Computer Controlled Cutting
Assignment
Group:
-characterize your lasercutter, making test part(s) that vary cutting settings and dimensions
Individual:
-cut something on the vinylcutter
-design, lasercut, and document a parametric press-fit construction kit,
accounting for the lasercutter kerf, which can be assembled in multiple ways
Laser Characterization
I have a 50 Watt ULS V-460 CO2 Laser at home that I'll be charaterizing for the group assignment. The machine is from 2005 and has a fairly simple workflow:
- 1. Turn on the laser
- 2. Turn on the exhaust and compressed air
- 3. Open or create a file with Corel Draw
- 4. Make sure curves you want cut "hairline" linewidth and areas you want engraved are filled solid
- 5. Make the dimensions of the Corel Draw file match that of the laser cutting area, 24" x 18"
- 6. Position workpiece on the cutting bed (document and cutting area in between rulers are the same)
- 7. Focus the laser using the provided jig and the front panel interface
- 8. Print the file from Corel Draw, choosing V-460 as the printer, and select preferences
- 9. Consult the machine documentation attached in the weeks files for the proper settings for your material
- 10. After selecting particular settings, confirm, and press the print button
- 11. Once you press print, the file should appear on the machine's display
- 12. To begin the cutting/engraving, press the green start button when viewing the file you want to cut in the file display
There is no job manager, simply the print driver with the ability to color map, vector cut, vector engrave, and raster engrave.
