



Assignment
- Group assignment:
- do your lab’s safety training
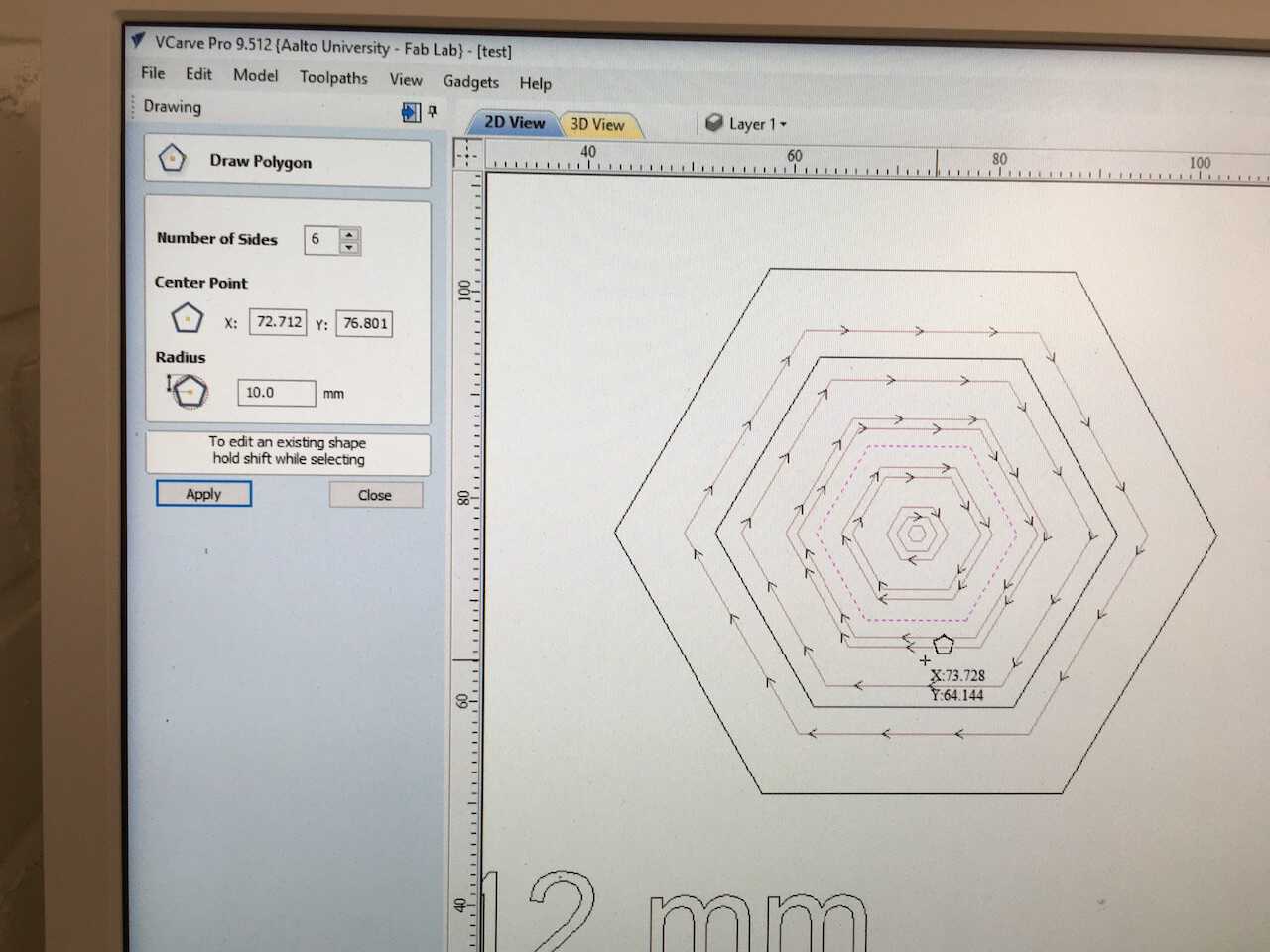
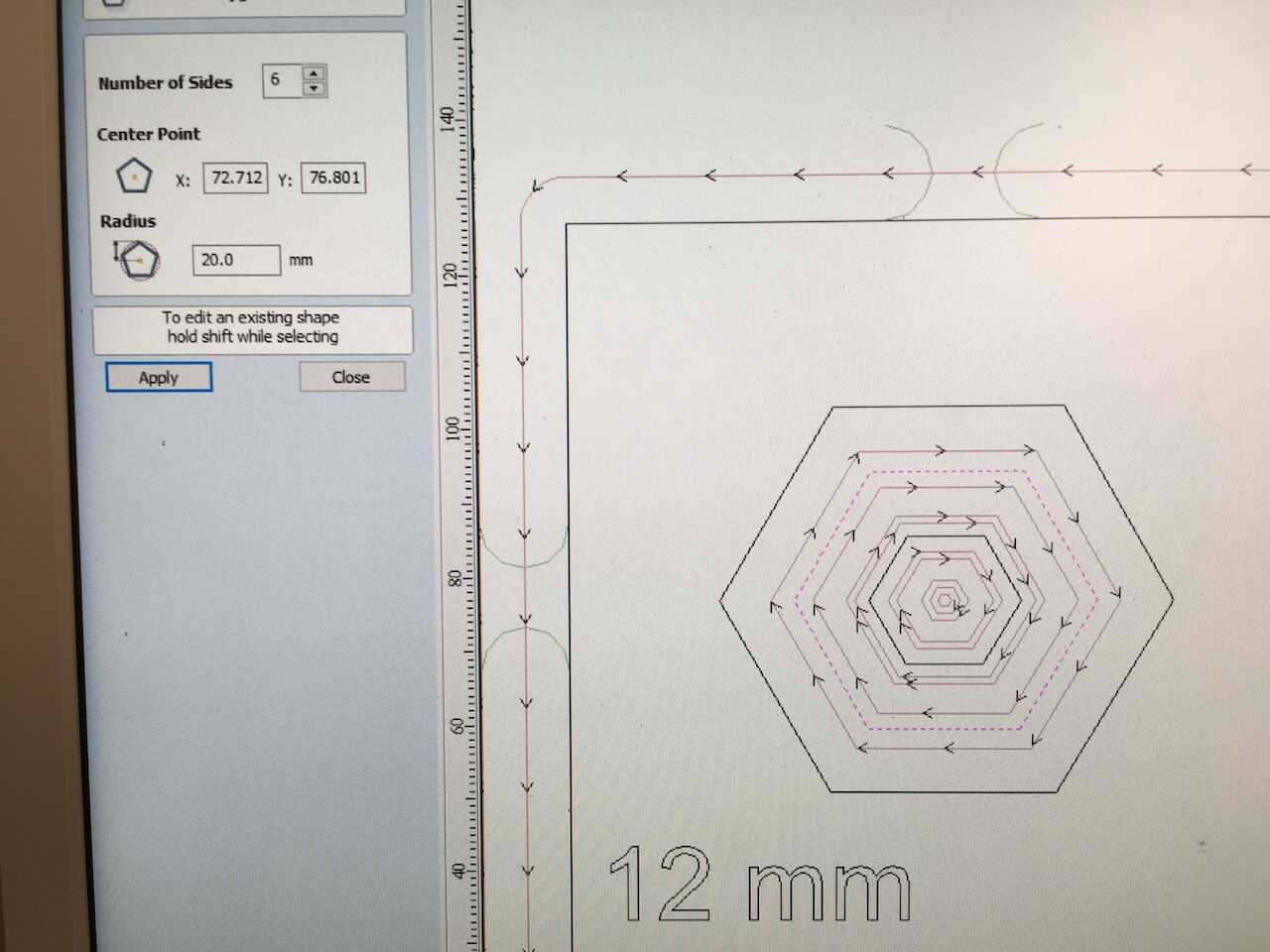
- test runout, alignment, speeds, feeds, materials, and toolpaths for your machine
- Individual assignment:
- make (design+mill+assemble) something big (meter-scale)
Individual Assignment
In our dormitory, we need a shoe rack for our boots and shoes. So I found this tutorial to lead me to create a shoe rack. To design a proper size of it, I also referred to the product from IKEA. I create a working flow for this week.
- Measurement and requirement
- Learning from tutorials
- Design my own shoe rack
- Documentation
Measurement
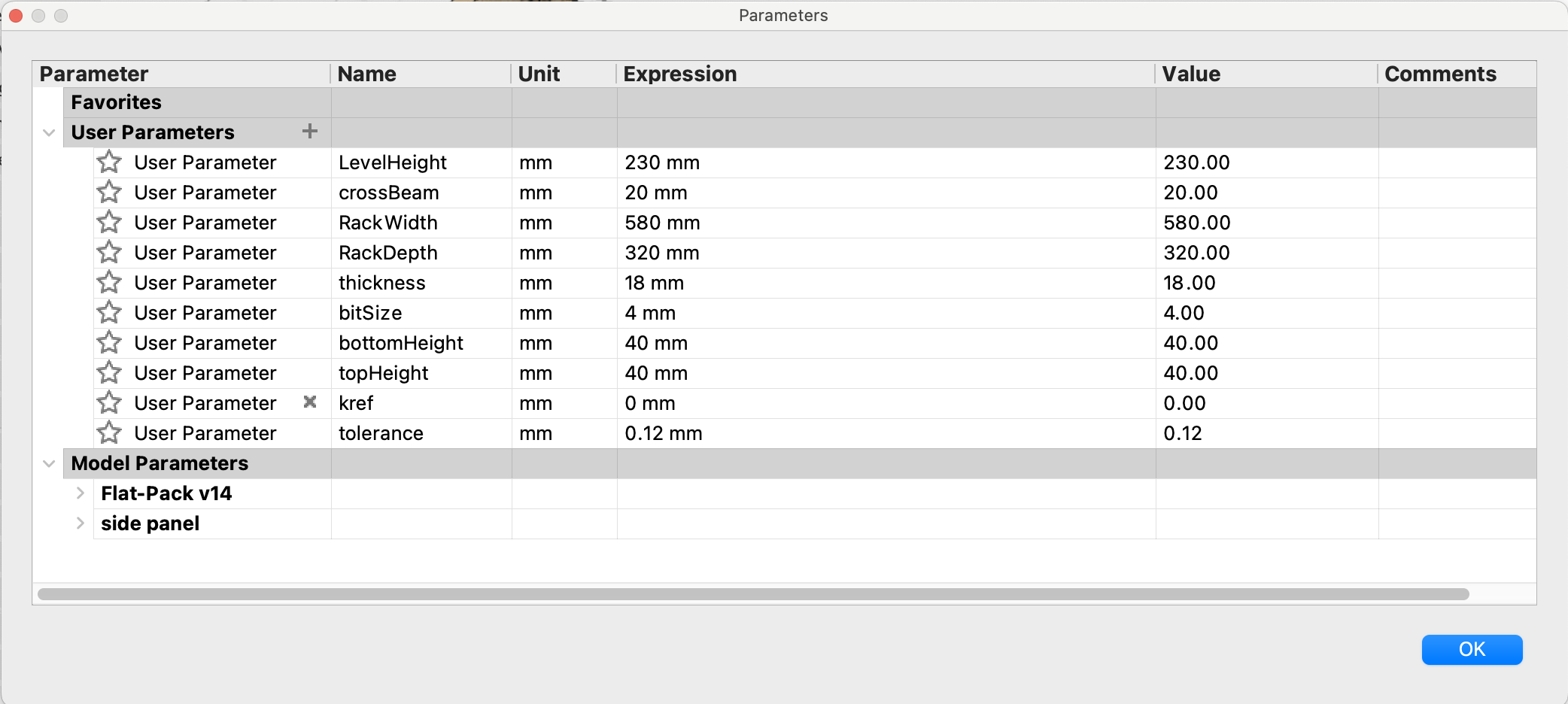
Base on the measurement of our entrance hall, I had the following parameter.
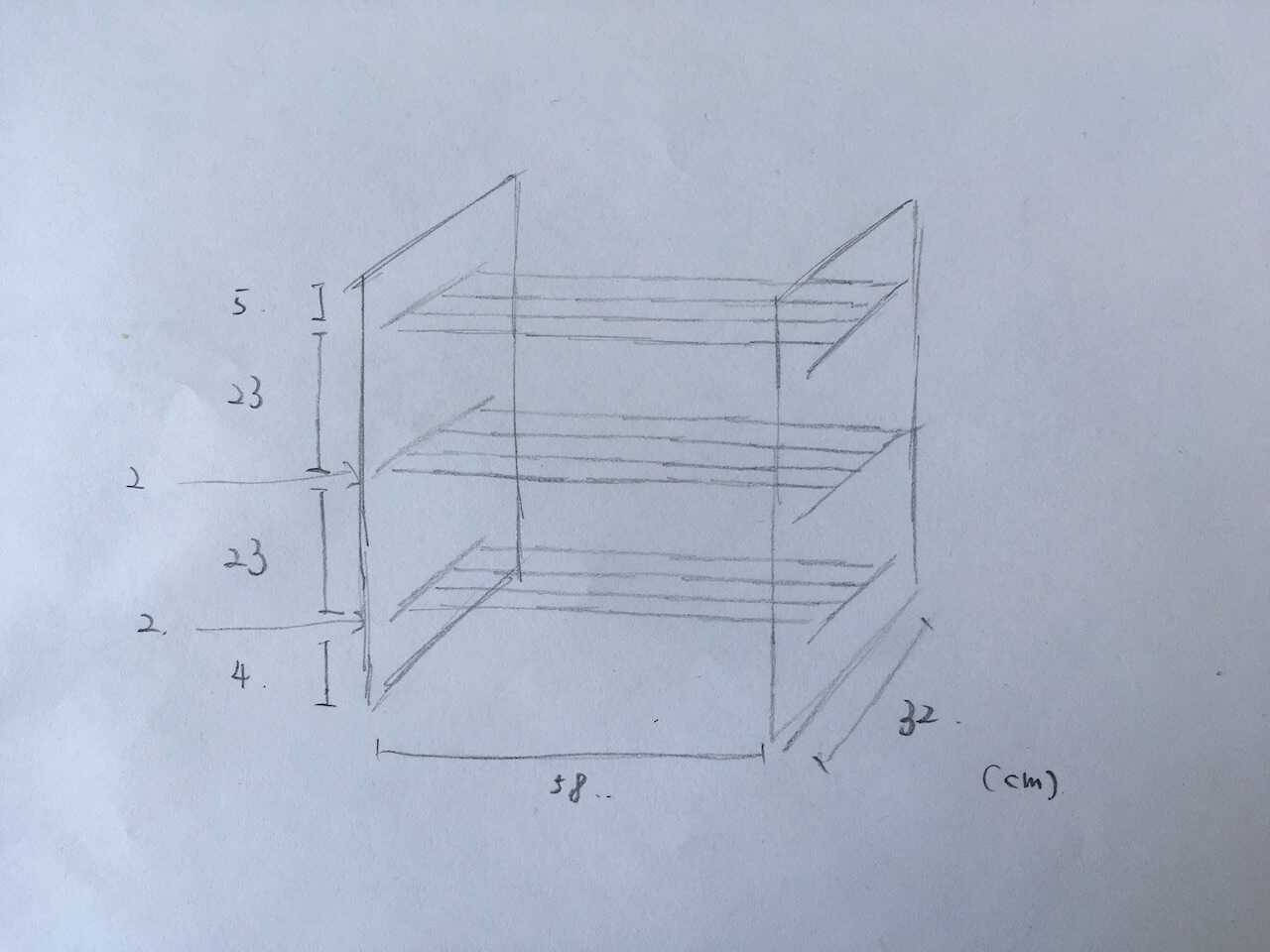

