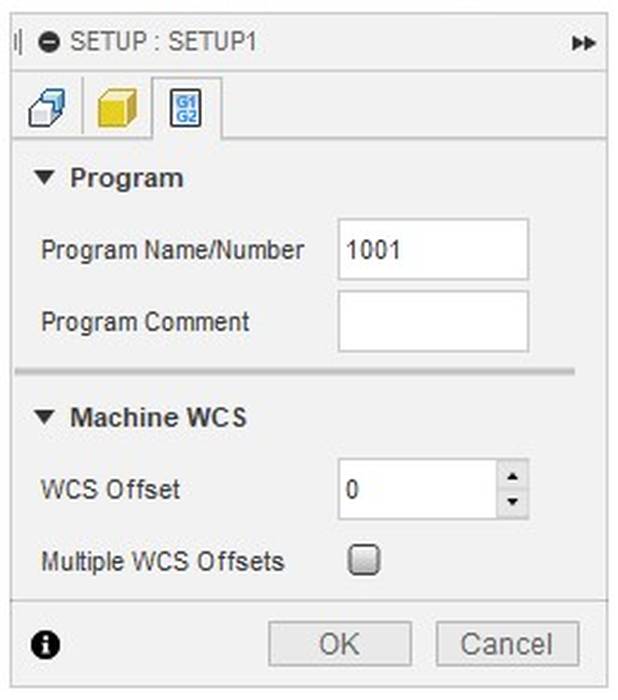
The SETUP configurations are as follows.
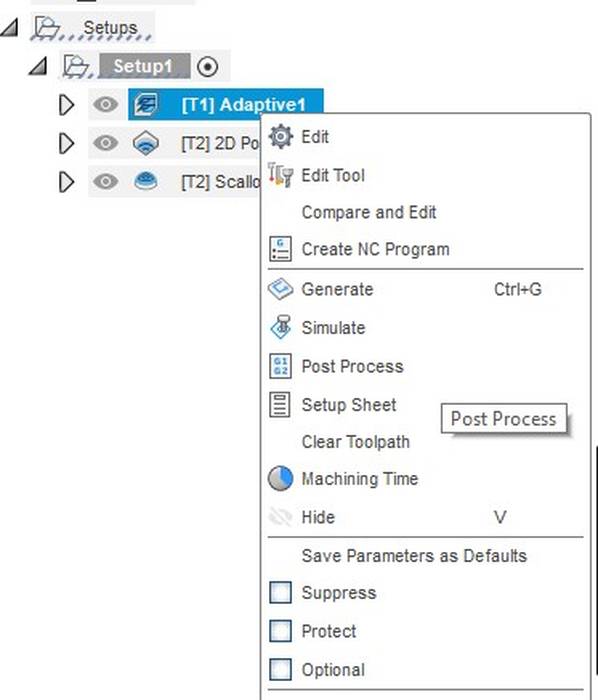
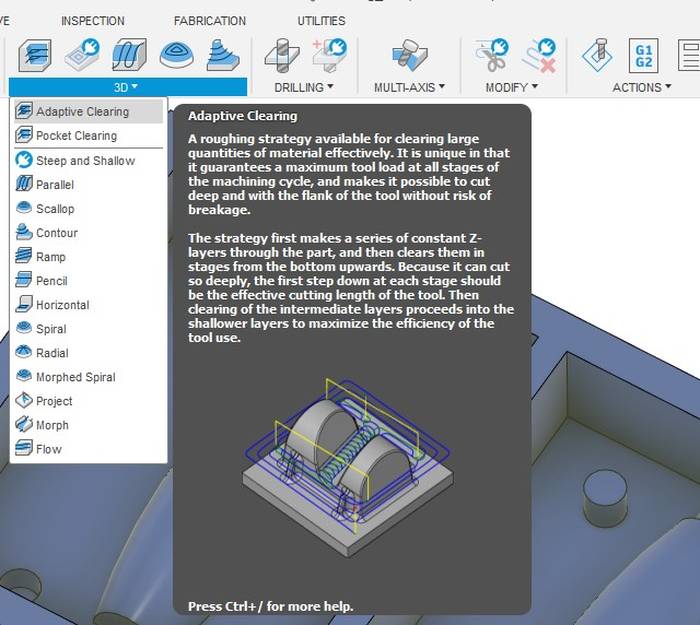
The next step was to use "Adaptive Clearing" as the first pass to remove the first layer of material.
