Assignment for this week: Design a 3D Mold, Machine it and cast parts from it.
Investment Casting
The team took a little detour and found out more about what Investment Casting was about. The activity took place in the Materials Lab @W1414.
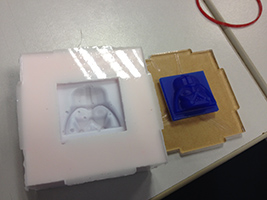
Step 1 : Creating the Mold















It was an interesting experience doing Investment casting and learning this 5000 year old process :)