1/8" Baltic Birch Plywod is the primary matierial I use on the laser, so I'm going to do some test cuts to try to hone in on the most accurate and the quickest print settings for this material. ULS provides a thorough material settings guide that gave me a good starting point for my tests.
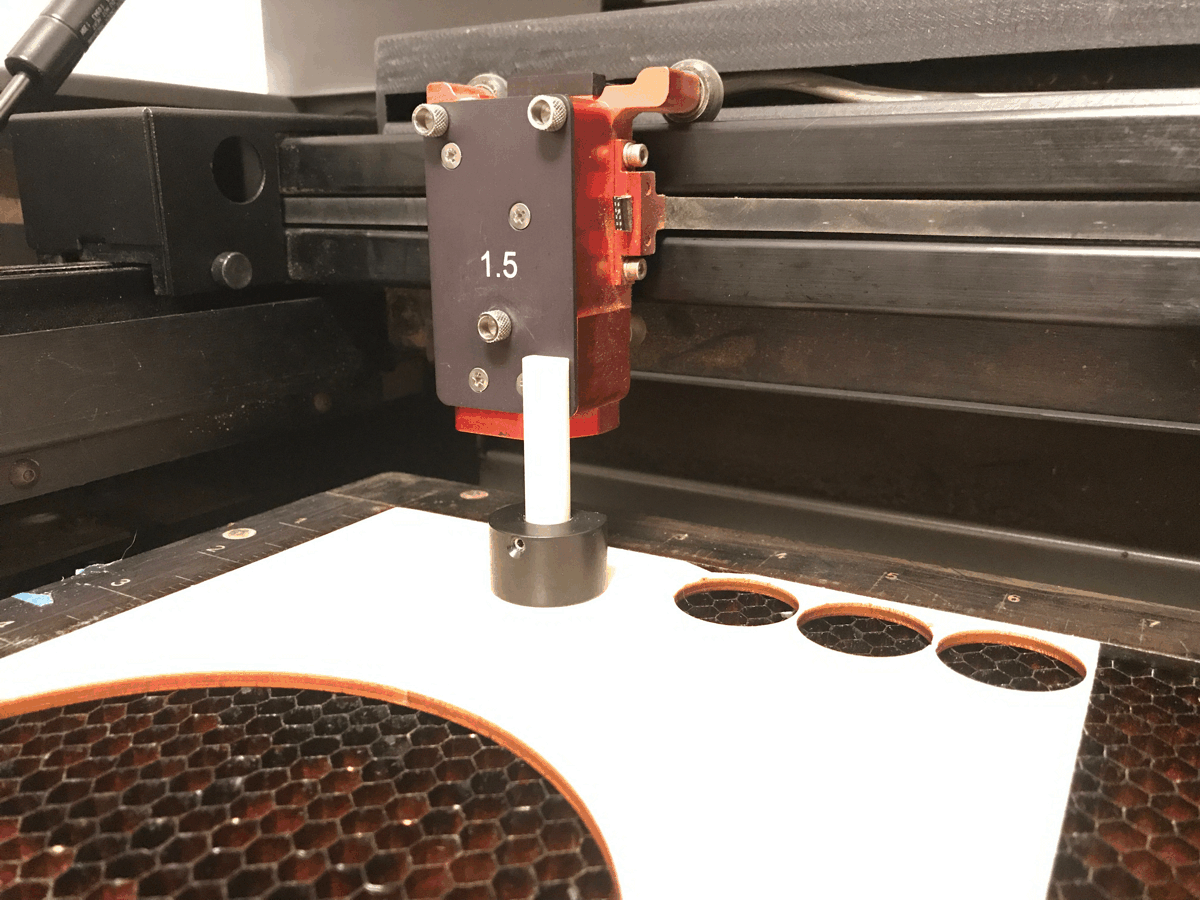
This machine simply has a manual focusing jig that I've found to be well adjusted (the kerf is the thinnest when the laser focus is set using the jig.) The lens has a focal length of 1.5". To minimize the number of cut variables, I'll manually focus the laser with the 1/8" Baltic Birch and maintain this setting throughout all tests. I'll also maintain PPI at the recommended setting of 250. This setting depents largely on material flammability and wood will burn, so I think it's safe and resonable to maintain this setting. That leaves us with the power and speed to tweak.
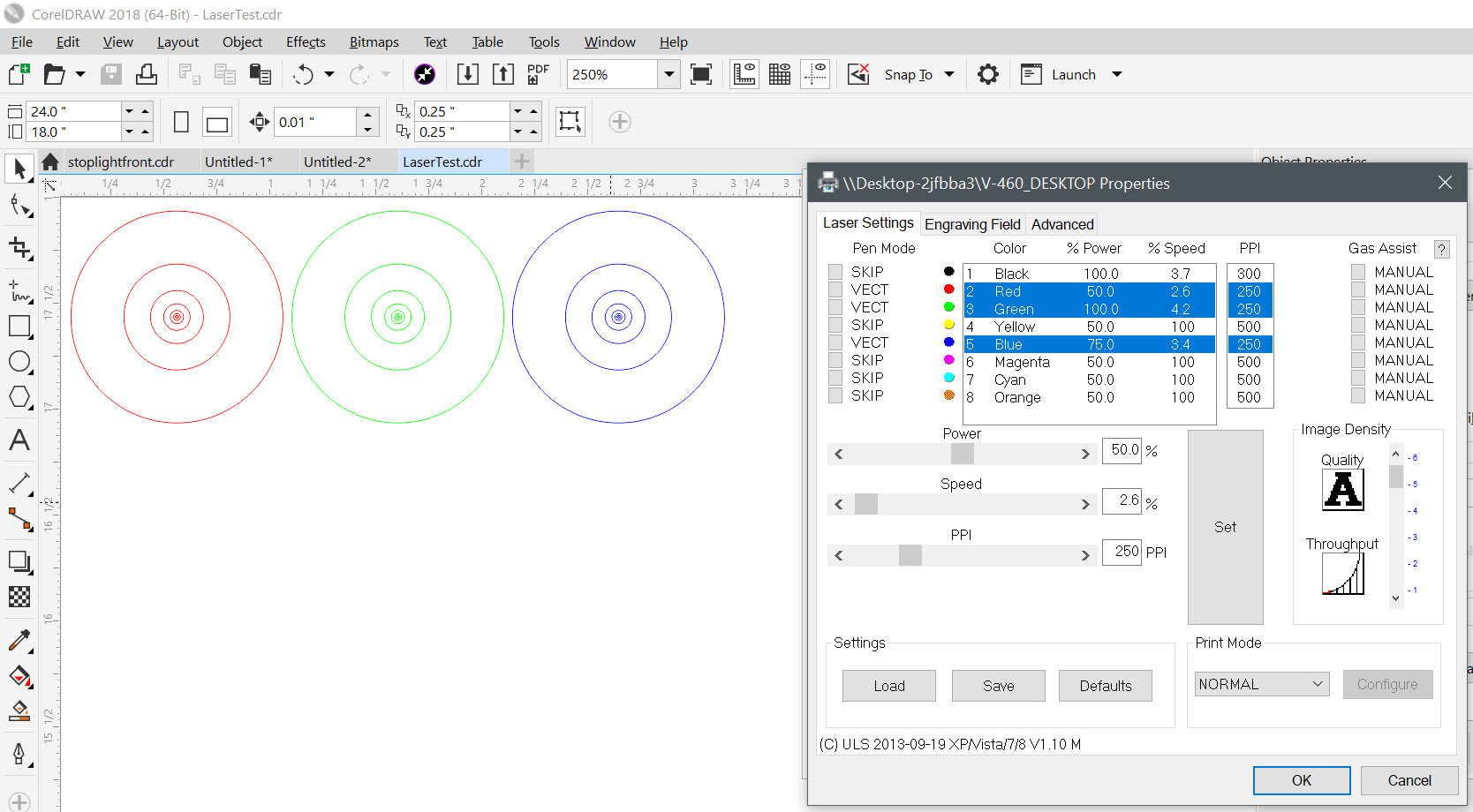
My test file is a series of concentric circles from 1" to 1/128" or 1.00" to .0078".
I'm starting with the recommended settings from ULS for the red curves, 50 Power, 2.6 Speed, and 250 PPI. I'd like to be able to make quicker cuts on designs that are don't require as much precision, so I'll try increasing the cut speed and power on my test cuts. The blue curves I'm increasing the power to 100 percent and bringing the speed up to 4.2 (from previous experimentation I've found this is the quickest I can run the machine at full power to get consistent cuts in 1/8" wood. Finally, I've chosen an intermediate setting for the green curves, 75 Power, 3.6 Speed.
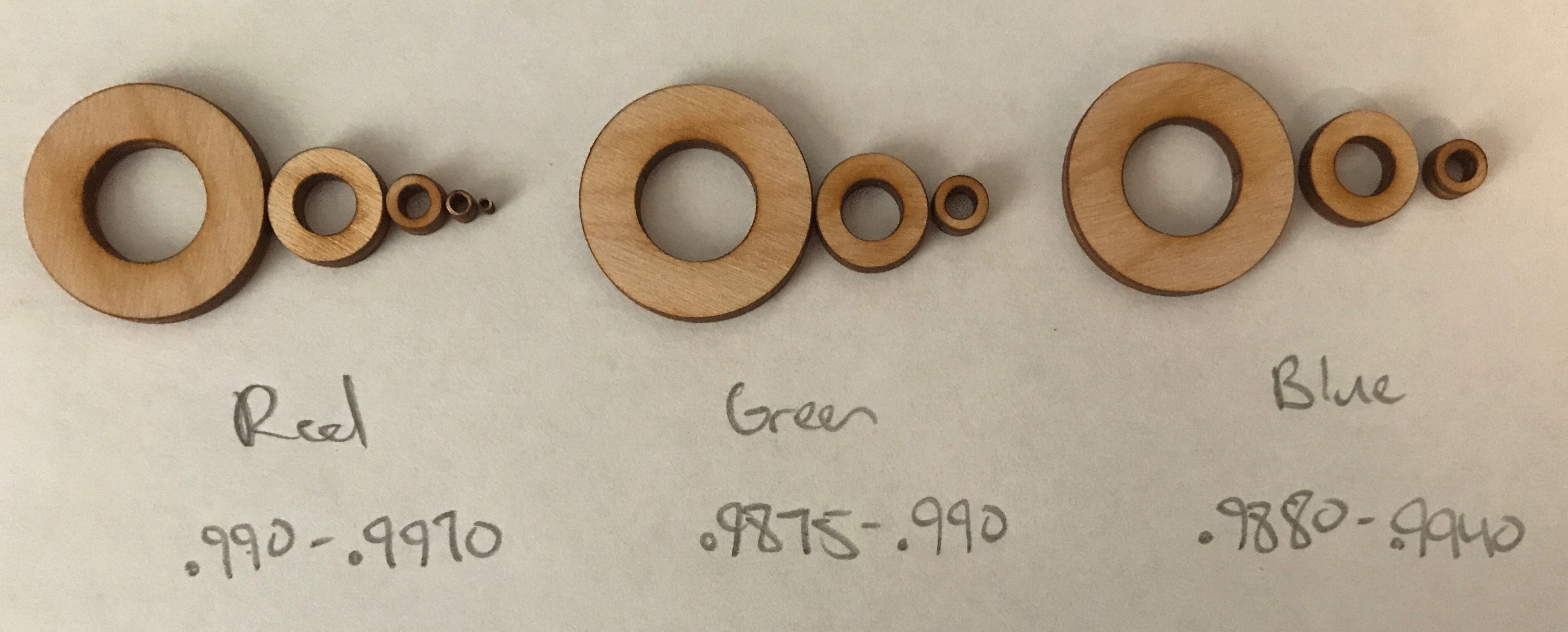