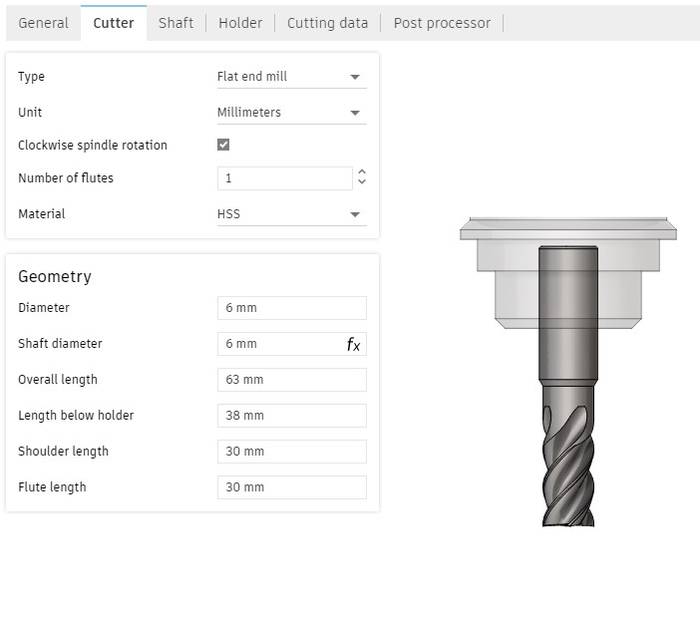
The tool to be selected to do the job should have the same dimensions and characteristics as the actual tool, so it is good practice to measure the actual tool and fill in the values as seen in the following image.
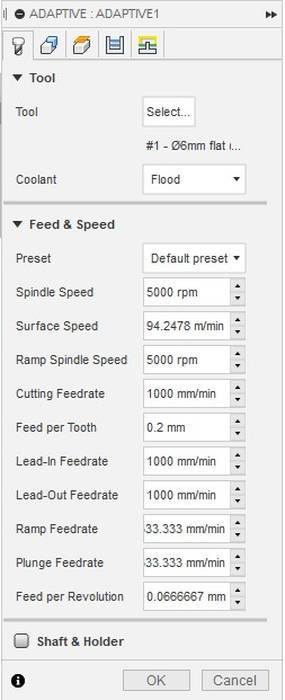
The speed settings are shown as follows.
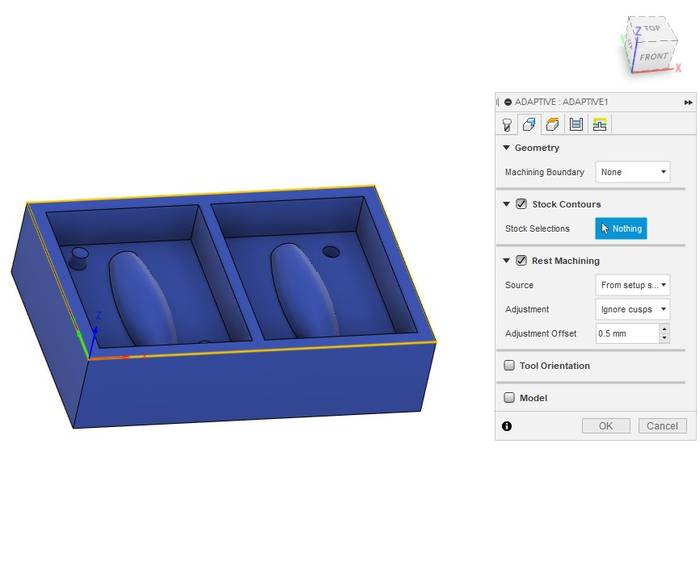
In the "Geometry" tab the settings are as follows.