So I entered all the parameters into Fusion 360.
Learning from tutorials
Here is the list that I learned from:
- How to design a shoe a rack? Here
- How to auto arrange the design on sheet? Nest
- How to create a toolpath? Last Fab Academy
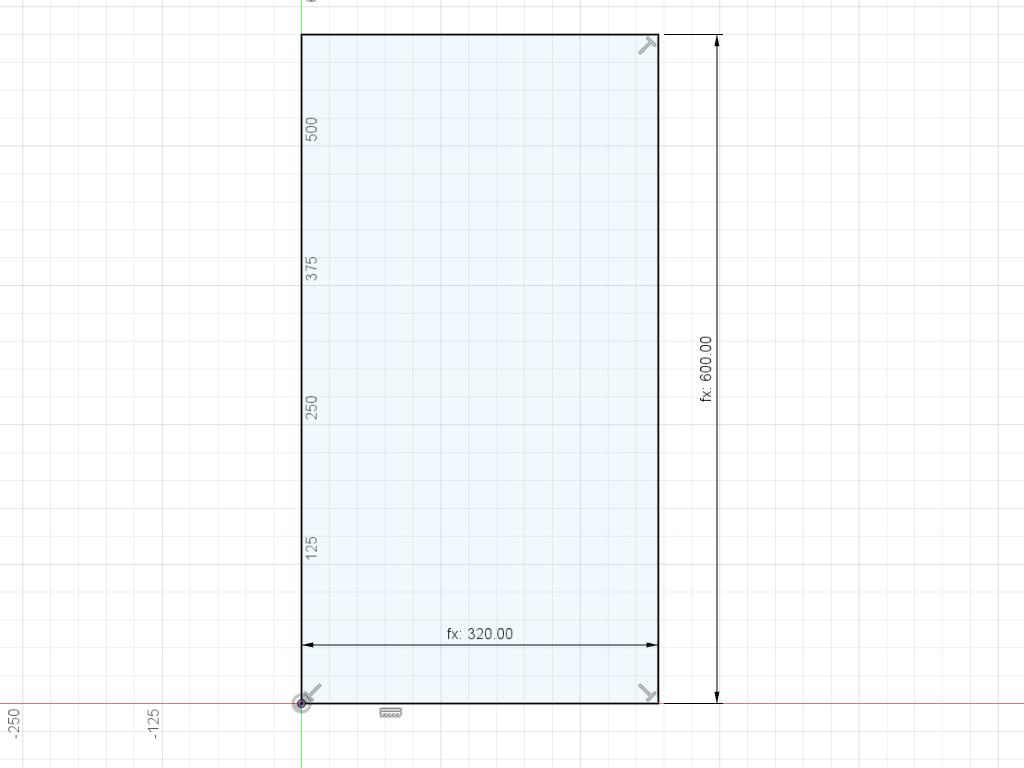
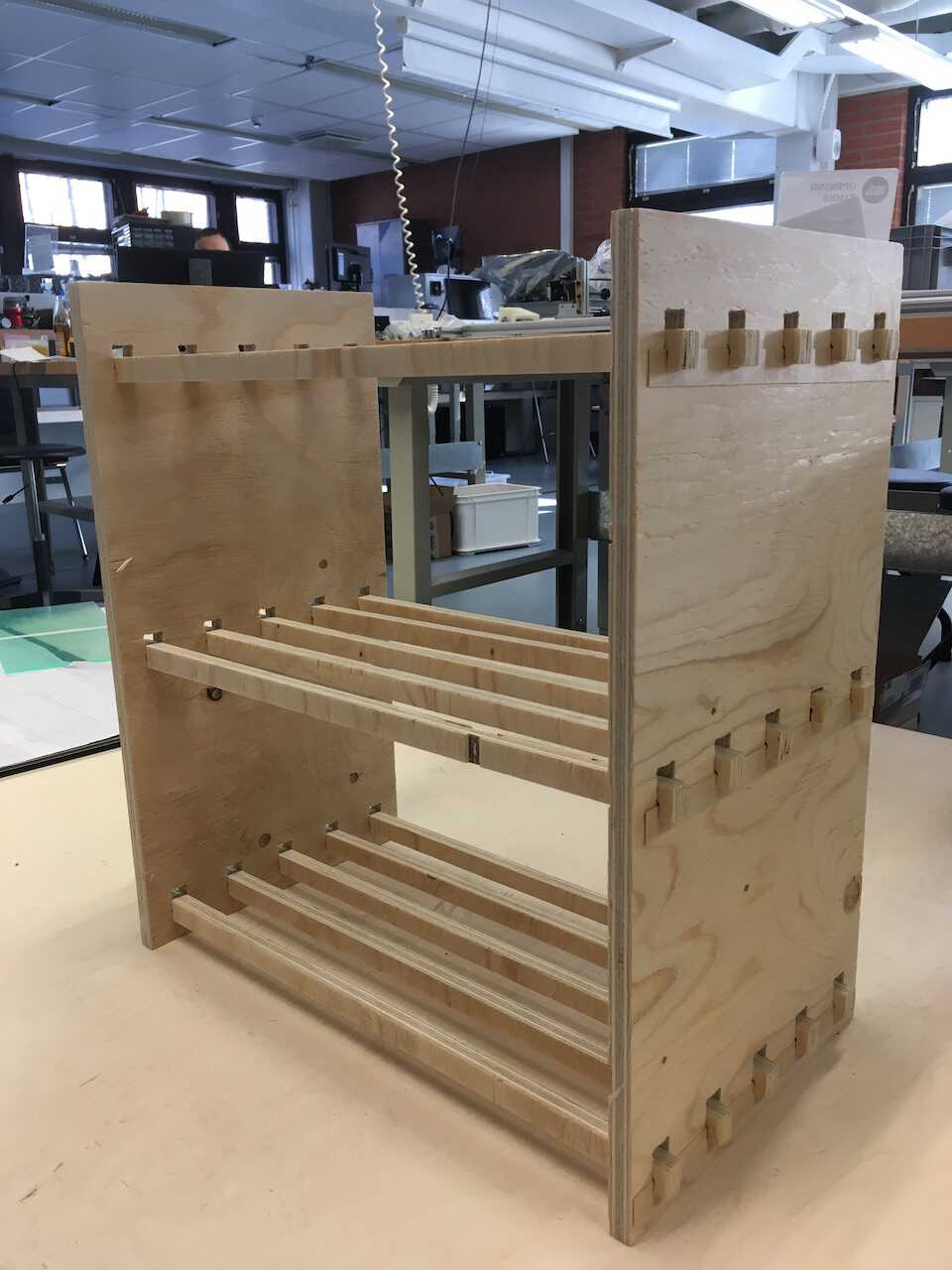
Design my own shoe rack
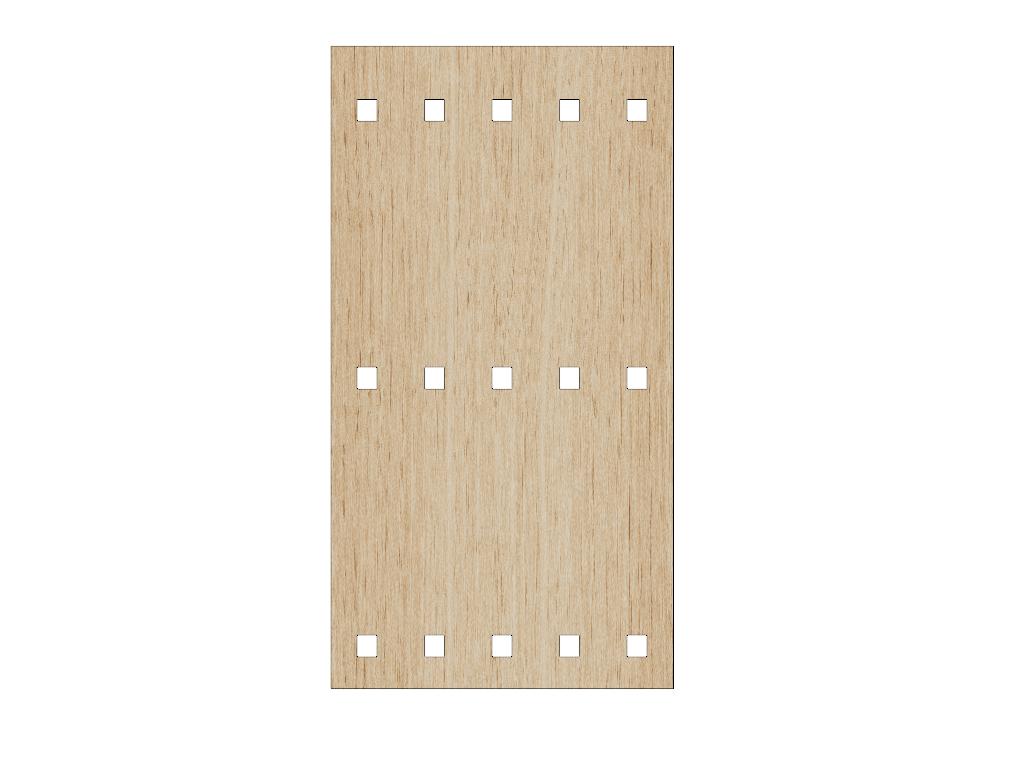
I started the design from the side and extrude it with the parameters I set.
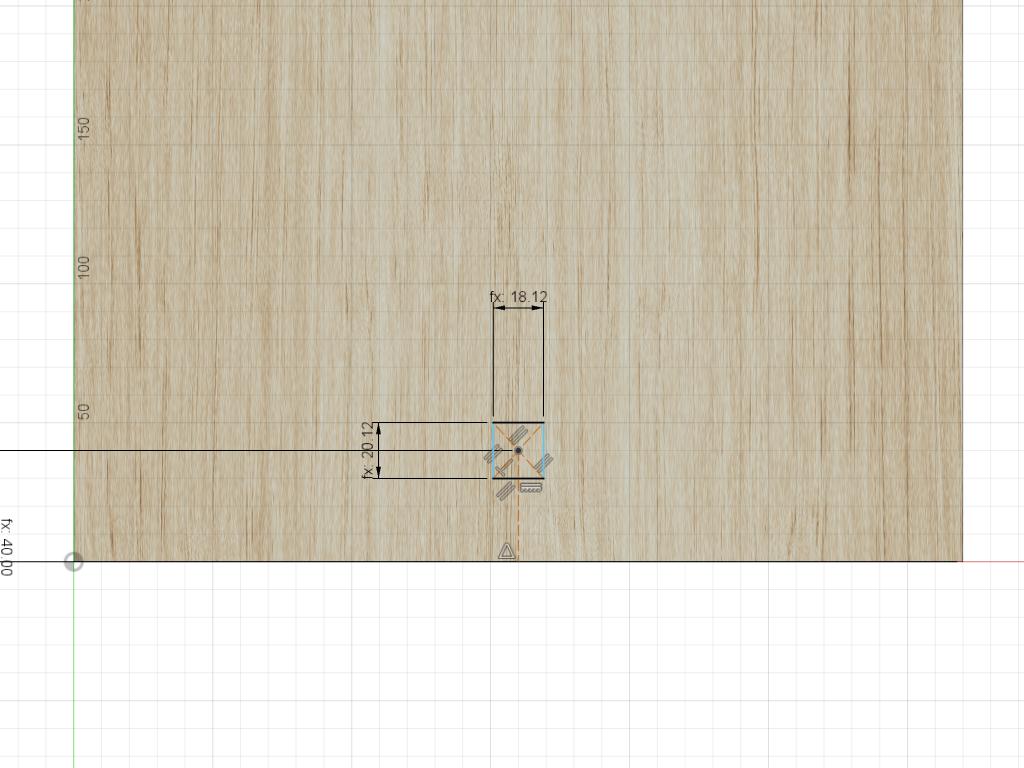
Cut the joint for the beams.
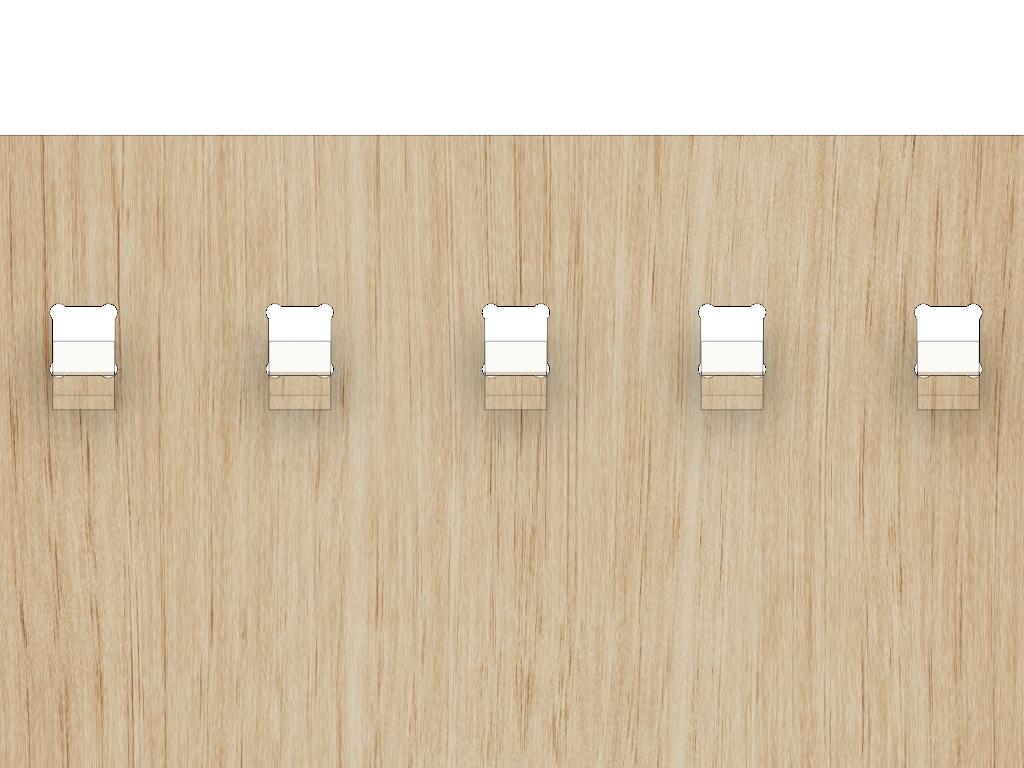
Copb the joints and arrange them according to my design.
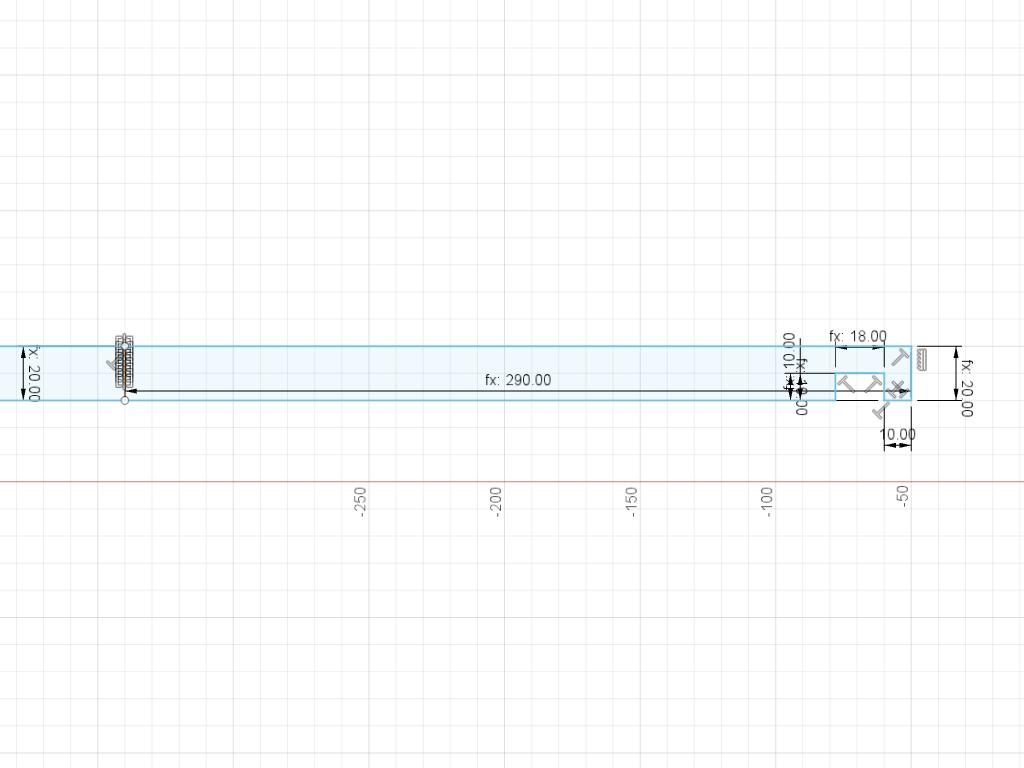
Create a beam with a press-fit joint, mirror it, and extrude it. Save the beam as an external file, which makes us easier to update it afterward.

Copb another side of the shoe rack.

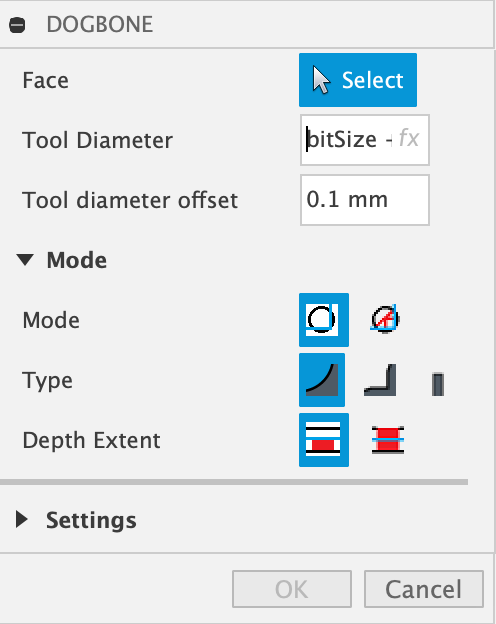
With the Dogbone plug-in, it helps us to create dogbone easier.