All these settings cut through the material consistently, and showed some interesting results in respect to tolerance. The recommended settings maintained the tighest tolerances -- the 1" circle measured from .990" to .9970". I'd attribute the local variation to a few factors -- some difference in the tuning of the x and y axes, a lack of perfect perpendicuarity between the beam and the material, slight movement of the material during cutting and the acceleration/deceleration of the axes. On the other end of the spectrum, the quickest settings measured fro .988" to .990" clearly some of the cutting power went into ablating more of the material than with the lower speed and power setting. The intermediary setting had fairly expected results, with the 1" circle measuring from .986" to .994".
Conclusions
The cutting kerf of the laser is approximately .005" under standard settings. Cuts do noticably taper over the material thickenss. Tolerances are variable enough that approximating the effective kerf past .005" seems counterproductive as we're nearing the range of tolerance for other factors that can effect the cut. When making press fit pieces, a tolerance of about .01" actually seems to be quite effective for allowing easy construction and allows us to very conveniently design slots as the material thickness. One note, I do want a faily loose fit on my peices, I'd probably go down to a .005" fit tolerance if I wanted more of a tight fit.
The smallest circle with a diameter of .0078 was completely ablated, leaving a void and no material left over while the next size up, .0156" did just barely cut, though the quality was subpar because the ratio of material cut to material left was quite large. I broke this small piece just trying to handle it. A hole this size seems reasonable, but parts with features this size would be fairly unusable. Finally the circle with diameter .03125" cut out resonable well and was strong enough to handle and stand up to some force. Of course with the kerf size of approximately .005", these parts differed from their specified dimension by a noticable amount. Anything smaller than .05" should use kerf offsets to maintain reasonable tolerances. On most large parts, a kerf of .005" is well within construction tolerance, especially if glue is being used to adhere parts together.
Vinyl Cutting
To Use the Vinyl Cutter
- Turn on the machine
- Load a svg, dxf, or other vector based file into the Silhouette Studio Software(or trace an image within the silhouette software itself)
- Position and/or resize the vector curves on the workplane
- Cut a piece of vinyl (give about a half inch of extra space from the edge of your design and position it on the cutting mat in the same orientation it appears in the software
- Next switch to the cut menu in the software
- Choose the material you are using and adjust the blade setting accordingly
- Load the cutting mat
- Send the file from the software to the vinyl cutter
I didn't have any exciting ideas for vinyl cutting this weekend, so I ended up just making a sticker for my computer and getting used to the workflow surrounding the vinyl cutter. The machines in our lab are the Silhouette Cameo Electronic Cutting Machine.