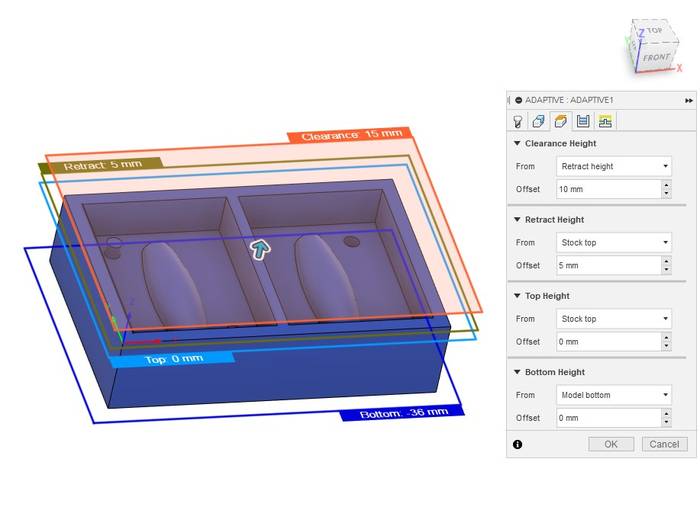
In the "Heights" tab the retraction, clearence, top and bottom distances are as follows.
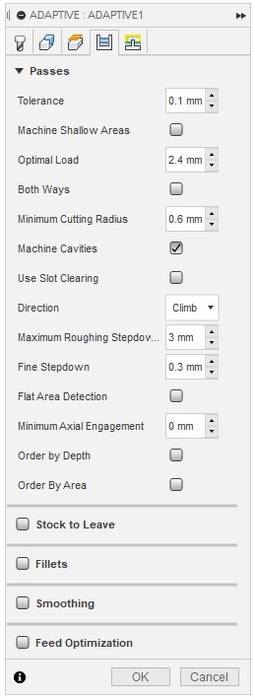
In the "Passes" tab one of the most important parameter is "Fine Stepdown" which defines the height between each pass which the lesser some the final result will have more resolution but will take much more time.
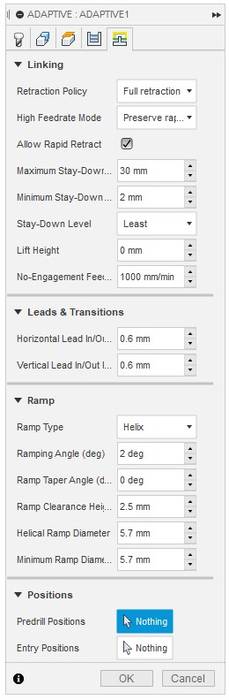
The last tab "Linking" remains exactly the same.
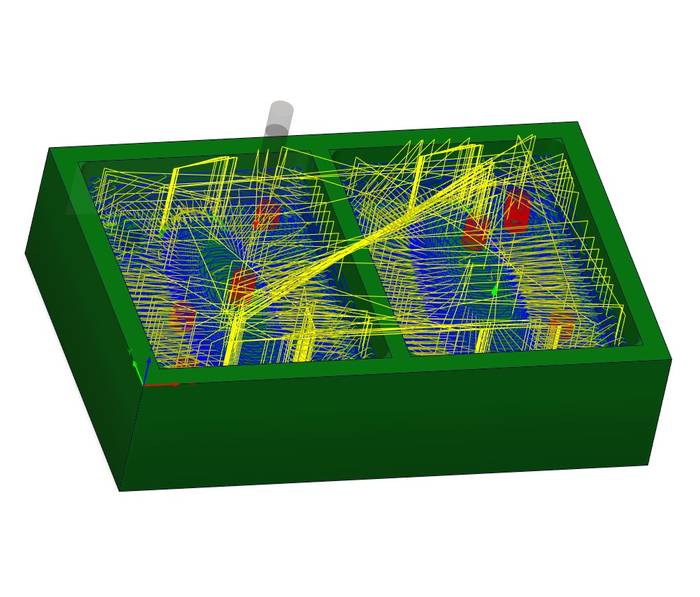
The result of all the paths for this task looks like this.
