Week 9 - Molding and Casting¶
Group assignment¶
- Review the safety data sheets for each of your molding and casting materials
- Make and compare test casts with each of them
- Extra credit: try other molding and casting processes
Material Safety Data Sheets¶
Oomoo¶

Oomoo is a relatively safe material. It’s a silicone rubber that is used widely by hobbyists and makers.
“Not a hazardous substance or mixture according to United States Occupational Safety and Health Administration (OSHA)”
However, we will still keep best practices and avoid exposure, while performing everything outdoors for good ventilation.
Resin (Styrene)¶

Main things to note are this is a flammable liquid and vapor, and it can cause skin and severe eye irritation, as well as harm lungs. It has acute toxicity if inhaled, but “contains no components considered to be either persistent, bioaccumulative and toxic (PBT), or very persistent and very bioaccumulative (vPvB) at levels of 0.1% or higher.”
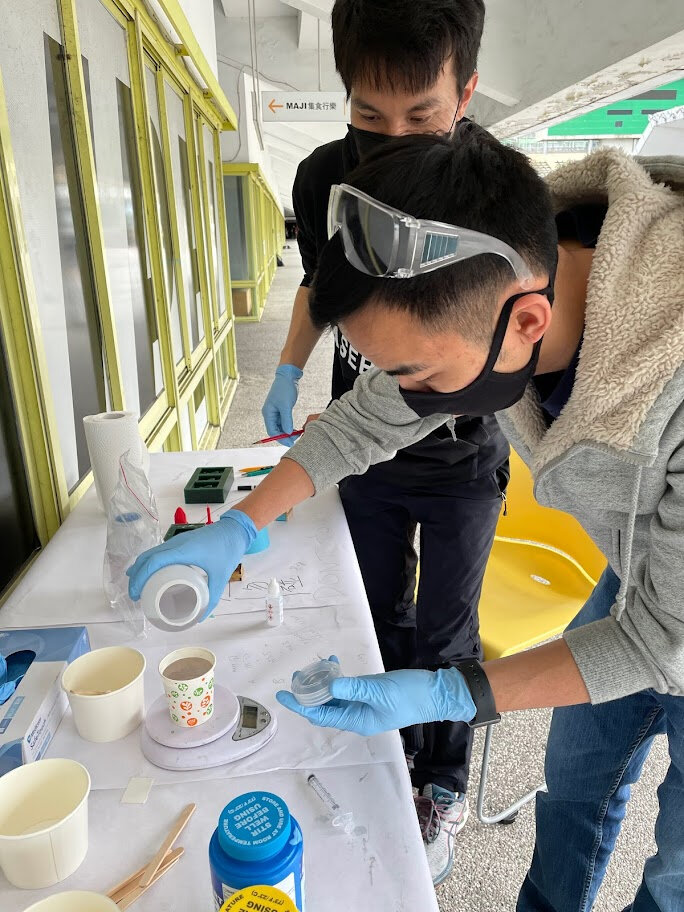
So, for safety we will only use it outdoors for good ventilation, wear safety glass and gloves to prevent contact, and be careful not bring near any sources of heat that could potentially ignite it.
Comparison of Casts¶
Zack made a one-sided mold for a chocolate piece with small text on top.
He learned that 3-axis machining can be very good at created smooth curves. However, there’s limitations of how small of detail an end mill can go as can seen by how the text has some missing features where the 0.3mm end mill could not fit in. A one-sided mold is pretty straightforward for casting.