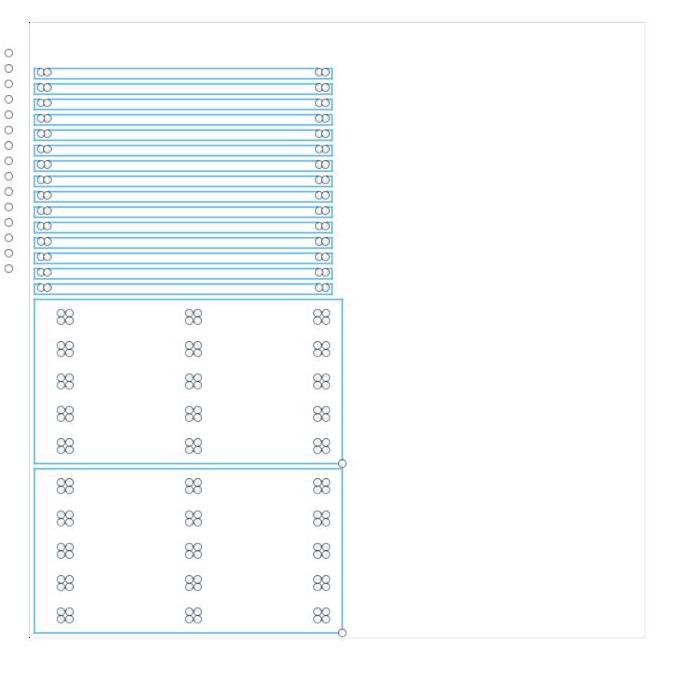
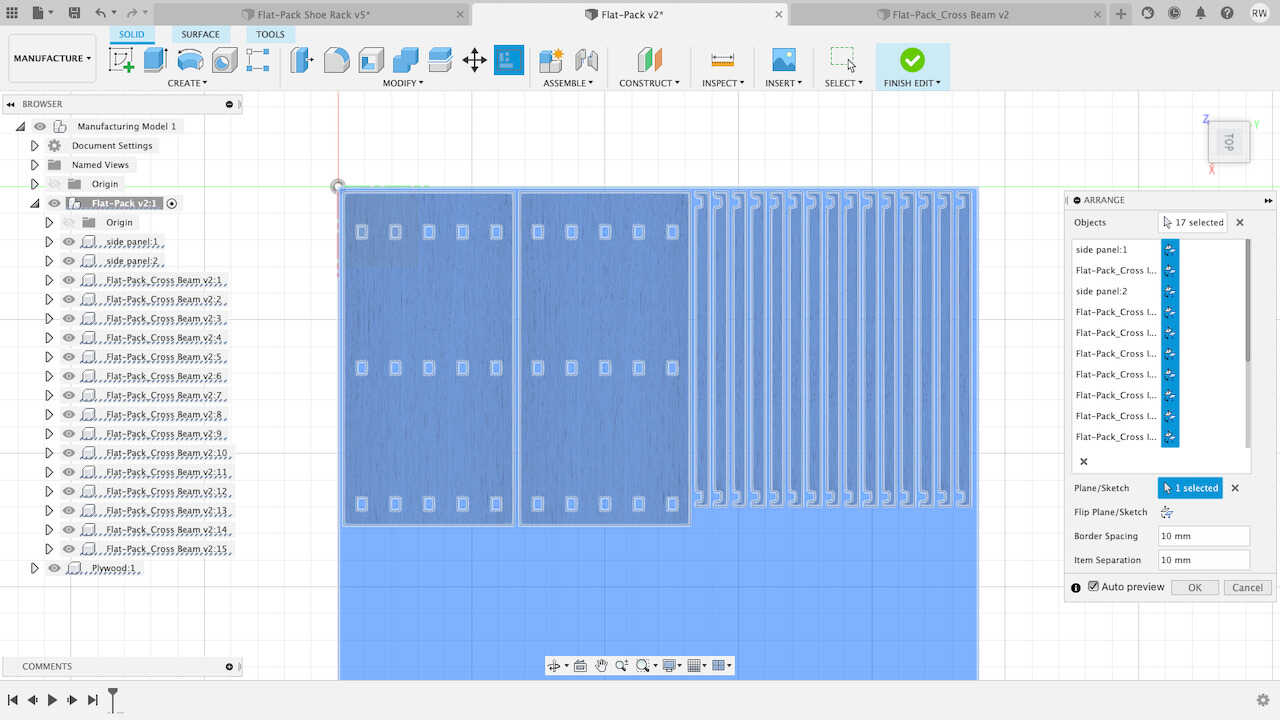
Arrange the components on the sheets with new functions Nest automatically.
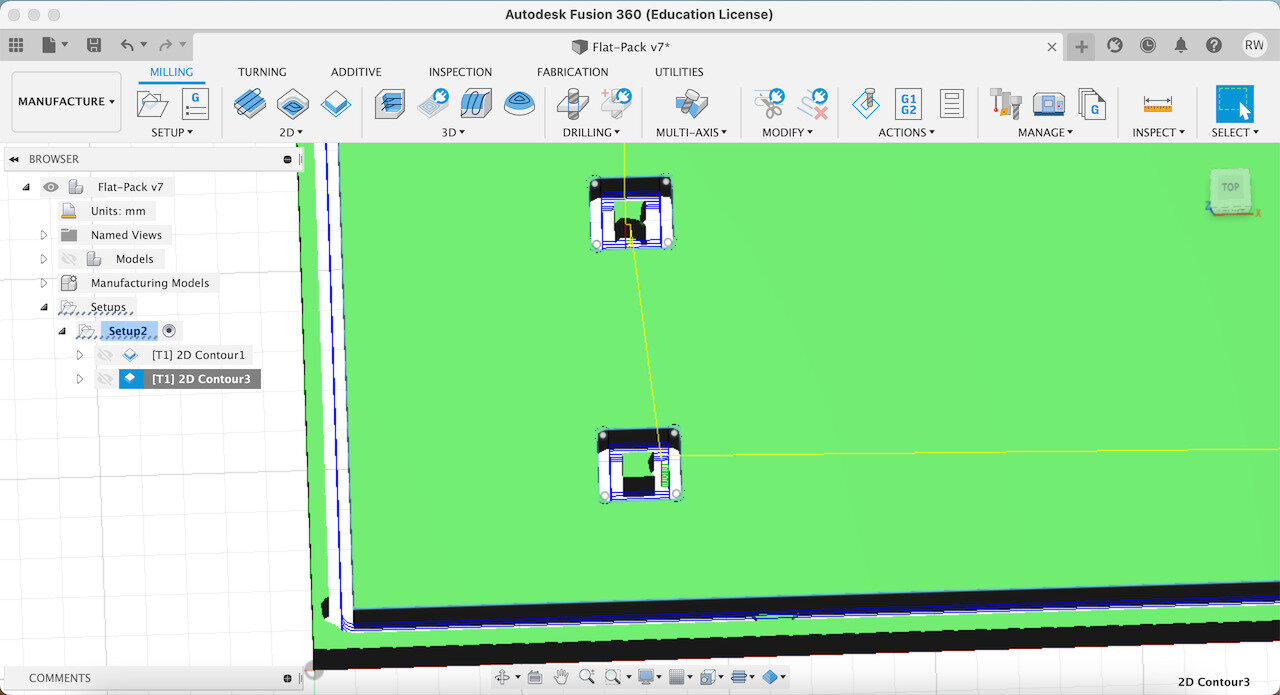
! Create Toolpath
-
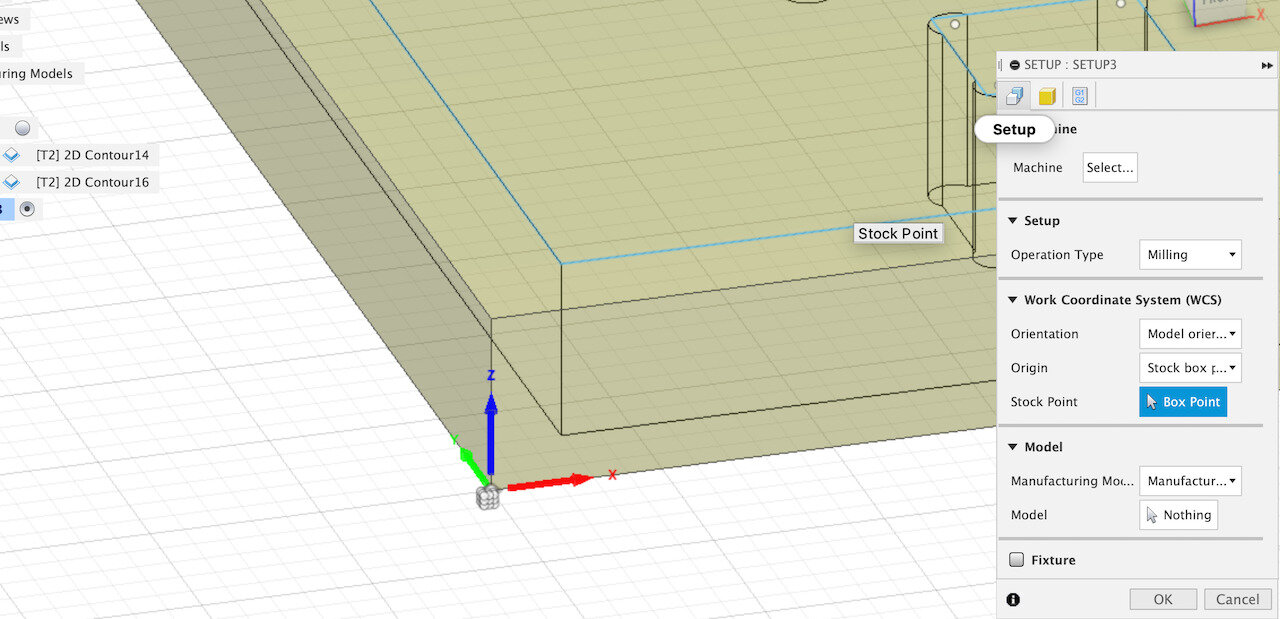
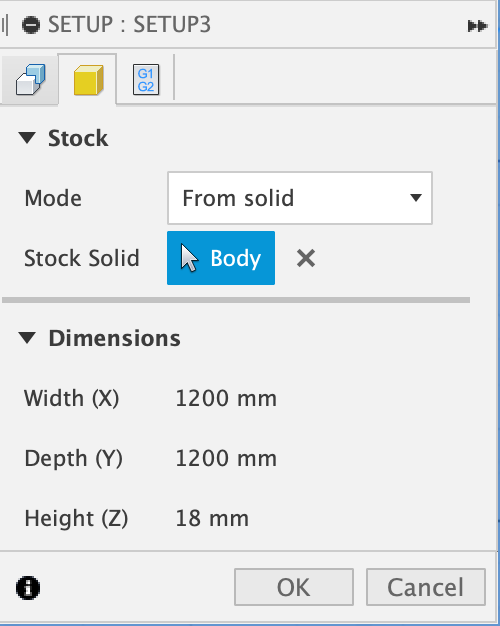
Set Up. Select the bottom of the material is a critical point for locating the origin point of the CNC machine.
-
2D Contour
Name the tool.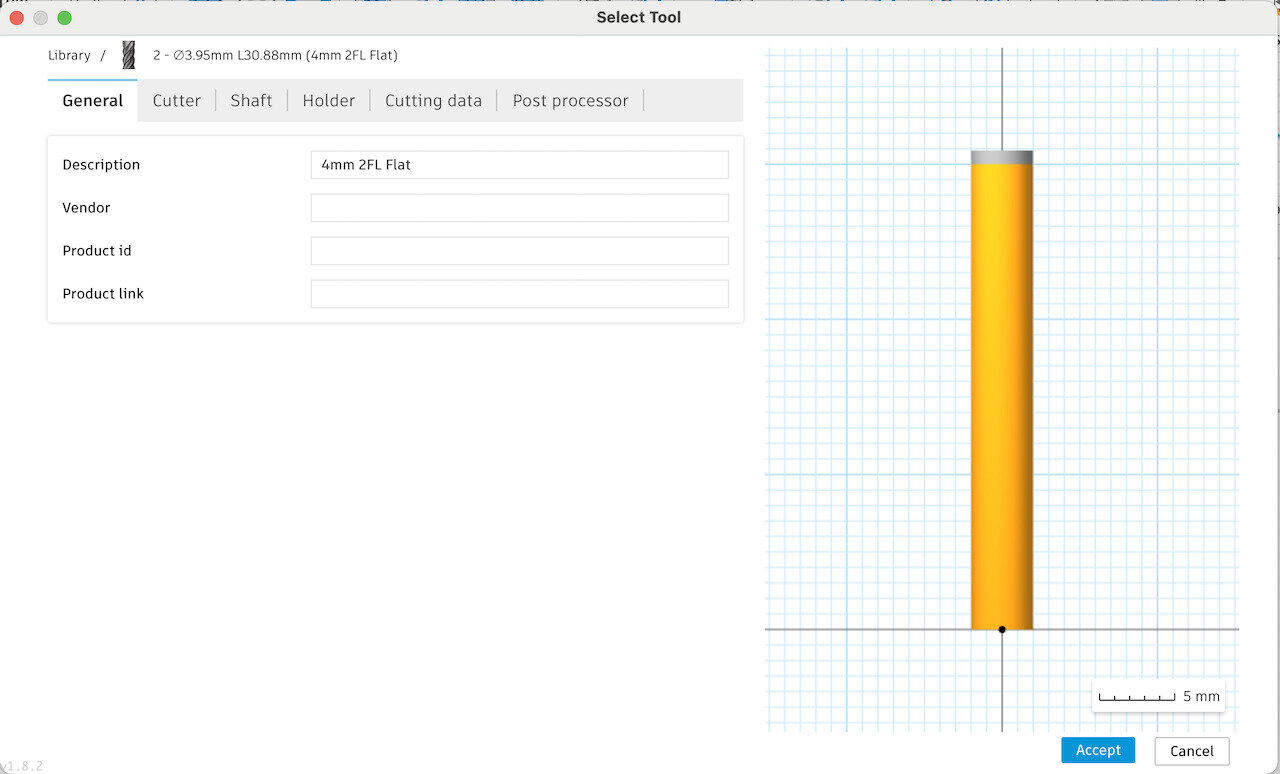
According to the measurement, key in the dimensions of the bit.
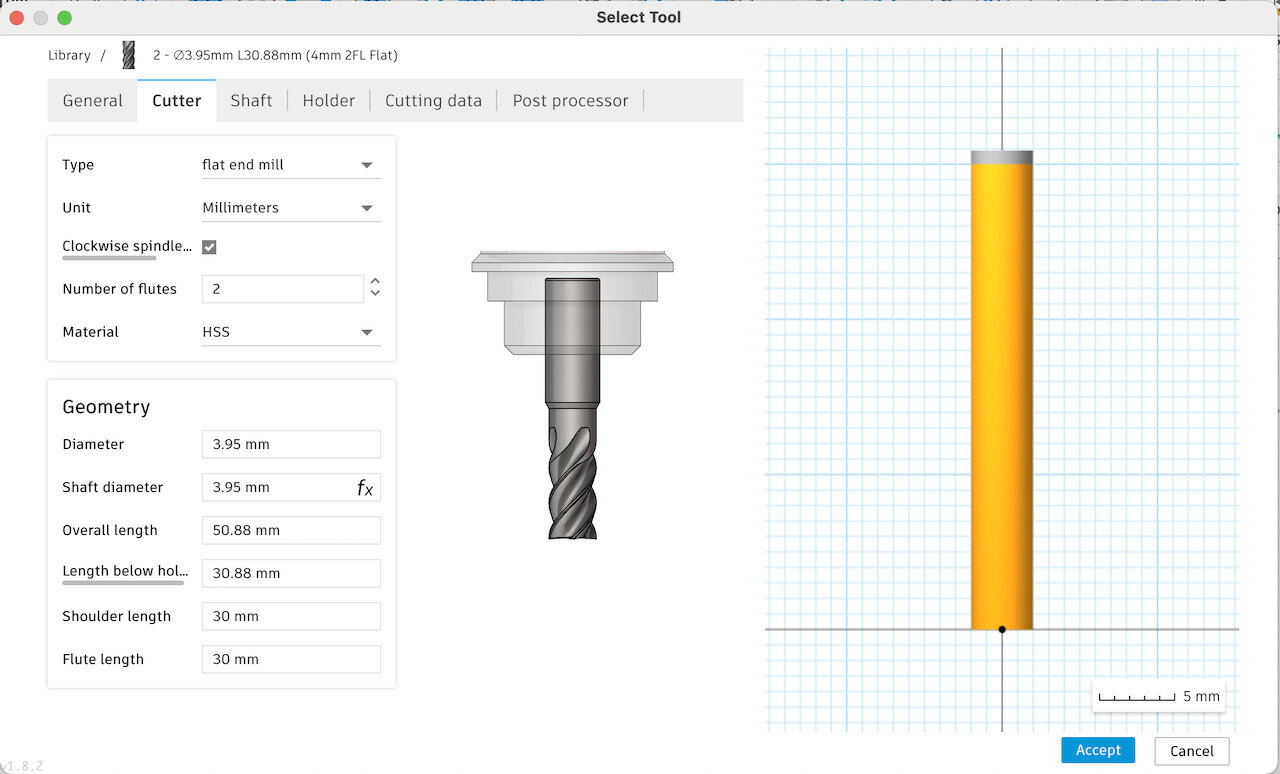
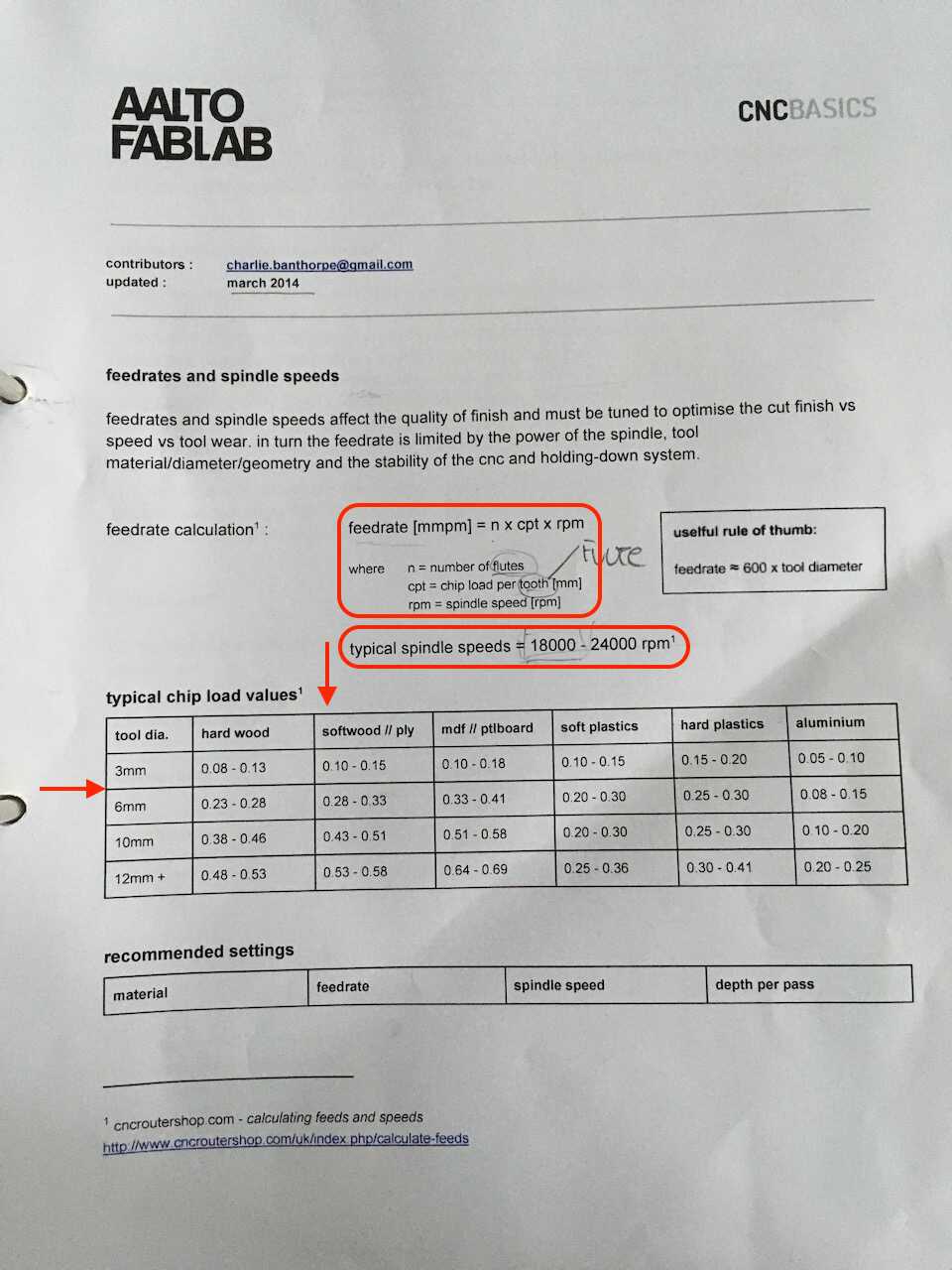
!!! The parameters here are important and directly relate to the cutting result and if the bit works properly. Please refer to the following sheet that could be found in the green handbook besides the CNC room. Feed / revolution should be half of feed / tooth (chip load).
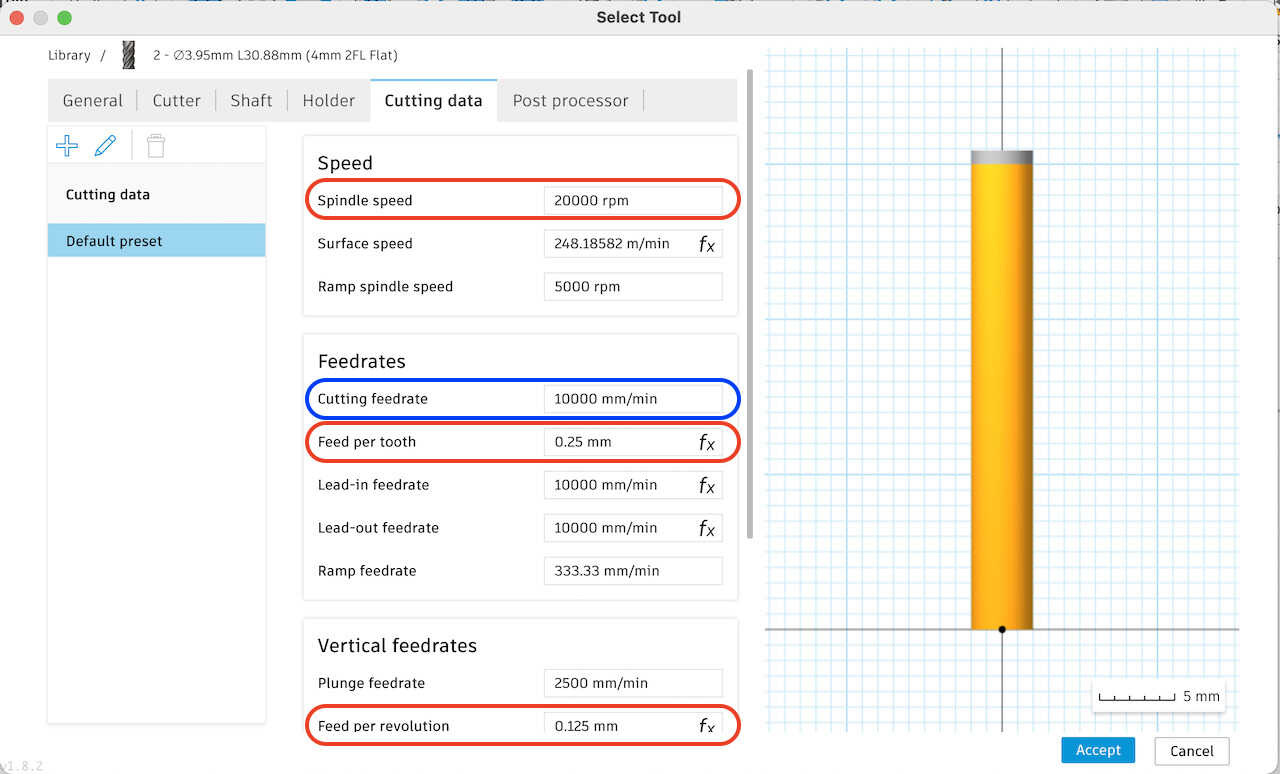
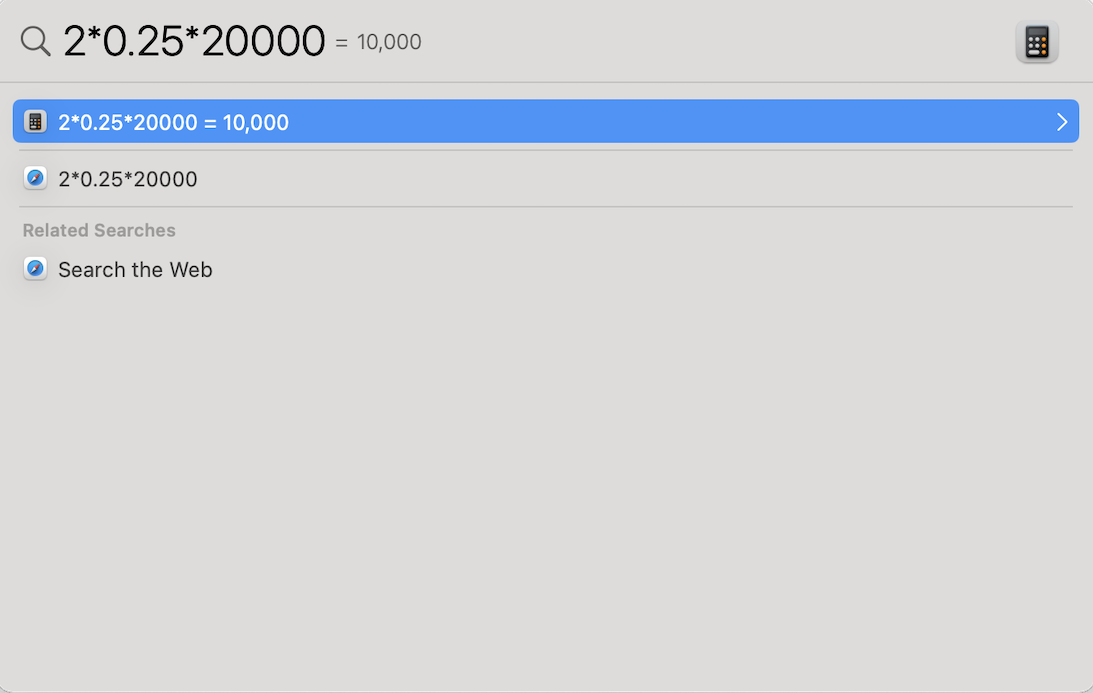