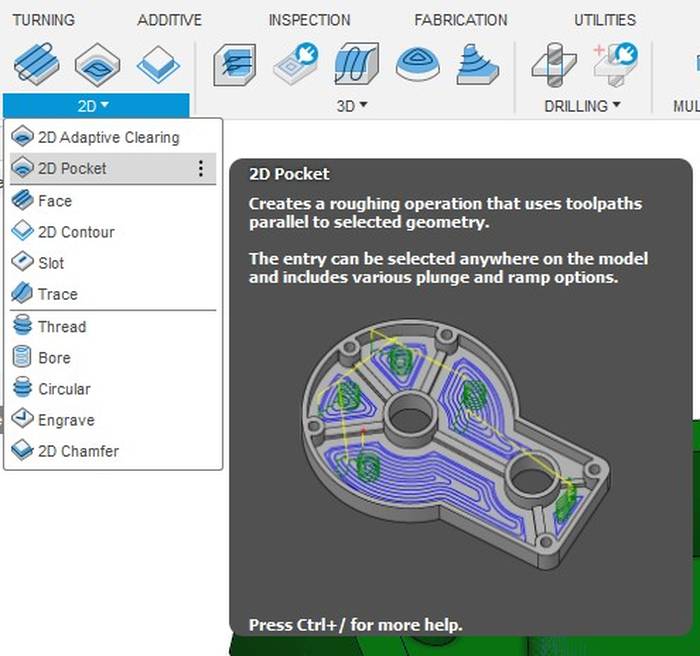
As you can see in the previous image the registration holes were not made so it is necessary to do another task to make them. In this case use 2D Pocket to make the registration holes.
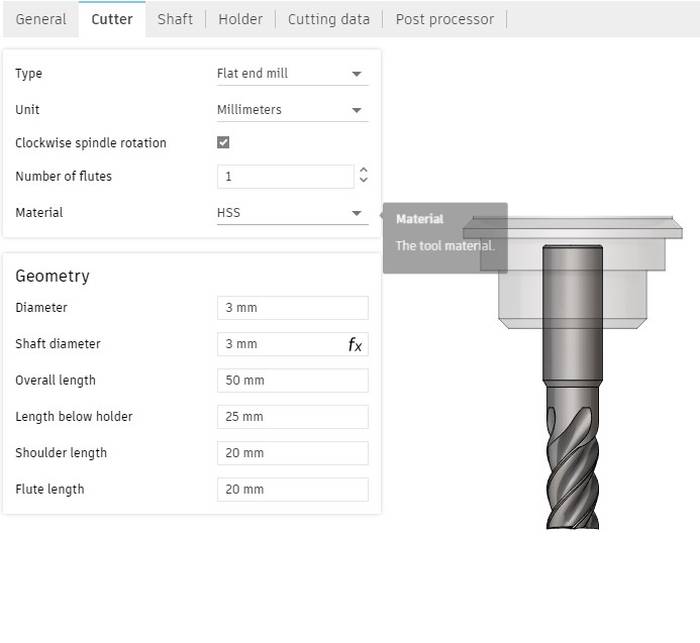
To make these holes I used a smaller tool than the previous one, that tool had the following characteristics.