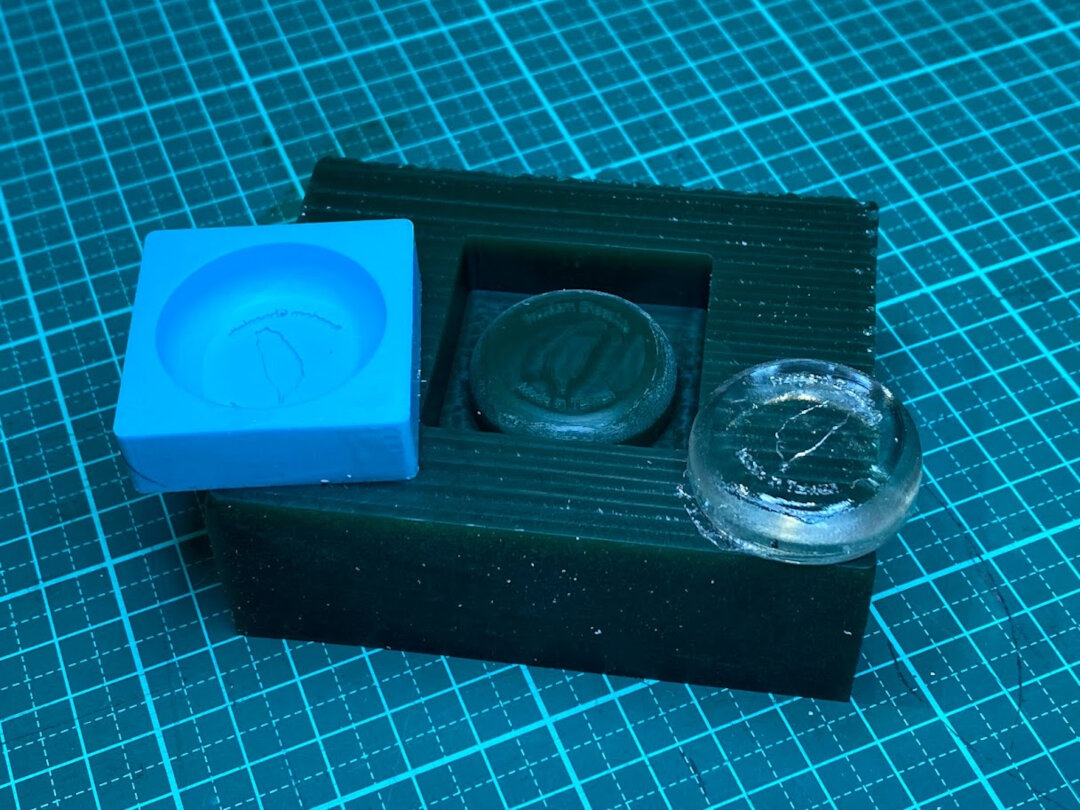
Hanson made a two-sided mold for a Chinese chess piece.

This type of casting needs register marks (the four balls) to align the two sides of the molds properly. There was difficulty with this method in getting bigger air bubbles out from the top of the molds as the top (bottom of the chess piece) is flat and hard for resin to flow completely up there to the edges. Hanson is still debugging and considering make the top open like a one-sided mold, but still using 2-sides since the neck of the chess piece precludes him from doing it all in one mold.
Also we both learned that the shoulder length of the end mill being used is an important factor and should be consider when designing how deep our molds go. In the chess piece mold, the end mill hit