Depends on the different materials and diameters of milling tools, we need to use different parameters. For example, I used a 4mm bit and material close to softwood. Therefore, I took 0.25 as my chip load. Although Fusion 360 will calculate feedrate for us automatically, we also need to know the formula. Feedrate = flutes * chip load * spindle speed.
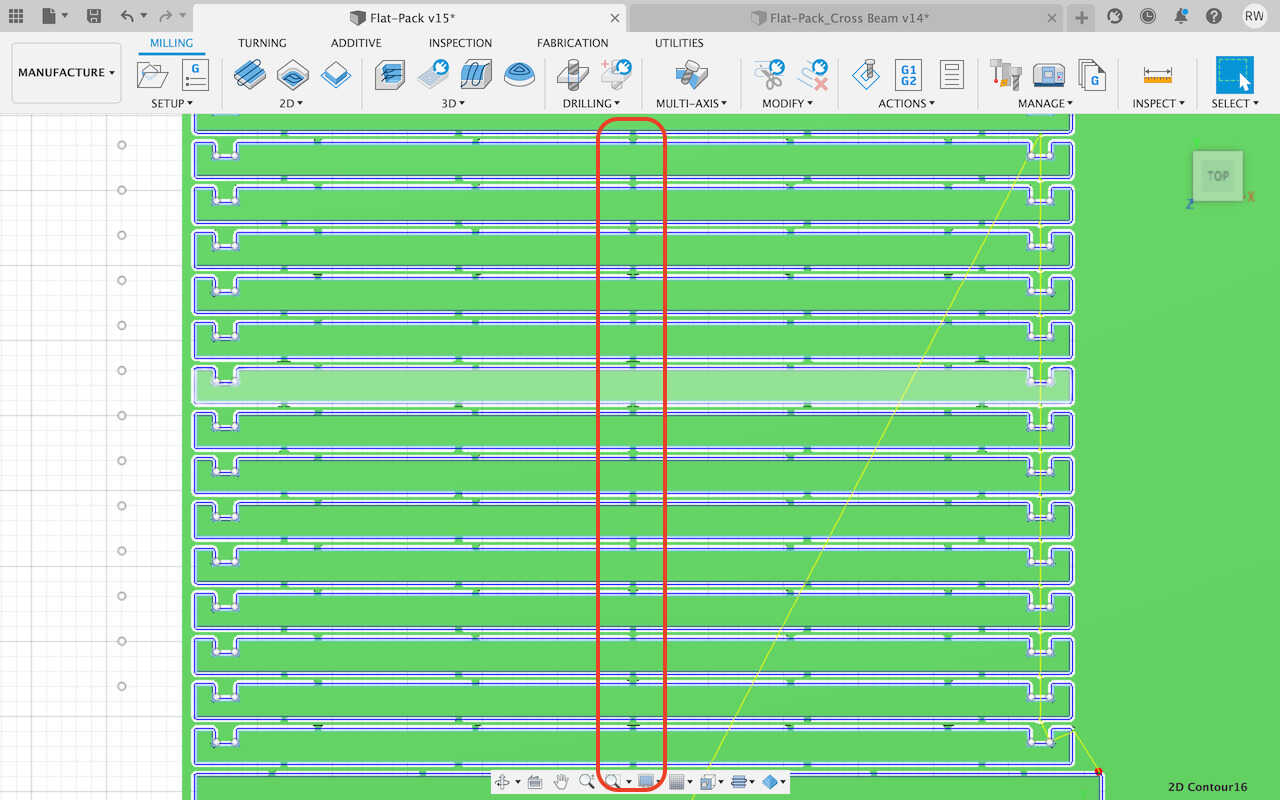
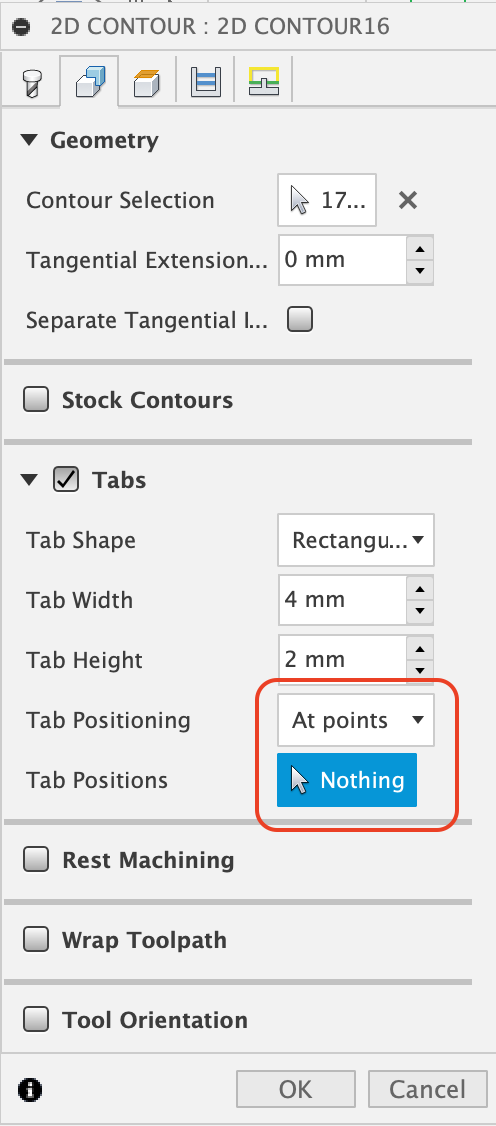
Select all the outlines that need to be cut. Create taps to stabilize the materials.
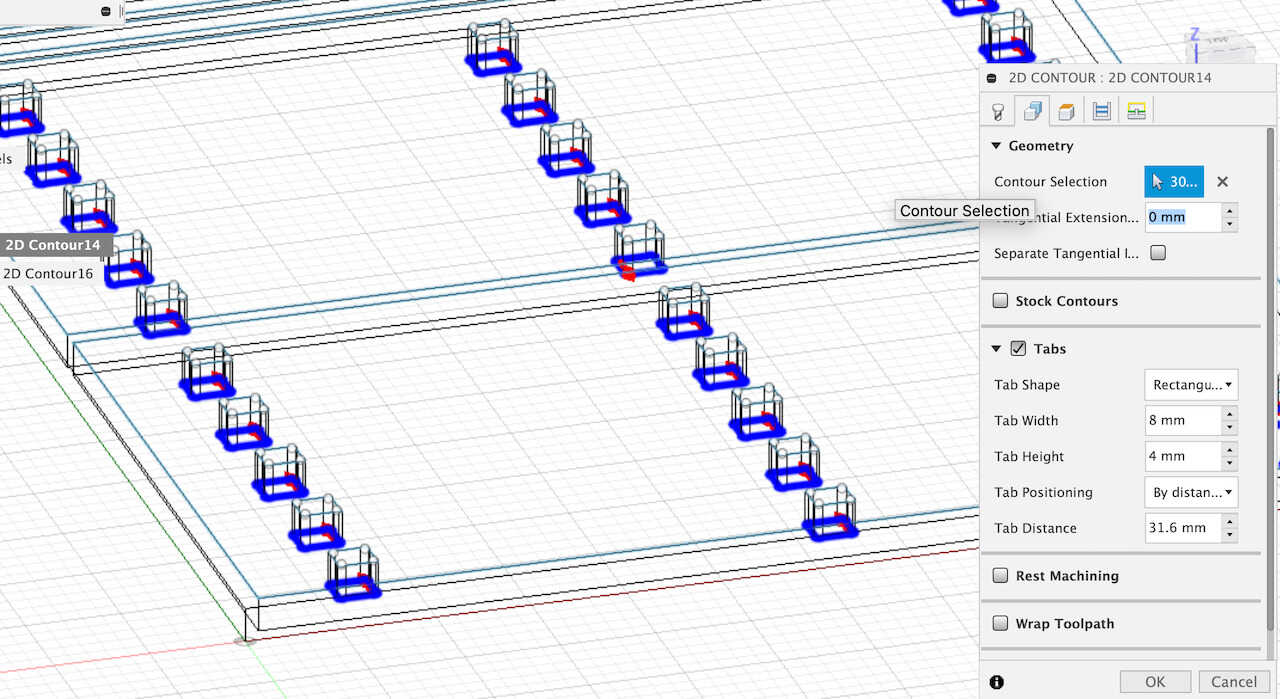
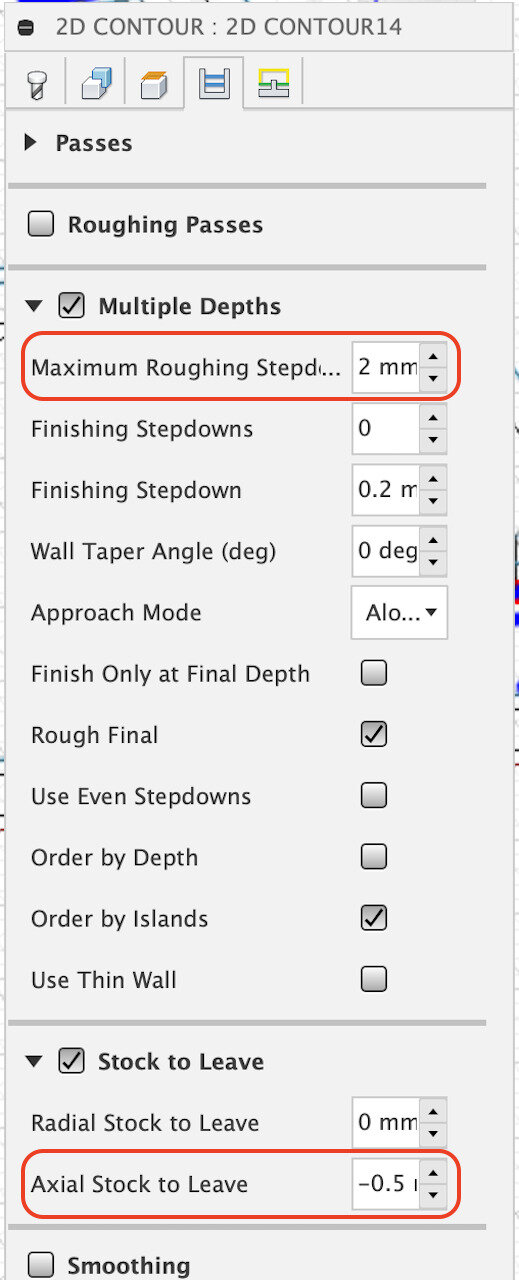
Maximum Stepdown should be half of the bit size. The axial stock is set to -0.5mm to ensure that all the materials are cut through.
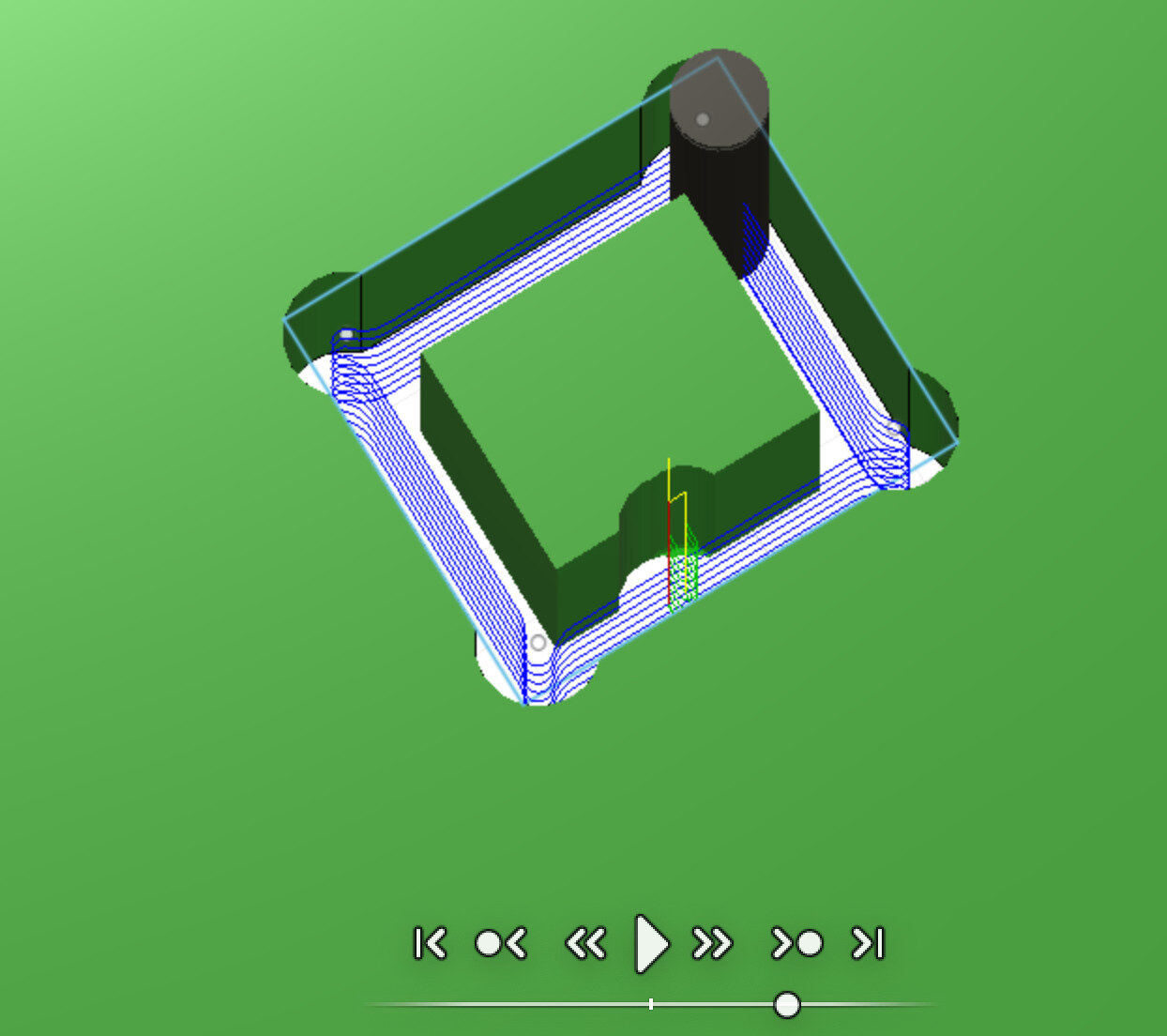
After creating the path, we can simulate the cutting to confirm the cut performance.
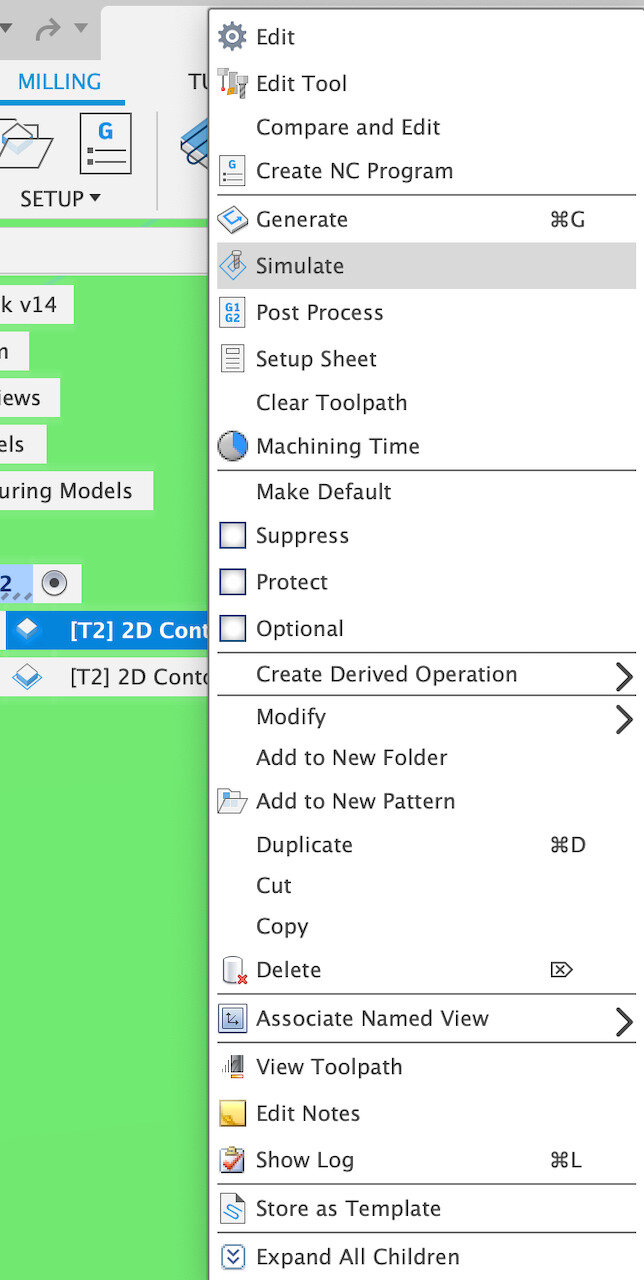
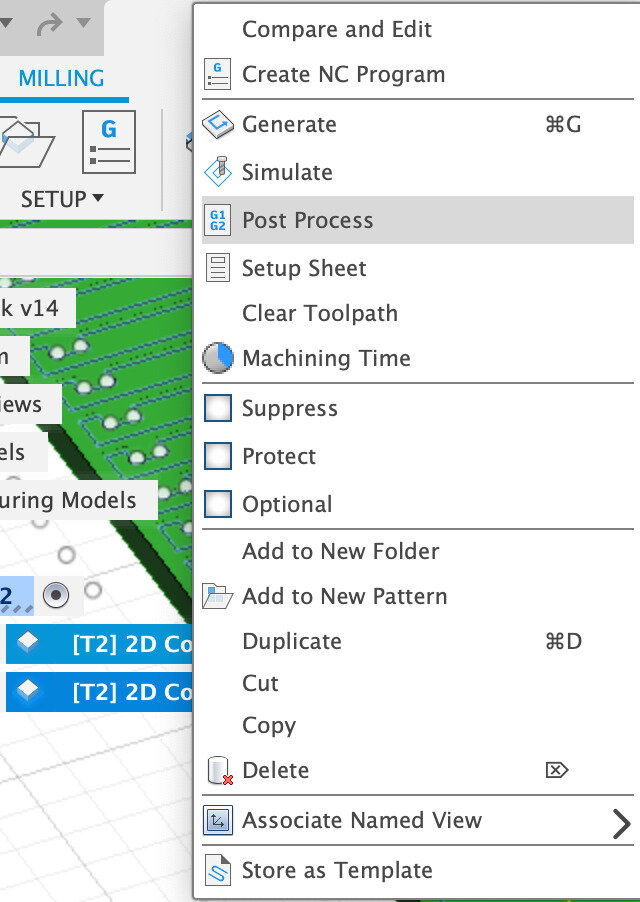
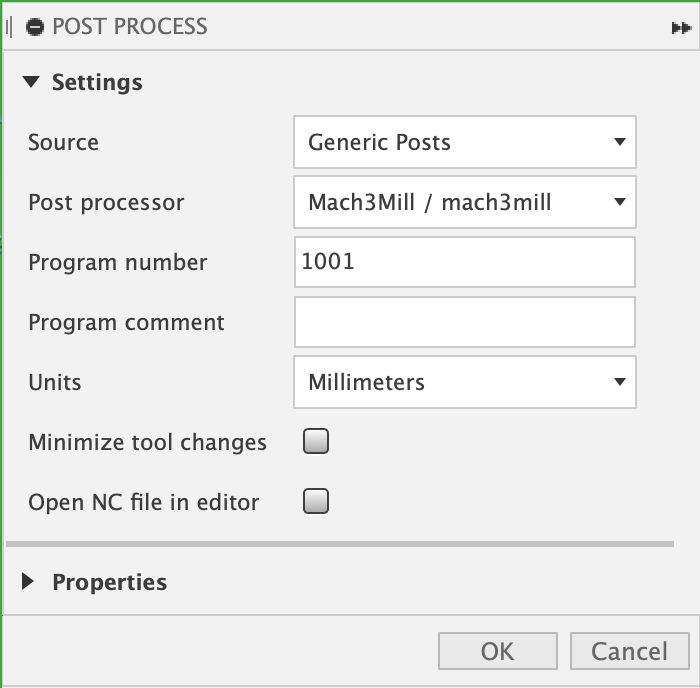
Click Post Process to export the toolpath.
!Tips: Cut the pockets first, then cut the outlines. The material would be more stable.
Cut it in CNC machine
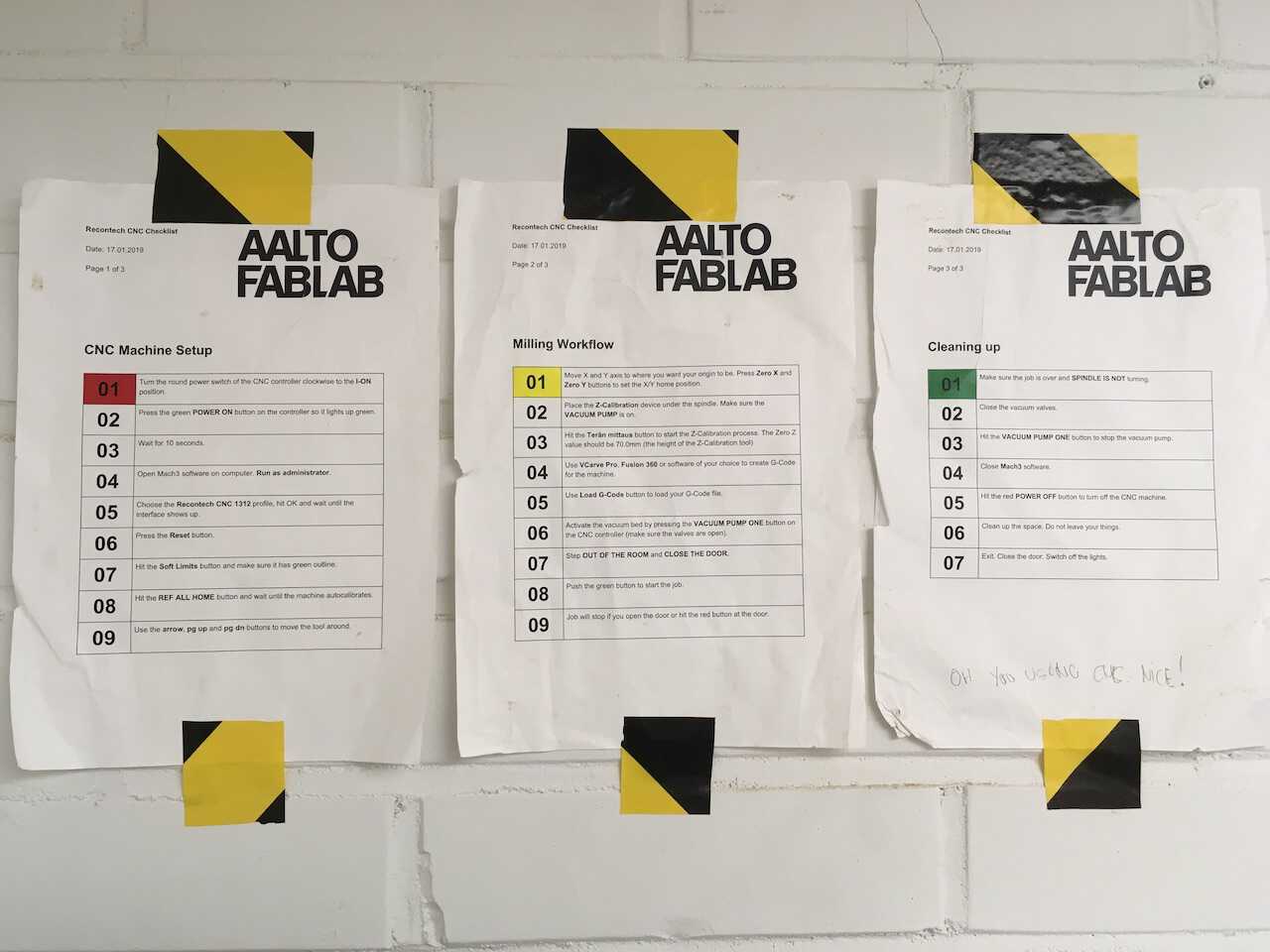
This week we cut our works with a CNC machine, in the following context I will explain how to use the giant machine safely and properly.