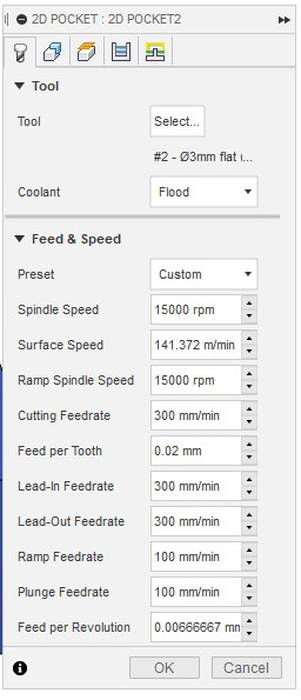
In the "Tool" tab the speed settings look like this.
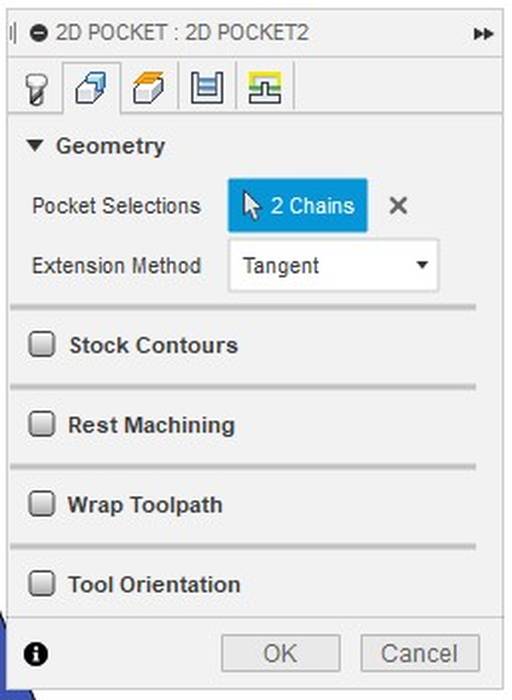
In the "Geometry" tab is necessary to select the geometries that we want to machine, in this case are the log holes to select it is a matter of clicking on the bottom edge of the hole, that highlights the selected geometry and red arrows appear that if they are inside the geometry means that the inside will be milled and if they are outside means that the outside will be milled.
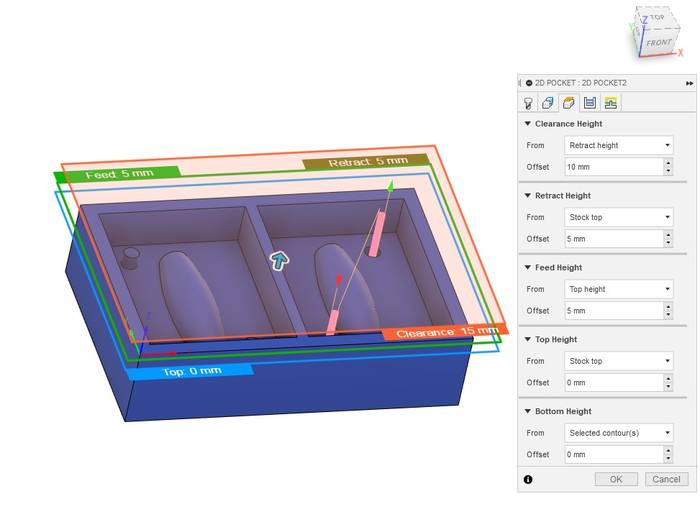
In the third tab "Heights" the tool operating distance is defined, in this case the default values are shown.