the sides of the chess piece while it was trying to mill deeper into the bottom of the mold. This led to some undesired marks on the chess piece.
Other molding and casting processes¶
We also tried making molds with 3D prints and laser cutter pieces.
3D Printed Positive Molds¶
SpaceX Crew Dragon and Taipei 101 printed out on an FDM 3D Printer (Creality Ender-3) and cast with Oomoo then resin. The filament details of the prints are evident in the final cast.

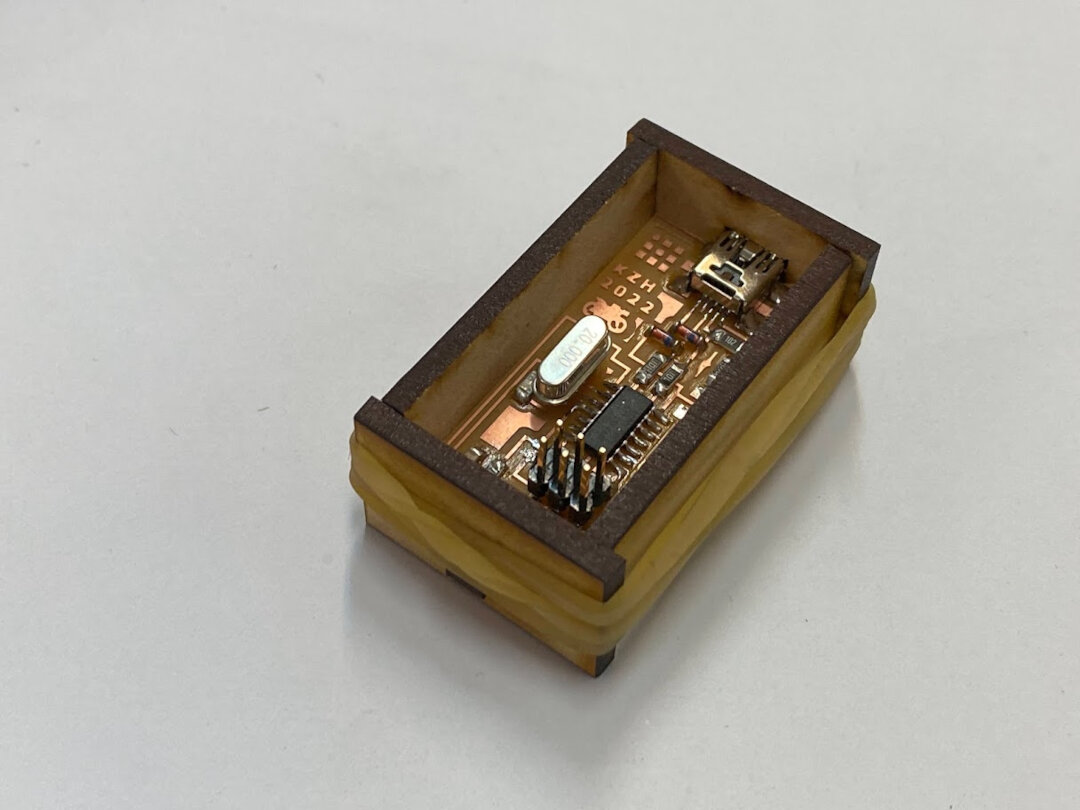
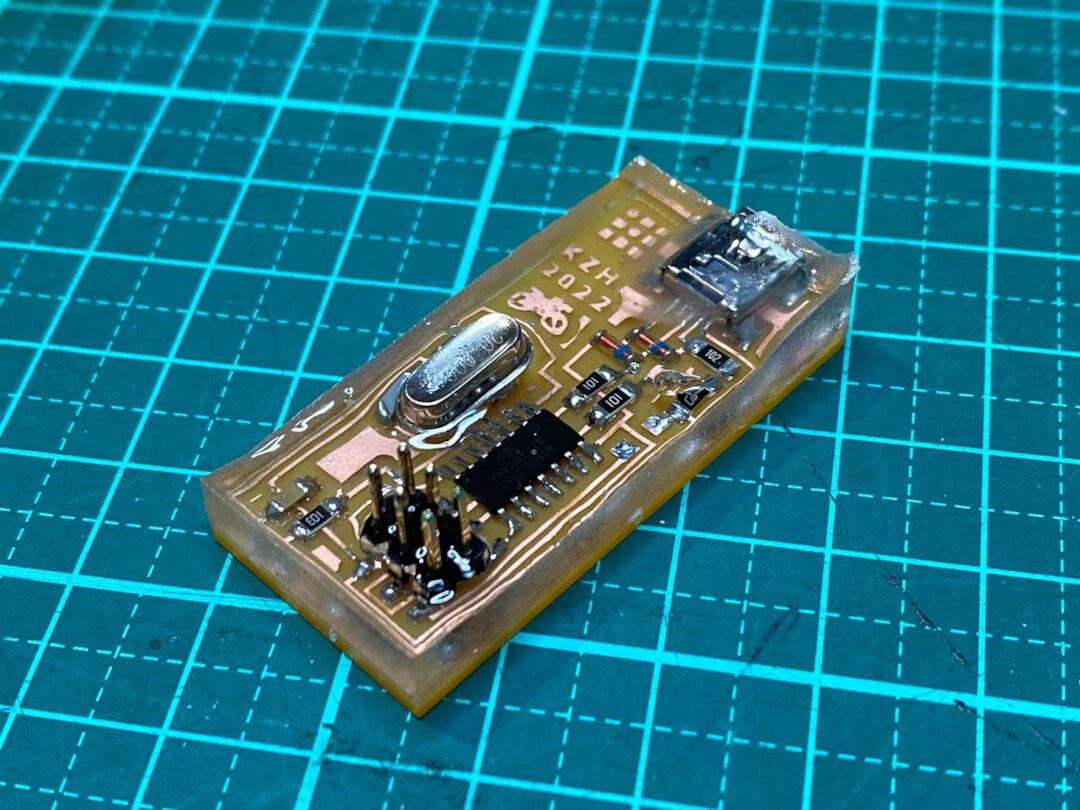
Laser Cut Mold for FabISP¶
We also laser cut a small bed to hold the FabISP for a layer of resin to be cast on top. This was pretty straightforward, however, there was surface tension at the walls though that made the edges of the final cast more raised.