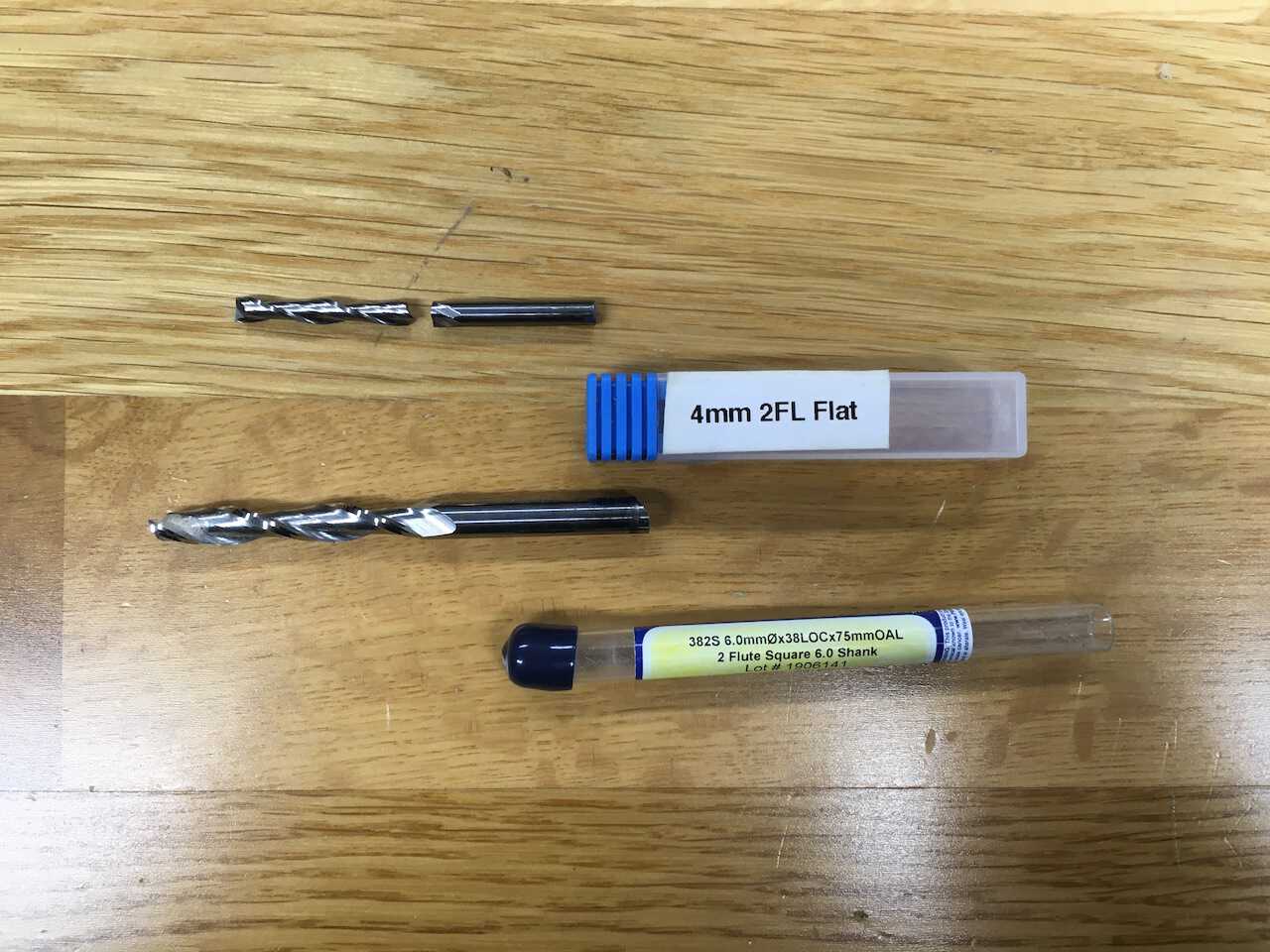
Choose the bit size and the head of it according to my need.