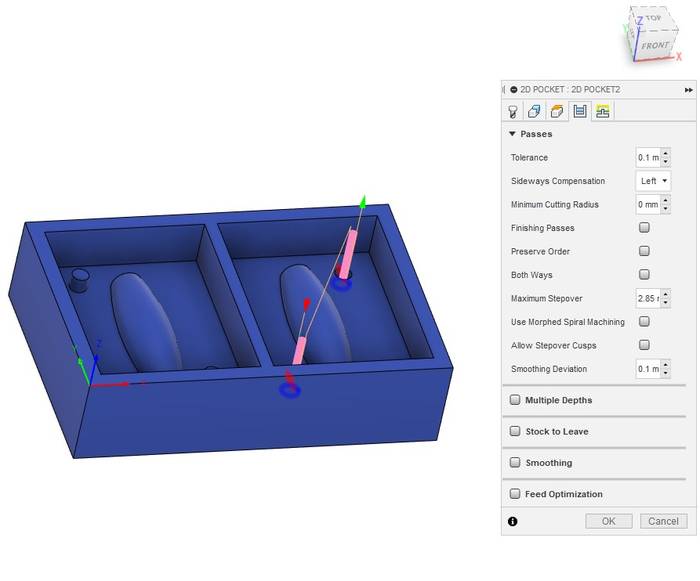
The next tab "Passes" does not need such a low Stepover as it is only with holes.
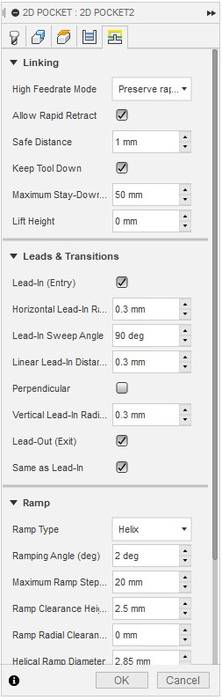
And the last tab "Linkings" looks like this.
At this point the mold already has the basic shape of the roller and the registration pins for the casting. The next step is to make a finer pass that is normally used for the final finish, this last pass can be done in many ways and with different tools, one of the best is to use a Ball End Mill, but this time I only had available a Flat End Mill, the one I used for the "Adaptative Clearing" which is 6mm diameter and a 3mm diameter for the holes, so I used the 3mm for the final finish.
Of all the possible tasks, one of the best final results was "Scallop", that's why I decided to use it as the final finish.
The tool selected is the same as the one used in the previous task, it is a Flat End Mill of 3mm diameter.
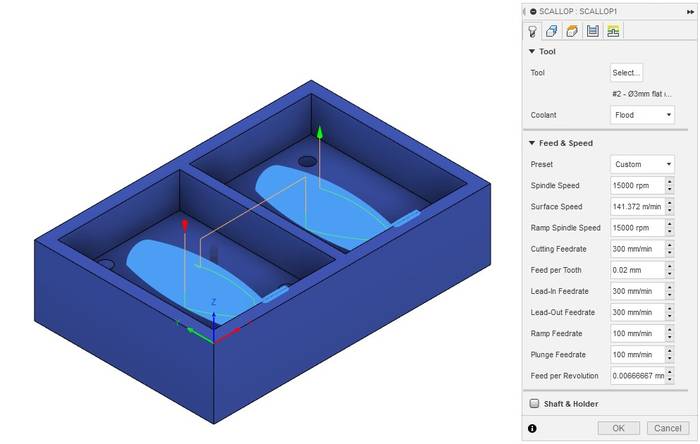
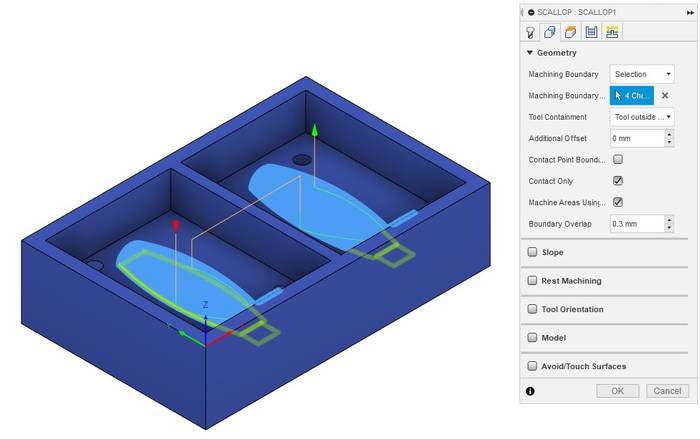
In the second "Geometry" tab it is necessary to select the lower part of the geometry to be milled as shown in the following image.