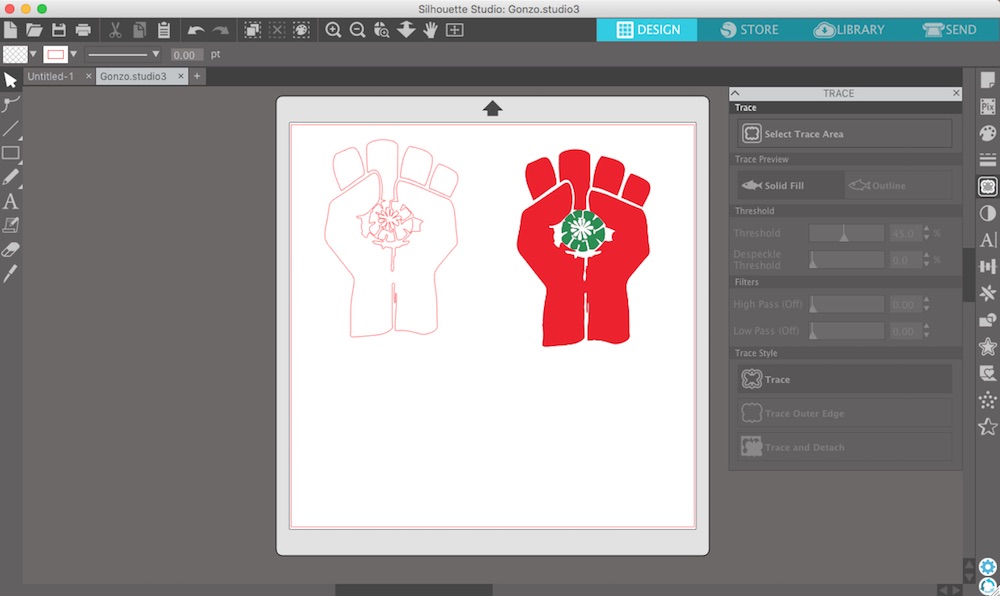
I chose an image from the internet (Hunter S. Thompson's campaign logo from his run for the sherrif of Aspen, Colorado) to make a sticker from. I was getting ready to open up Gimp or Inkscape to do some tracing when my classmate, Sarah, told me that I can do all of that in the Silhouette Studio software. The software was intuitive and simple to navigate. Tracing went smoothly. Everything was a breeze...and then the cutting began. I foolishly assumed the physical settings of the machine were correct, loaded my vinyl onto the cutting mat and into the machine, and pressed cut. A few seconds into the cut I saw a small birds' nest of vinyl forming around the cutter. Some of the small detail was destroyed, but the cut seemed to be continuing alright. When it finished and I tried to remove it from the cutting mat, I realized that the knife had been cutting all the way through the vinyl, the backing, and into the cutting mat. Whoops. I removed the knife and find it has been set to its full depth, 10! I consulted with another lab user that was more experienced with the vinyl cutters and found that the correct setting was closer to 3 or 4. With the correct settings dialed in all the cutting went smoothly. I used transfer tape to pull the vinyl I cut from the backing and place it on my computer.
Parametric Construction Kit
So for this project I wanted to challenge myself to continue using Grasshopper. At first I was just going to make a little construction kit modeled in Rhino with tabs that I'd be able to alter, but I instead opted for a fully parametric design solely in Grasshopper. I did this largely as a modeling challenge and to give me a chance to gain more familiarity with Grasshopper's unique environment.