Install the drilling chuck properly and push it into the spindle until hearing a clicking sound. Make sure during the installation the sponge under the bit to protect it. And tight the spindle up with wrenches.





Before turning on the vacuum, unplug the valves and lay the robber bands properly to ensure the vacuum can suck our material tightly. And the barometer should point to the green zone.



By following the instruction on the wall of the CNC room, we can set up the cutting properly.
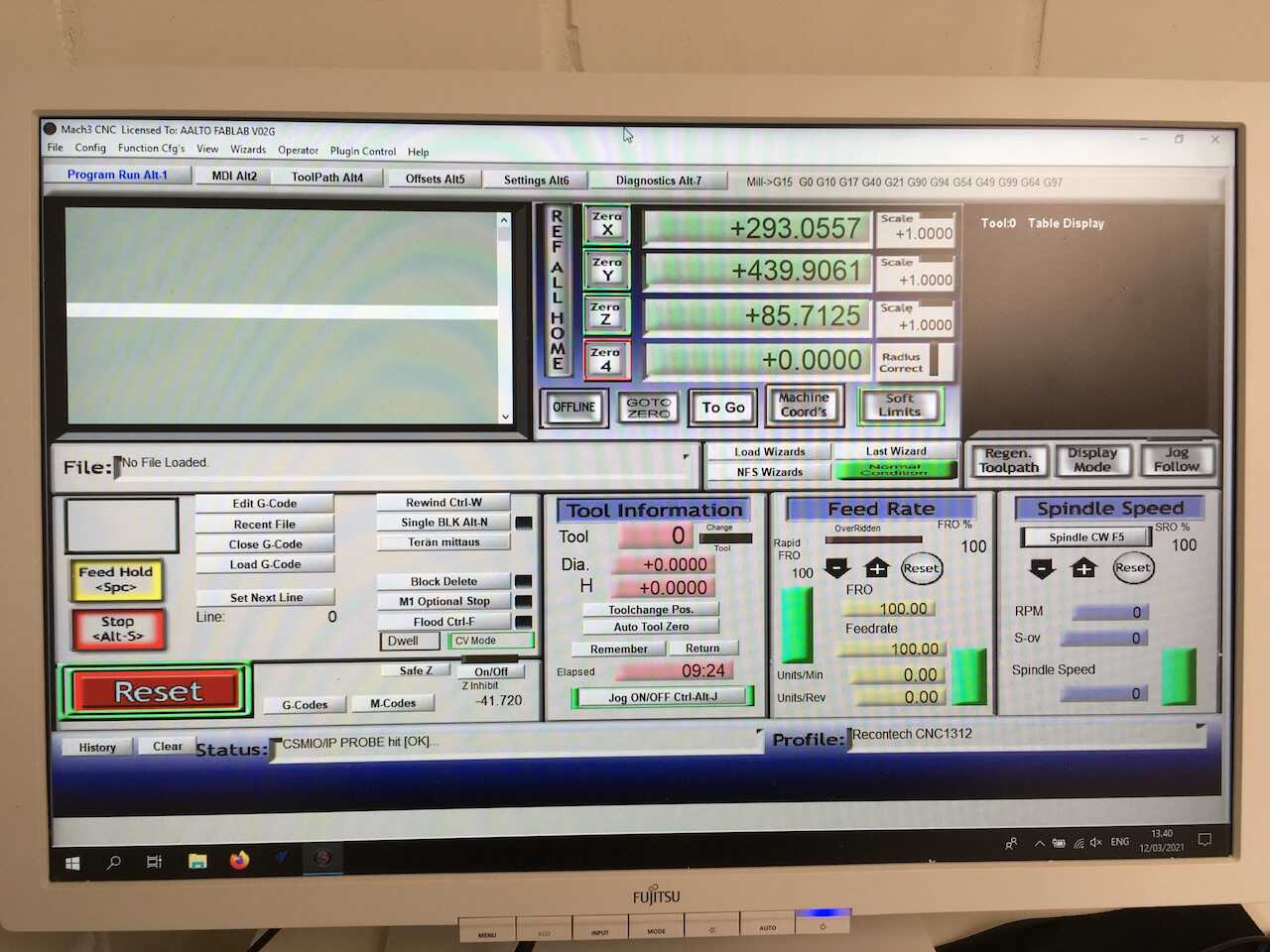
Set the origin of the Z-axis while the vacuum turns on.
Set the origin of the X and Y axis with ↑↓←→, PgUp and Pg Dn keys.
After finishing all the settings, we need to leave the room and close the door to operate the rest task outside. Upload the gcode in the Mach3 software and press the green button to start the work.
Then our cut is done!

To cut off the tabs, a hammer and a chisel can help a lot.

The bit on the spindle needs to be removed and space needs to be cleaned with a vacuum or an air gun.


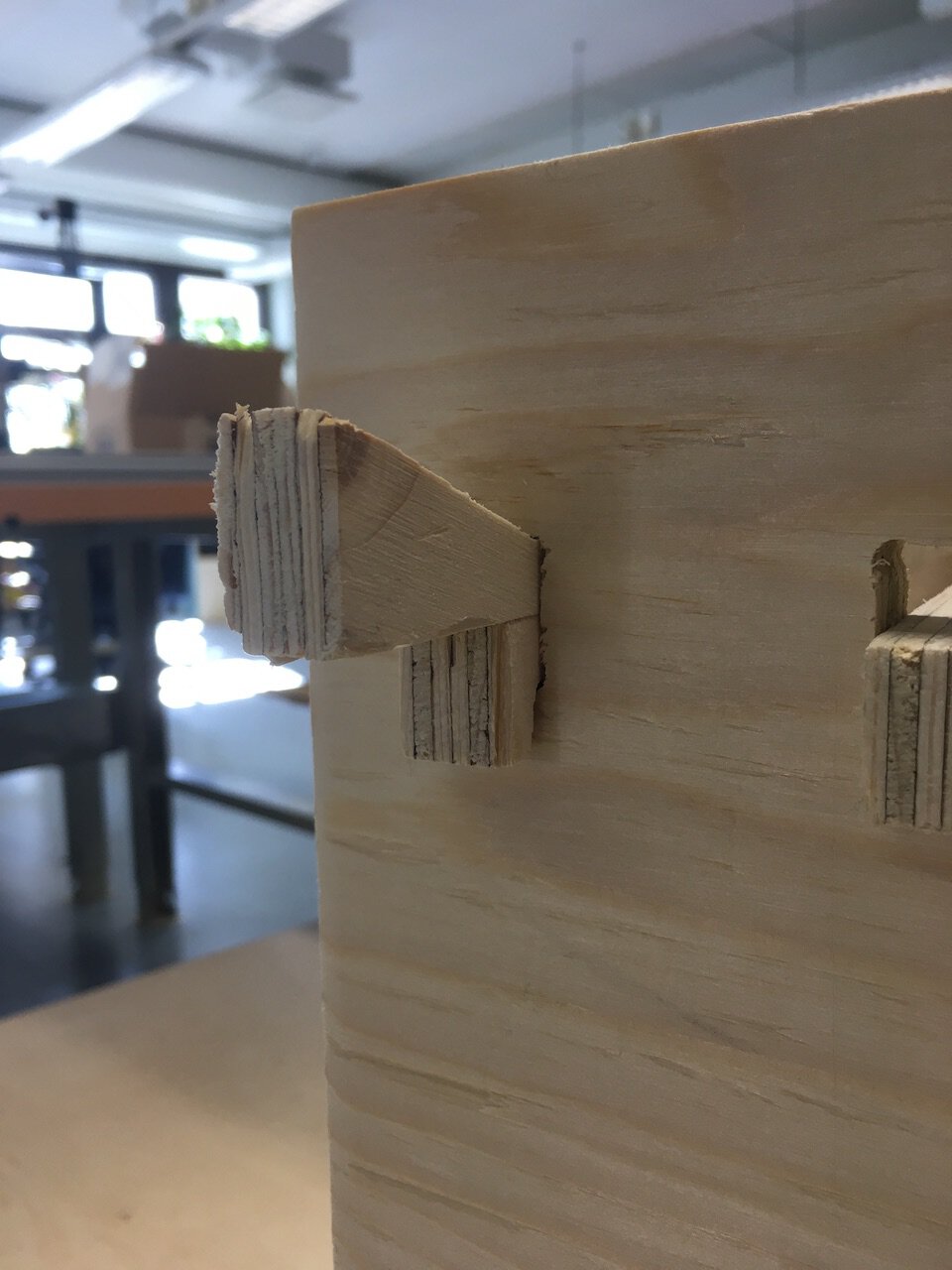
Cutting Result
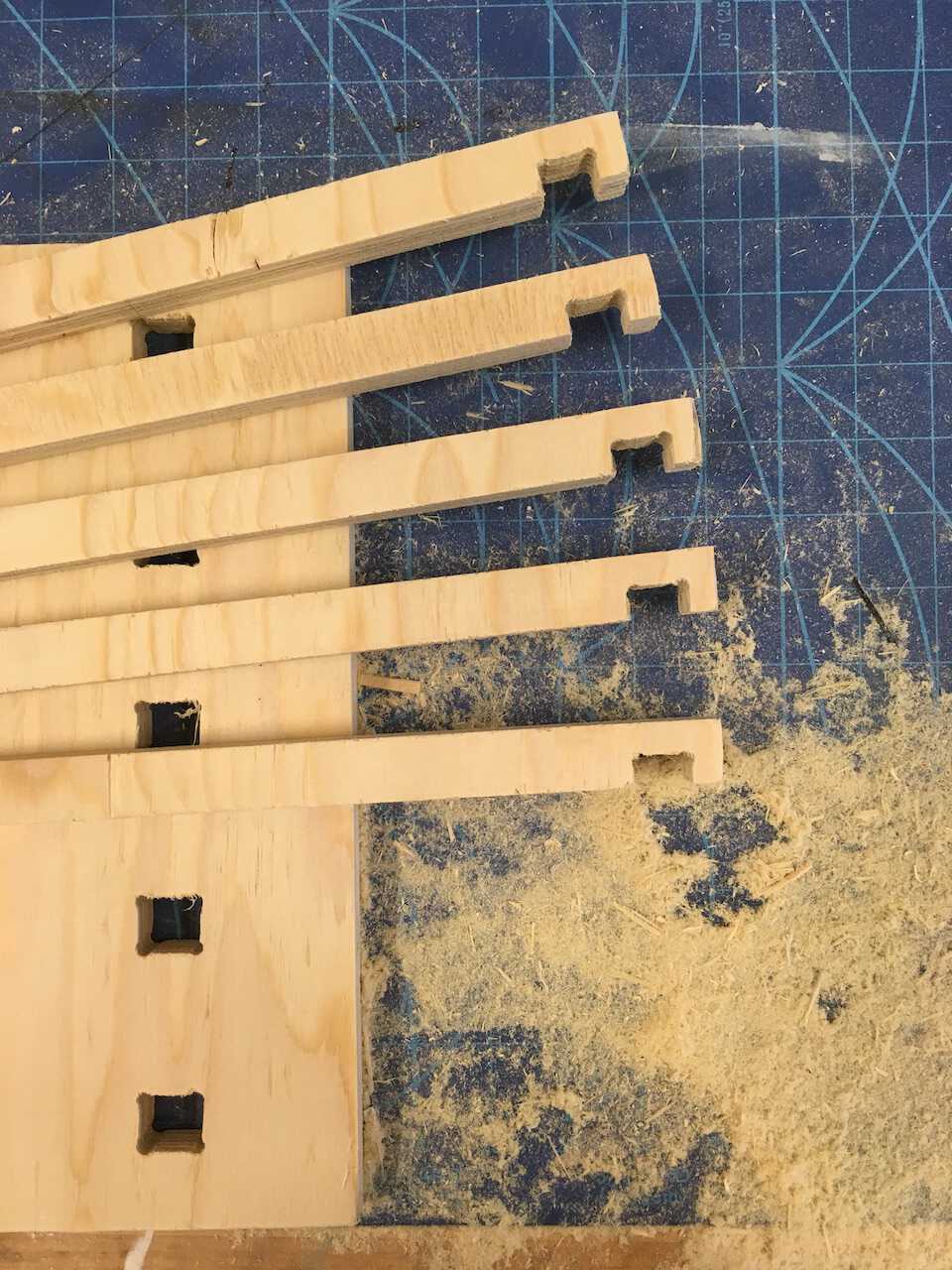
Outlines.
 20mm + 0.17mm (Inaccuracy)
20mm + 0.17mm (Inaccuracy)
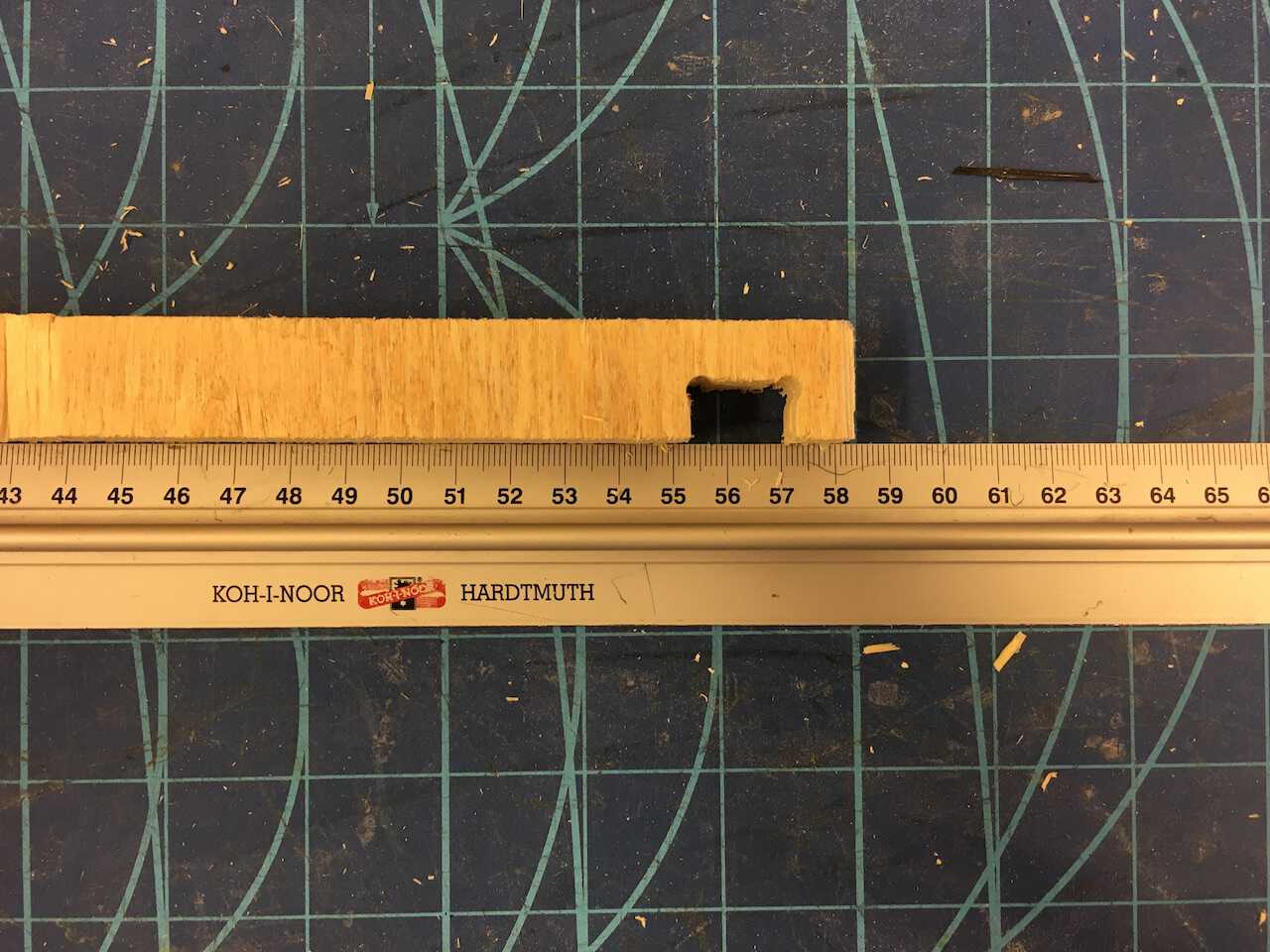 58mm
58mm
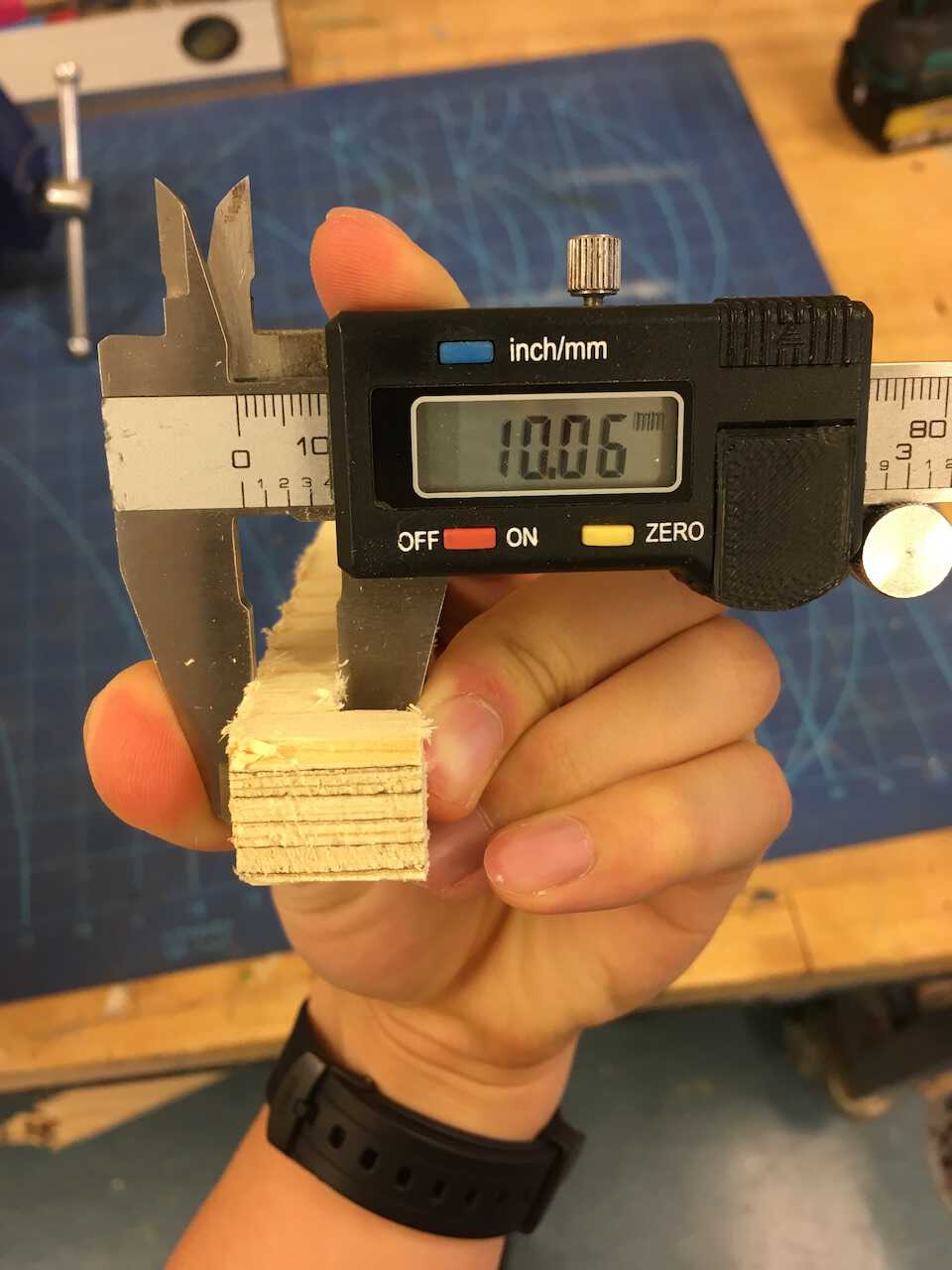
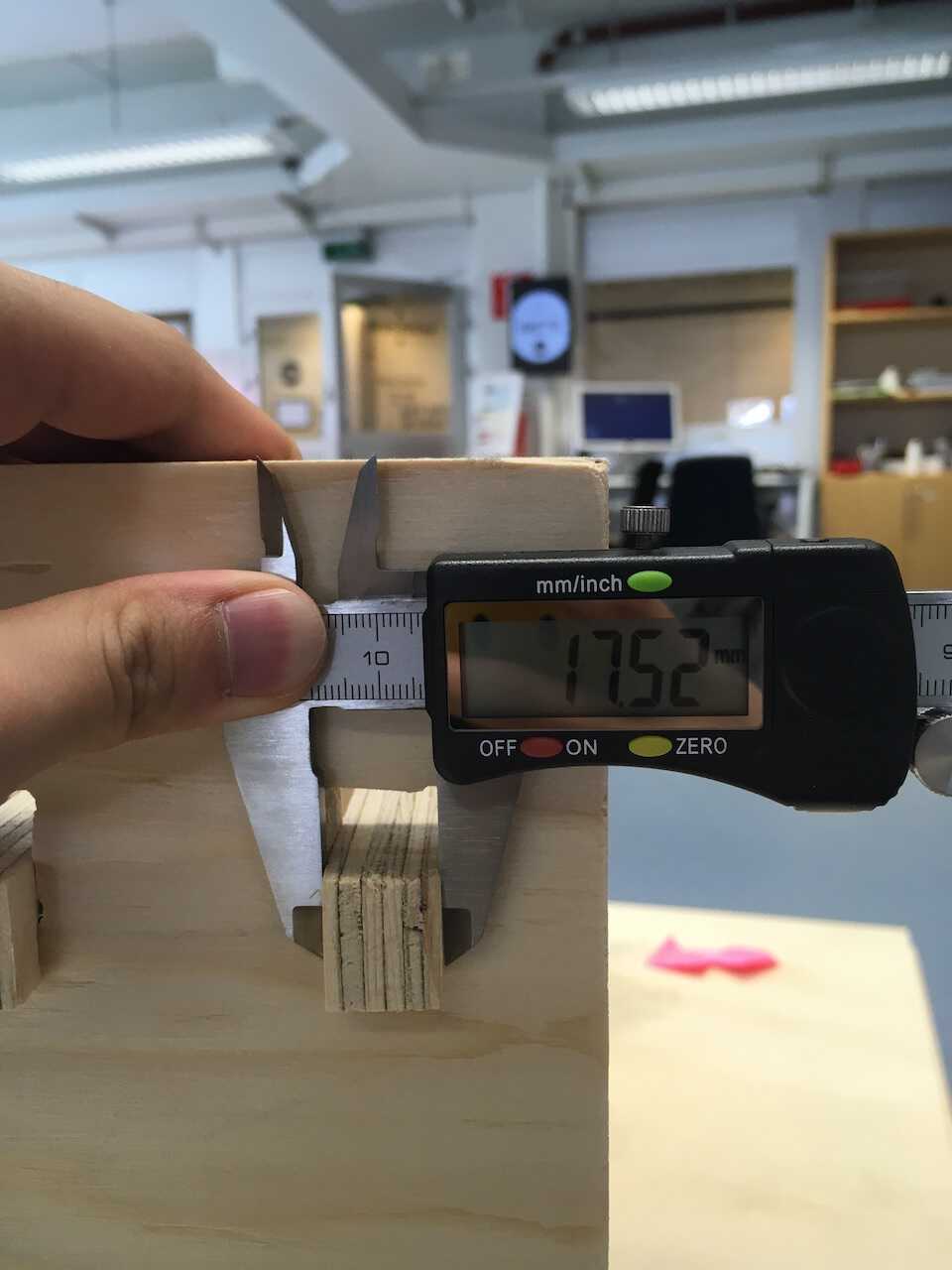
Pockets.
 10mm - 0.04mm (Inaccuracy)
10mm - 0.04mm (Inaccuracy)
 18mm + 0.18mm (Inaccuracy)
18mm + 0.18mm (Inaccuracy)
 10mm + 0.06mm (Inaccuracy)
10mm + 0.06mm (Inaccuracy)
According to the measurement, I understood that while I cut with 4mm bit.
| 4 mm bit | Inaccuracy |
|---|---|
| Outlines | +0.085 mm |
| Pockets | +0.09 mm |
Besides bigger dogbones, I am interested in the diameters of the cross beams that were cut with 6mm bit.
 20mm + 0.25mm (Inaccuracy)
20mm + 0.25mm (Inaccuracy)
 18mm + 0.14mm (Inaccuracy)
18mm + 0.14mm (Inaccuracy)
| 6 mm bit | Inaccuracy |
|---|---|
| Outlines | +0.125 mm |
| Pockets | +0.07 mm |
Post Processing
Sanding
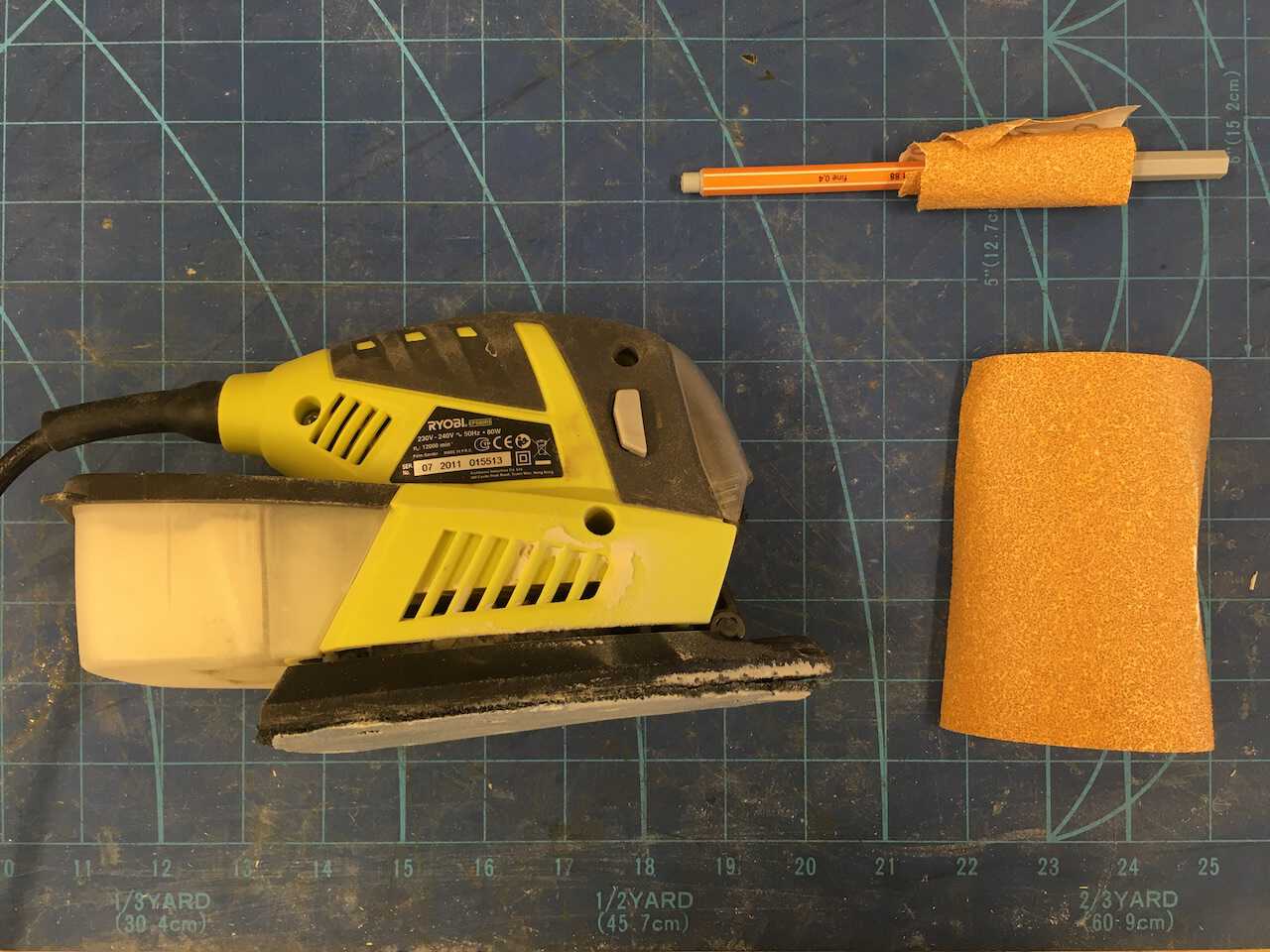 Sanding machine and sanding paper.
Sanding machine and sanding paper.
 C470 sanding paper is a rough one.
C470 sanding paper is a rough one.
 Originally the sides weren't smooth and the wood chips easily to stab into hands or fingers. The surface became more smooth and clean after sanding.
Originally the sides weren't smooth and the wood chips easily to stab into hands or fingers. The surface became more smooth and clean after sanding.
!! Tips: Sand firstly with rougher sanding papers then finer, it can improve the sanding efficiency.
Fix the Shoe Rack with a small hack
The shoe rack was unsteady because of some cutting inaccuracies and the tolerance I left for joints. Also, the thickness wasn’t precise 18mm.