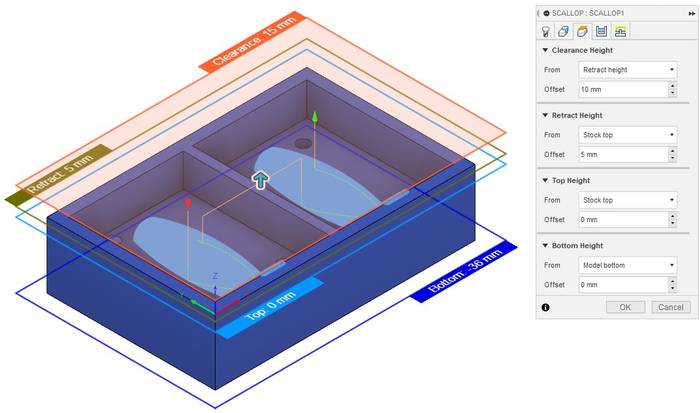
In the "Heights" tab are the default values.
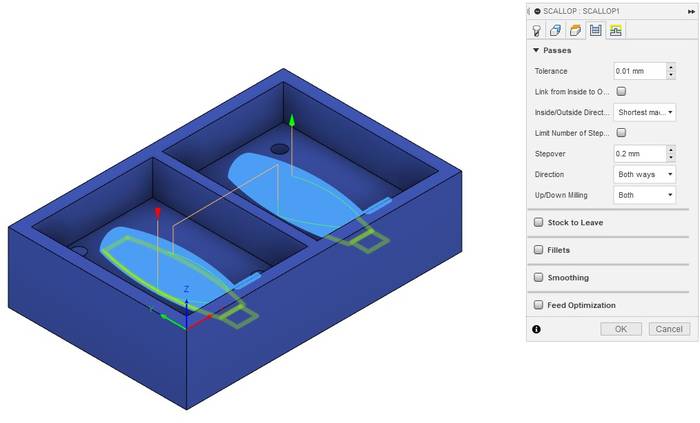
In the "Passes" tab the most important parameter is the "Stepover" because it is the final finishing pass must be a fairly low value, in this case the value I am using is 0.2mm.
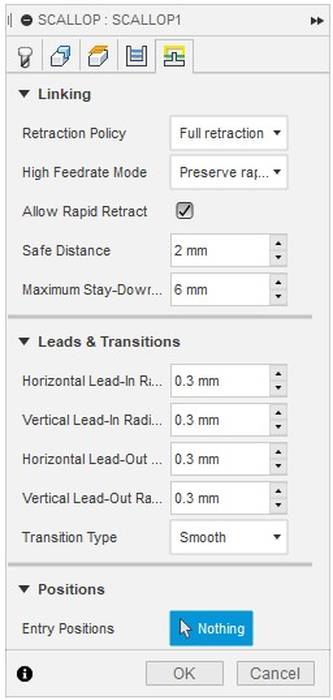
In the last tab "Linkings" everything is kept with the default values.