Before we jump into the process, let me first say a few words about Grasshopper. If you don't know, it is a plug-in for the CAD program Rhino. It is a visual programming language that allows for parametric, algorithmic, and generative design within the Rhino environment. It can be a little intimidating to start using Grasshopper. I had a little bit of experience with it prior to this class, but mainly just tweaking settings on other people's files that I downloaded. There is a lot of support online for the program, and other users seem to be quite helpful in sharing their knowledge. I'll try to be one of those users, though I'm still learning a lot and often find I have to do things wrong a few times before I figure out how to use everything efficiently. More than once this week I've been working on a file and muddled it up so badly that it was easier to start over and fix my mistakes as I recreated everything than to attempt to correct the original. I learned a lot doing so and my files began to feel more orderly and organized. Check out below for some links to Grasshopper documentation online. >
Modeling
Number One
So this is the design I first imagined, sketching in Rhino:
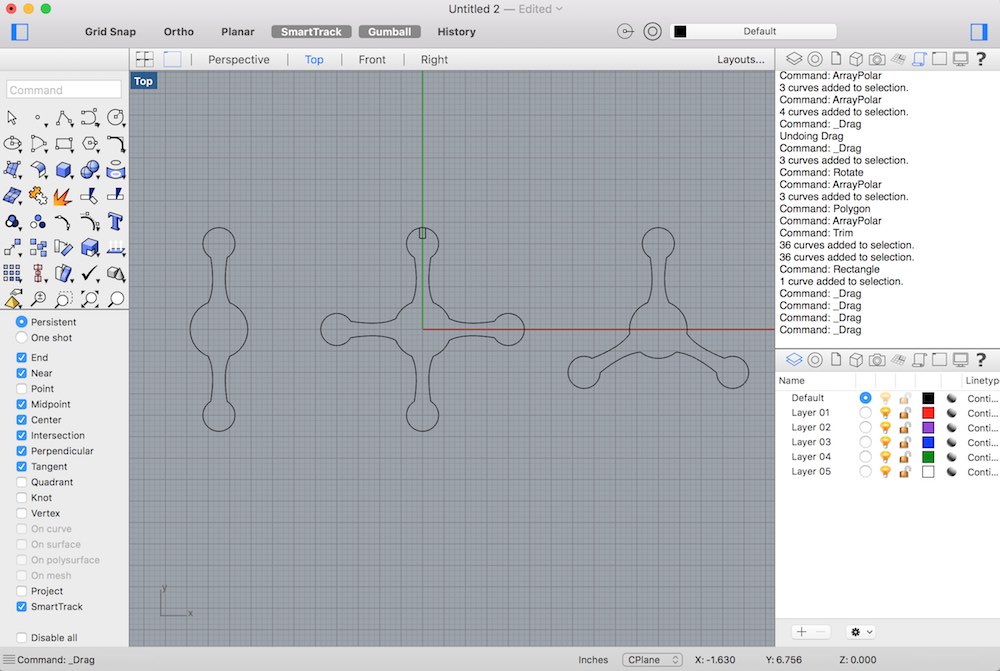
After a number attempts with Grasshopper that ended in frustration, I finally worked out some of the kinks and completed a model that resembled what I had initially imagined. The file is still a bit of a mess and as you'll see later, fails when outside of a certain working range.
Here is a tour in the Grasshopper environment of my first complete working sketch:
And here is a video of me operating that file:
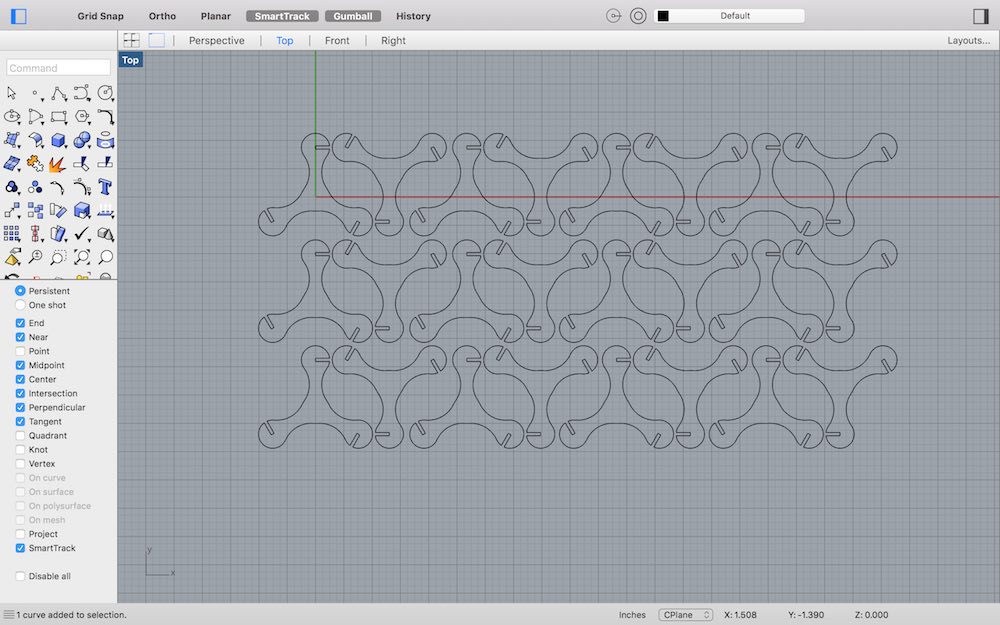
As you can see, the model "breaks" often when parameters do not match up and completely fails when anything other than a triangular array is selected. That being said, I did like the range of changes it allowed for, and settled on a version of the design that I liked the look of.