To fix the unstable problem, there are two solutions either create triangle blocks to each of the joints or stuck them with thin woods. I chose later, the elegant and easy way, to fix it at the end. In order to fix it permanently, I also painted some white glue in between.

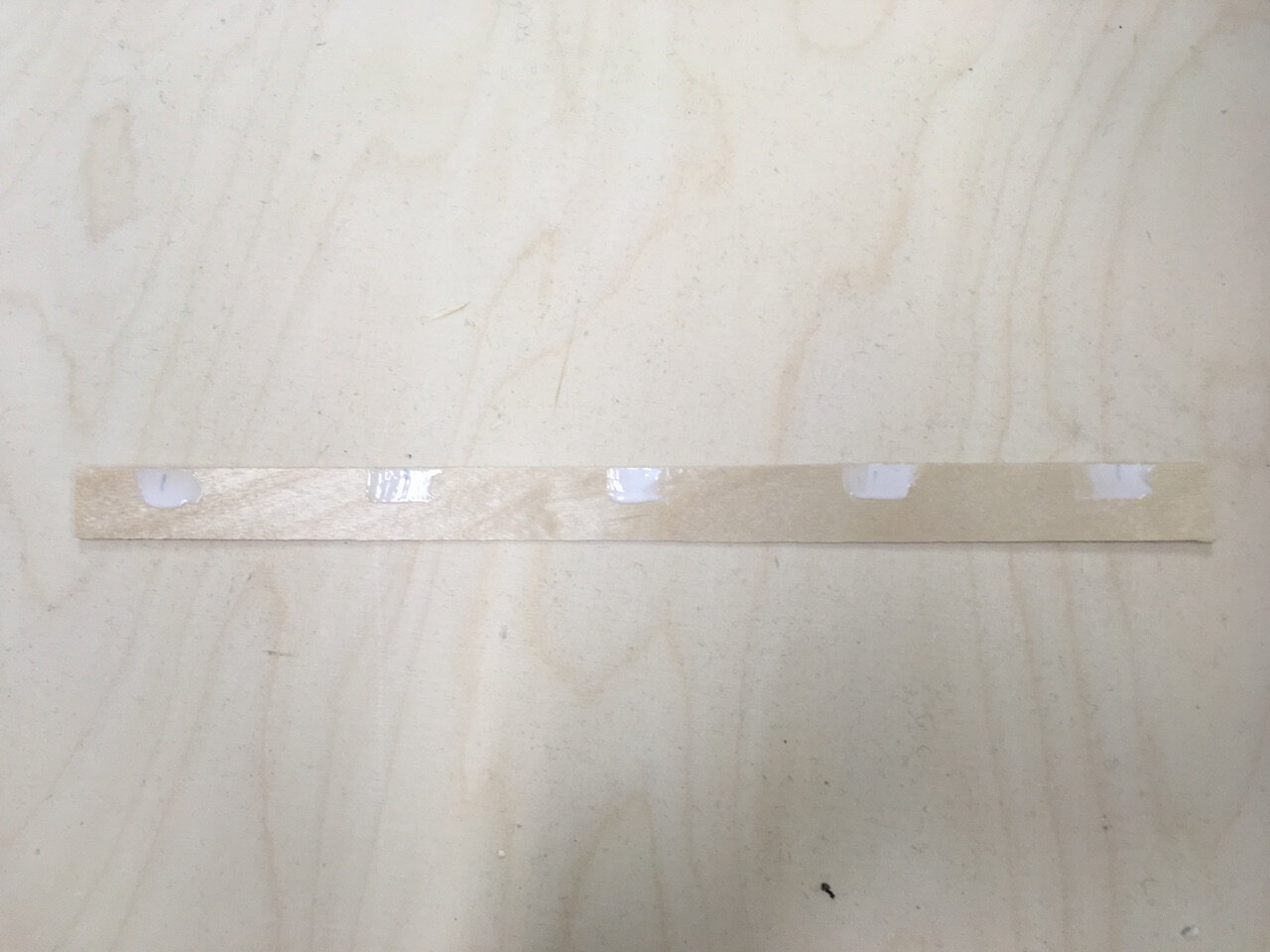

!! Fixed
Coating

!! Done
Challenges
-
The toolpath of dogbones couldn’t be created.
Solution: According to several experiments, a 4mm bit needs to + 1mm and a 6mm bit needs to + 2mm to create a toolpath inside dogbones successfully. It might be a bug of the dogbone plug-in.
-
Because the arrangement of each component is too close. To avoid the cutting problem, such as flying components. Kris taught me to align the tabs to fix all of the beams manually.
-
The 4mm bit broke during the last cutting procedure.


Assumption Reason: The speed of horizontal moving might be too fast to give too much force on the horizontal side. So I decreased the cutting feedrate either by decreased chip load(Feed per tooth) or by the percentage on the control panel.
Solution: Because we don’t have others 4mm bits, I changed to 6mm to finish the rest of the cutting. Fortunately, the rest of the cut is only outlines, so a 6mm bit could also accomplish the work for 4mm.
-
The vacuum worked not really well, therefore the wood wasn’t stable on the cutting table.

Instead of the broken vacuum, in the end, we used clamps to fix the wood.