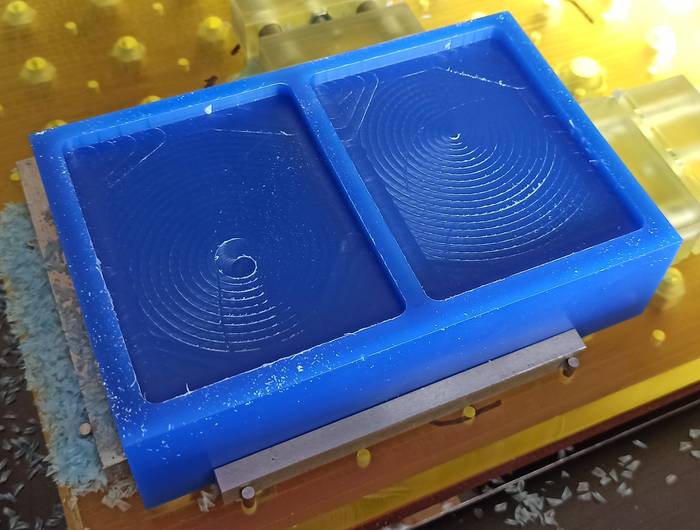
The final result of all the milling jobs look the way they do inside Fusion.
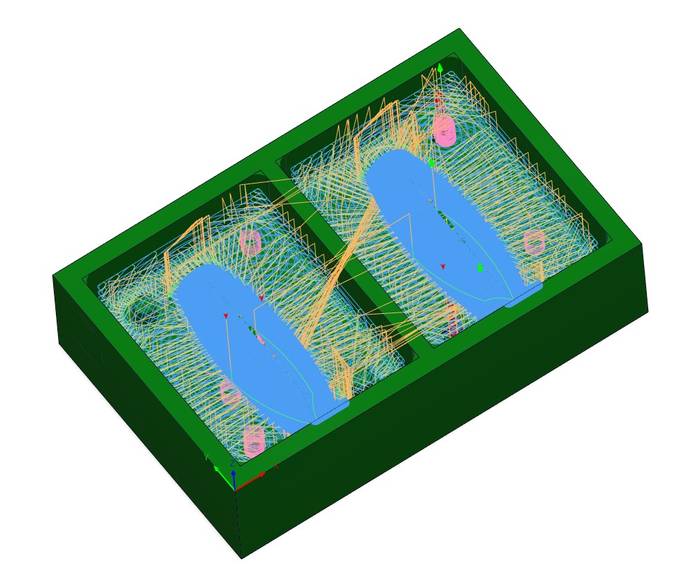
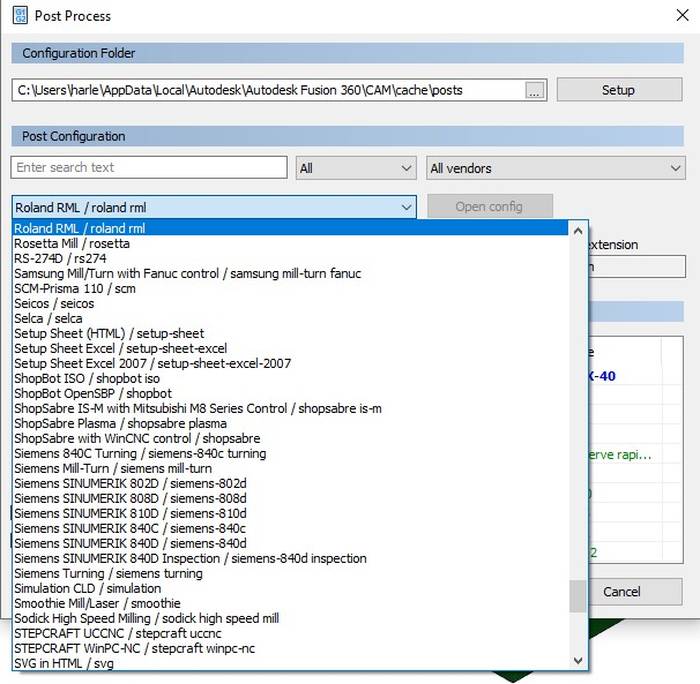
Before exporting any file it is necessary to make sure by means of the simulation that all the milling jobs are being done as intended, it is necessary to verify that there is no collision during the process and if it is possible to optimize a little the pressing time.