I transfered that geometry into Rhino with my slot width carefully selected. My material measured .125 inches and our laser produces a kerf approximately 10 thousandths of an inch, so I set the slot width to .115 for a tight interference fit.
I did end up using Rhino to array and arrange the pieces for layout on the laser engraver as you can see below
From Rhino, I exported the geometry as a DWG so that I could easily import it to CorelDraw, the program that the Lab uses for its laser engraver/cutter.
That's the end of the modeling part for this constuction kit
Number 2
So this idea came after cutting the first project and thinking about how to minimize waste and/or leave a functional offcut.
Number 3
So after getting a tabbed grid to work for squares, triangles, and hexagons (the available stock grids in grasshopper), I wanted to go big and try for a grasshopper file that could make a range of tabbed tesselated shapes. I finally got the tesselation to work but only under certain circumstances, and it wasn't very pretty. I gave up on putting the tabs in. I'm sure that there is a way to better and more generally define a tesselation in grasshopper, but this one kinda works, and it was a learning experience making it.
Number 4
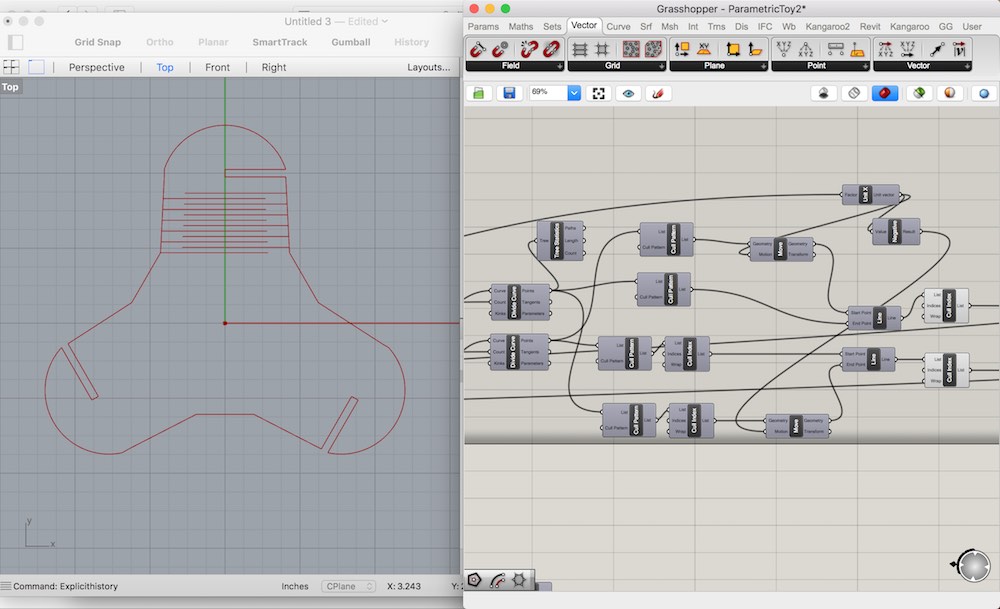
After the first few projects in Grasshopper, I was starting to feel more comfortable in the environment and wanted to try one more thing, to add flexible joints to the triangular construction toy. Creating the linework for these joints seems like something Grasshopper would be well suited to perform fairly efficiently
It actually was easier than I thought. I divided the lines that defined the arms of the object, offset those points from the the curve in the x direction, and connected the offset points to the original points on the opposite curve with lines.
Number 5
Last one. Got inspired by how easily and efficiently creating the joint lines worked. Decided to try to model a simple four sided pyramid shape with curved faces (there is probably a better name for that shape), unroll a flat surface from the faces, and parametrically define a joint pattern within the edge curves of that surface.
Pictures and videos to come!
Laser Cutting




To download my files click here: