Milling PCBs on the Roland Modela using Fab Modules
Step 1: Setting up USB Interface
Newer editions of the Fab modules seem to support the Roland cable and so you don't need to build or buy one. We needed to have the correct USB→ serial converter cable (the one listed here), and then the appropriate serial-parallel converter. Build a female DB9 to a male DB25 if you need to. The pinout can be seen here [1]: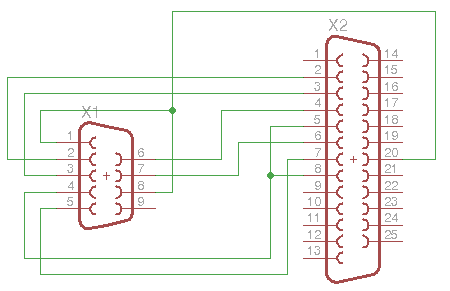
Set up permissions to access the USB serial port on the computer
- Open a terminal window in linux (CTRL+ ALT + T)
- Add write permission for USB0.:
$ sudo adduser <username of linux device> dialout
$ sudo chmod a+rw /dev/ttyU*
Note: The fab modules expect the Modela to be at /dev/ttyUSB0
- Update to the latest fab modules
Check to see if you need to update fab modules with
$ sudo fab_update
If you don't have the latest version, update:
$ sudo fab_update install
- Run fab modules in the terminal
$ fab
- Select input as PNG, output as Roland Models .rml and click the
“make_png_rml” button to open the new window.
- Once in the new window, you must load the particular PNG file of
your circuit or board outline. In the left column, click “load
PNG” and select your file.
- Set the Z depth to -0.15 mm, set the speed to 3mm/s and set up your X and Y offsets. Be aware that your PCB image might already have an offset built in (the traces don’t usually start exactly on the edge of the image).
Step 2: Preparing the Modela
From this point on, these instructions mirror those in this video.- You need to place the PCB to be cut on top of some sacrificial
material. (Setting up
the bed video) You can use a second PCB for the sacrificial
material. The board you wish to cut should be on top. The second
board is a sacrificial board so the when you cut all the way through
the top one, it won't damage the bit or the machine’s table. Affix the
sacrificial board to the mill’s metal table with flat 2-sided
tape. Note: The 0,0 coordinate of this machine is at the bottom
left corner of the grid design on the metal plate.
- Now affix the PCB you wish to cut on top of the sacrificial material
with flat 2-sided tape.
- If you are using scrap PCB material, move these offsets to a blank
spot on the PCB. Click the “move to Xmin and Ymin” button to
check this out. If the spindle doesn’t stop on its own, click
the button again.
- For traces we will only use either the 1/64th inch bit or the 0.01”
(10 mil) bit for this. Fab modules will automatically calculate
the offsets for the thickness of the bit you choose. I used the
1/64” bit for my traces.
- Enter view mode on the Modela by pushing the “view” button on the
machine. The gantry should move to the back right and the table
should come forward. Turn off the Modela before changing the
bit. (Changing a
bit video)
- You can change the bit here. Put the bit in a couple of
millimeters deeper than you normally would. It should stick out
of the shank about 1.25 inches. Tighten the setscrew snuggly.
- Take the modela out of view mode by pushing the “View” button on the
machine. This will bring the drill to 0,0 on the X and Y (the drill
will now be at the bottom left corner of the table) and the Z axis
will be up in the air.
- Go back to the computer and click the “go to Xmin, Ymin”
button to move to the X and Y offset values you entered. The
mill should move to this point. Don’t be alarmed if the spindle turns
on. If the spindle does not automatically turn itself off again
after the X and Y axes stop moving, click the “Go to Xmin, Ymin”
button again.
- Back on the Modela machine, Press and hold the Z
down buttons to move the Z axis to within a few millimeters of the top
PCB. The spindle will turn on when the Z axis moves. Once you
release the button, the spindle should stop. If it doesn’t, press the
Z up button once.
- Loosen the setscrew on the spindle and drop the bit until it touches
the top of the PCB. Tighten the setscrew until it is snug.
- Now double check your values for speed, Xmin, Ymin and Z depth. (Creating and running a job video) Once you have all the settings set as you like them, we will double check everything is set up right with a simple checklist
- Click “Make Path” button again
- Click “move to Xmin, Ymin” button again
- Click “Make .rml” button to create the RML file. (this is stored
in the /home/cpcc/Desktop/fab_src directory with the name
“fab_mod_<name of original PNG file>.rml”. If needed, you can
send this directly out the serial port to the machine with a
terminal command such as $ cat
‘/home/cpcc/Desktop/fab_src/ab_mod_<name of original PNG
file>.rml’ > /dev/ttyUSB0
- Once the traces have been milled, you can cut the board dimension
shape. Close your current design and click “make_png_rml” button
again in fab modules (run $ fab again if you closed everything
completely.
- Select your board dimension or cutout image and select the "Cut out
board 1/32"
- Increase the "cut depth (mm)" a little depending on how thick your
PCB material is. We used 0.68" If you make this deeper, be
sure to slow down your speed.
- Use the same process as before to change the bit from 1/64th" bit to the 1/32" bit.
- Once the PCBs are finished being milled, you can move on to soldering.
References:
[1] Talking to a Roland Modela from Linux
[2] How to Make circuits on the Modela Milling Machine