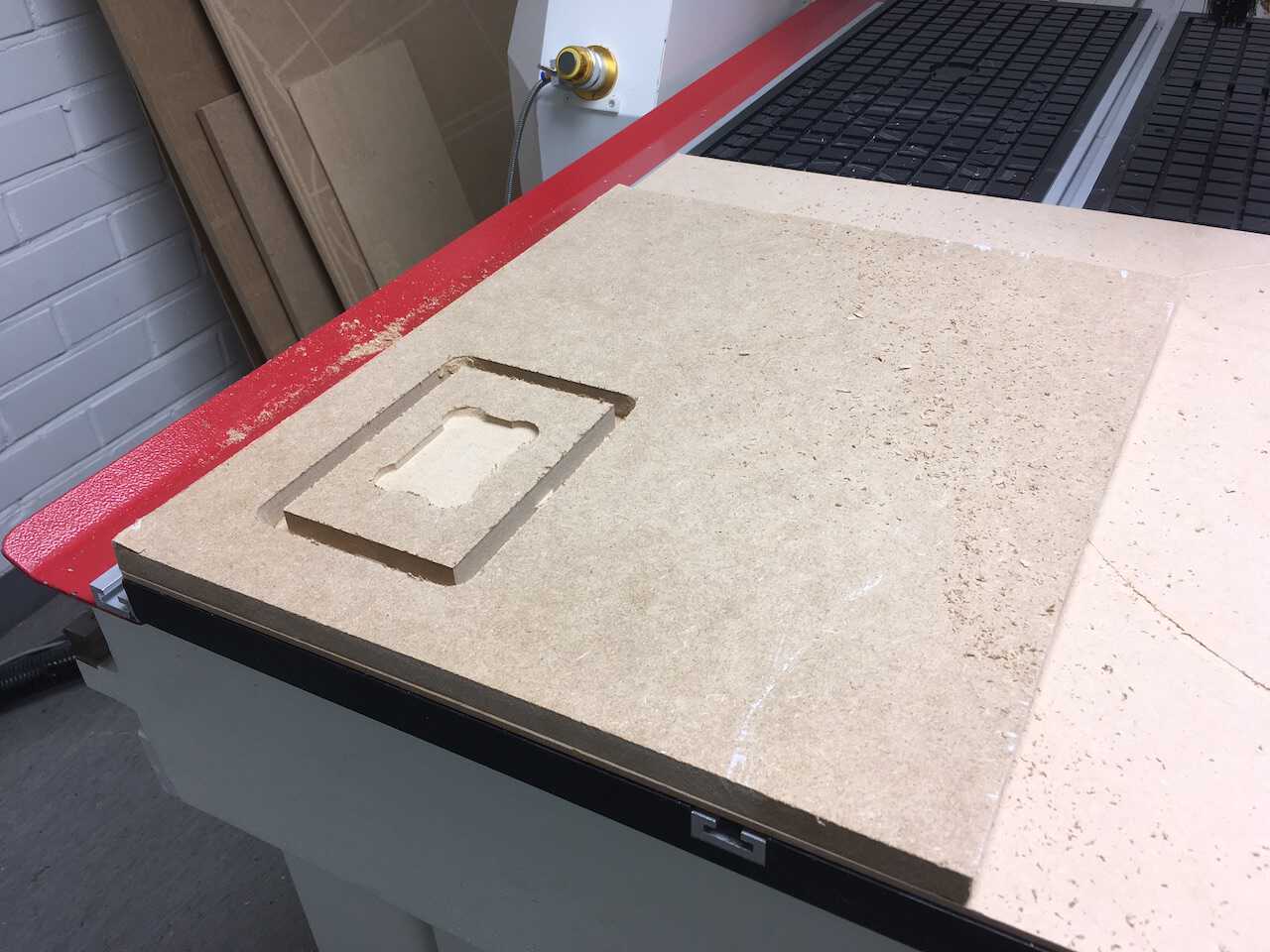
Group Assignment
The cutting procedure was recorded in my individual assignment.
5x Speed
!! Tips to cut off tabs
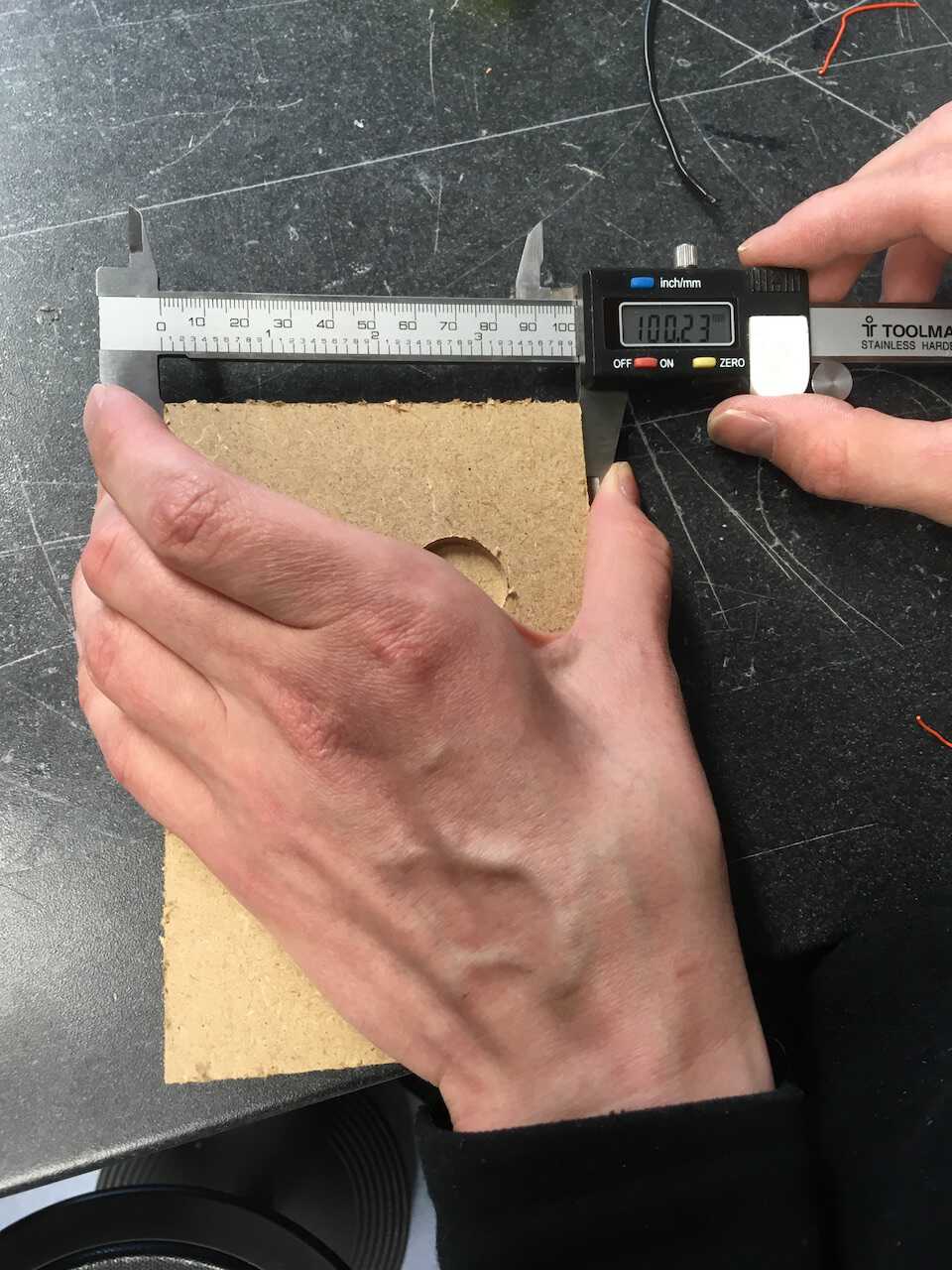
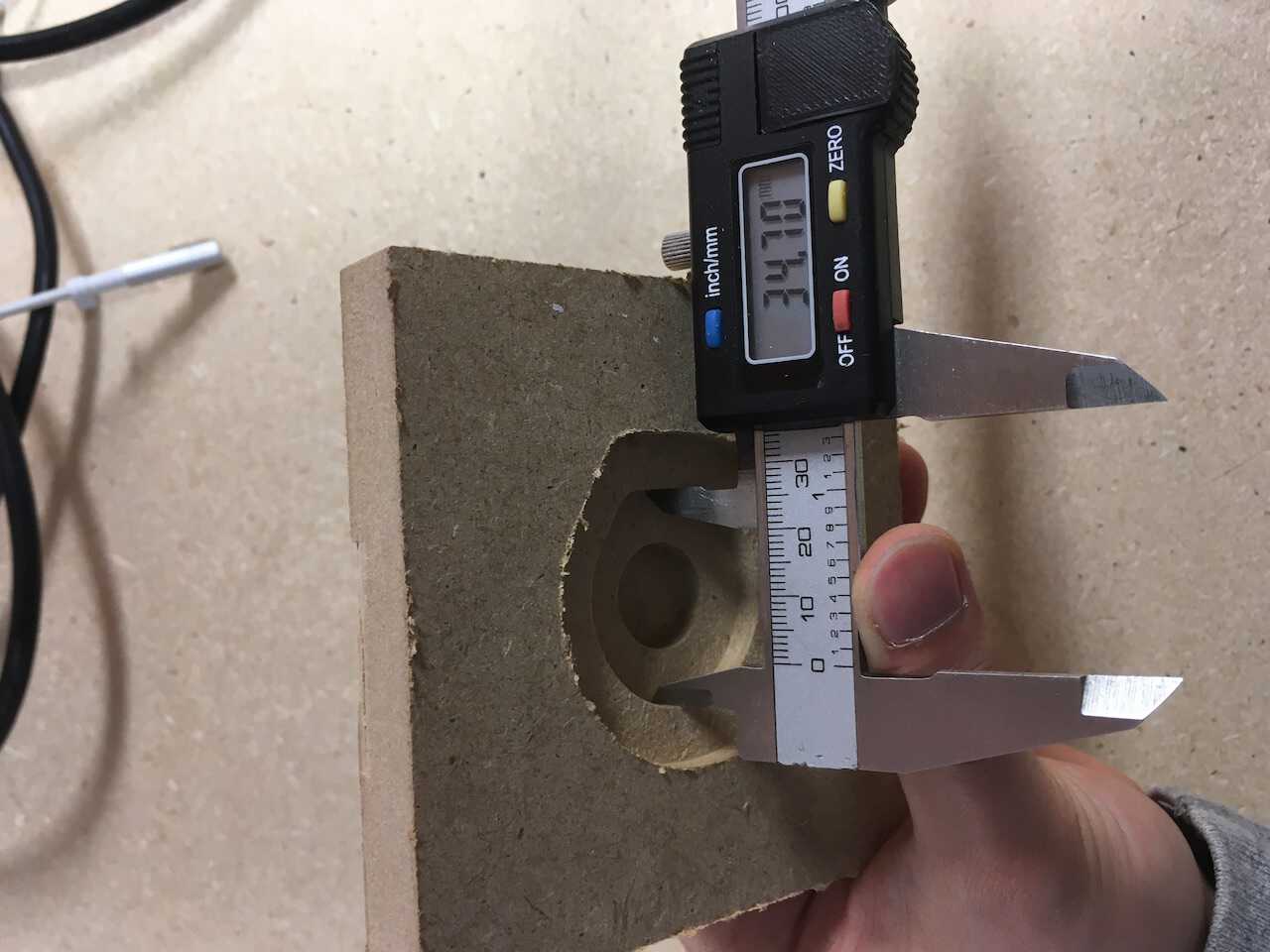
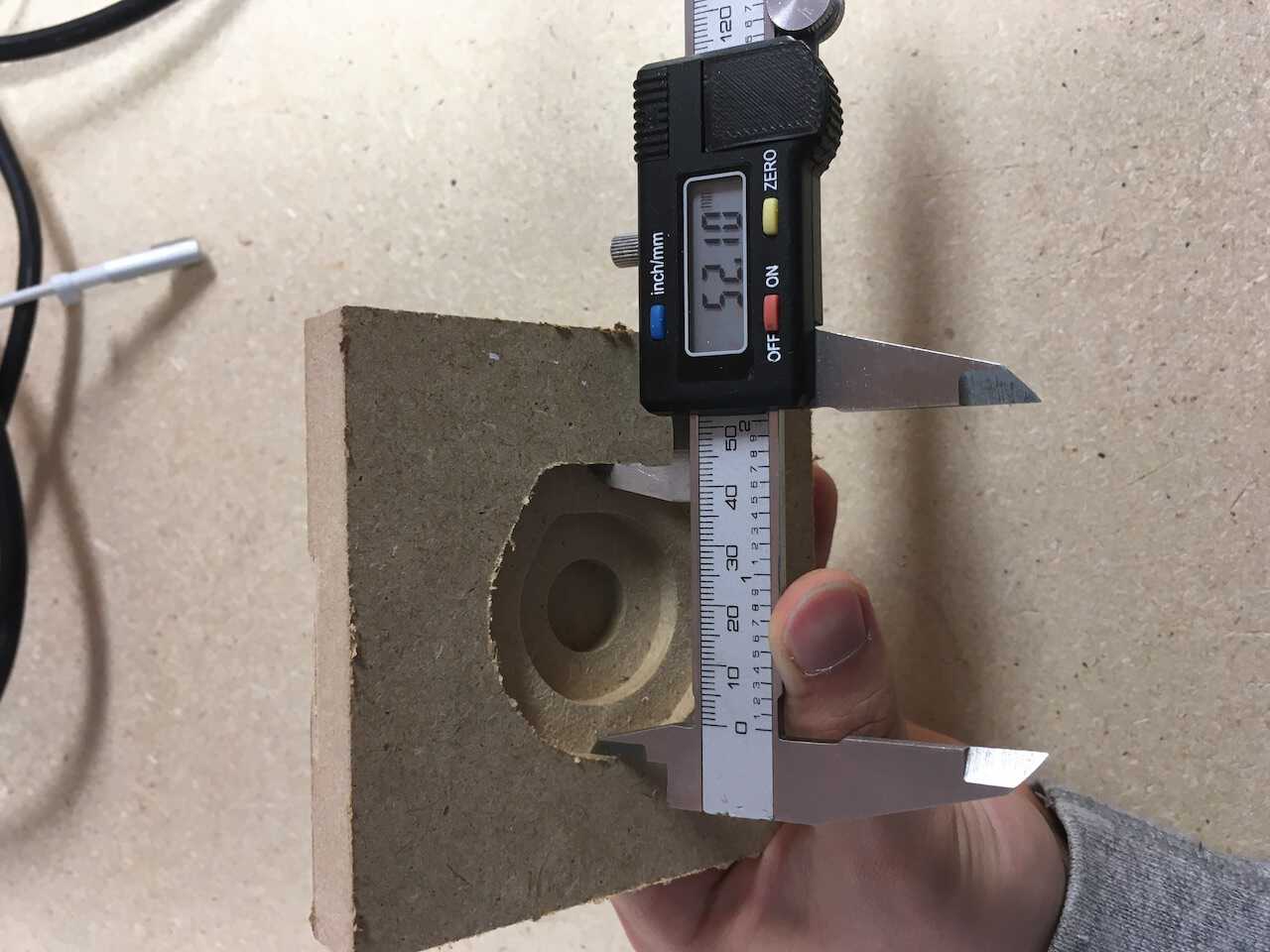
Measurement of cutting result
Outlines
 100mm + 0.23mm (Inaccuracy)
100mm + 0.23mm (Inaccuracy)
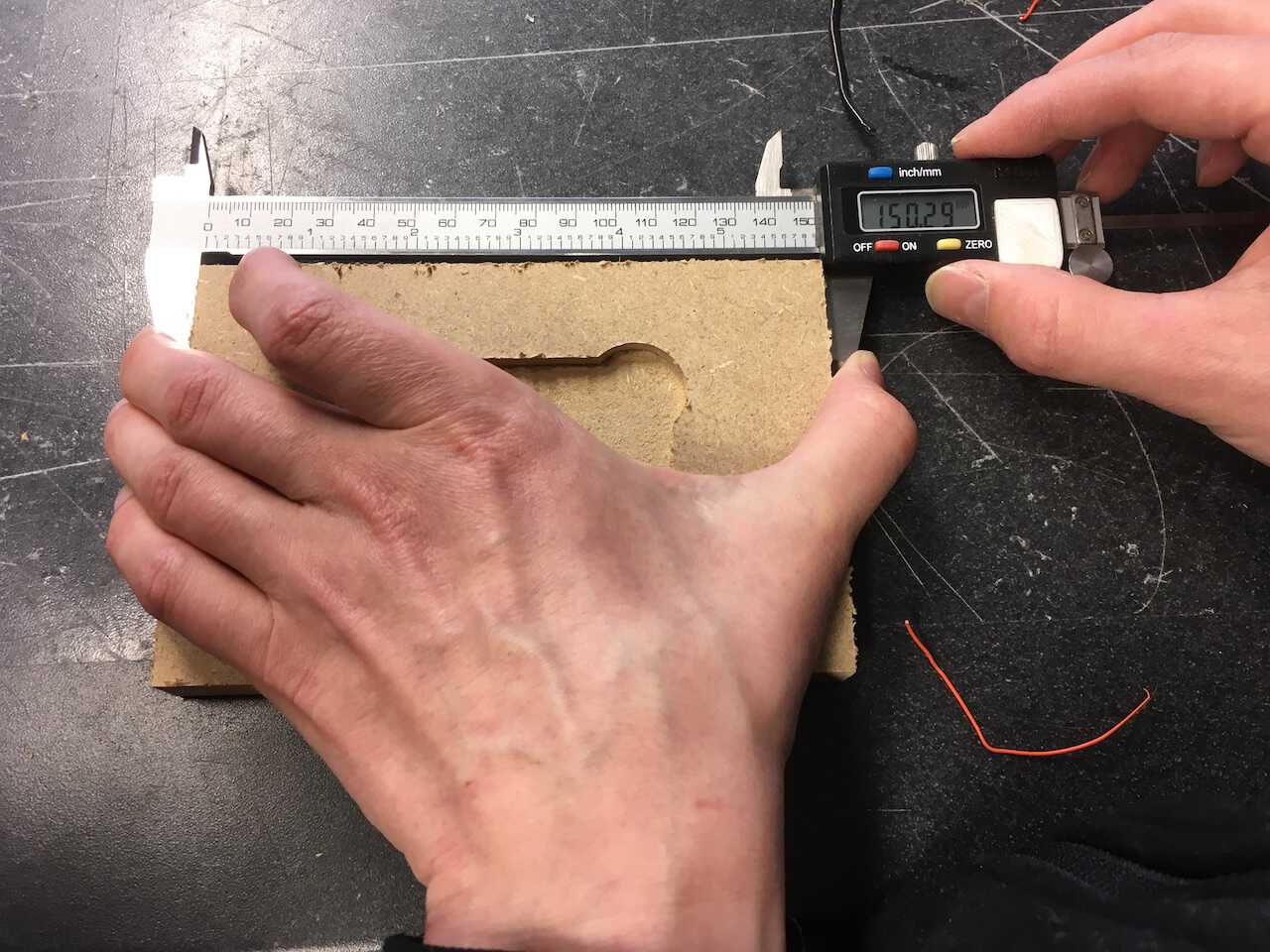 150mm + 0.29mm (Inaccuracy)
150mm + 0.29mm (Inaccuracy)
Pockets
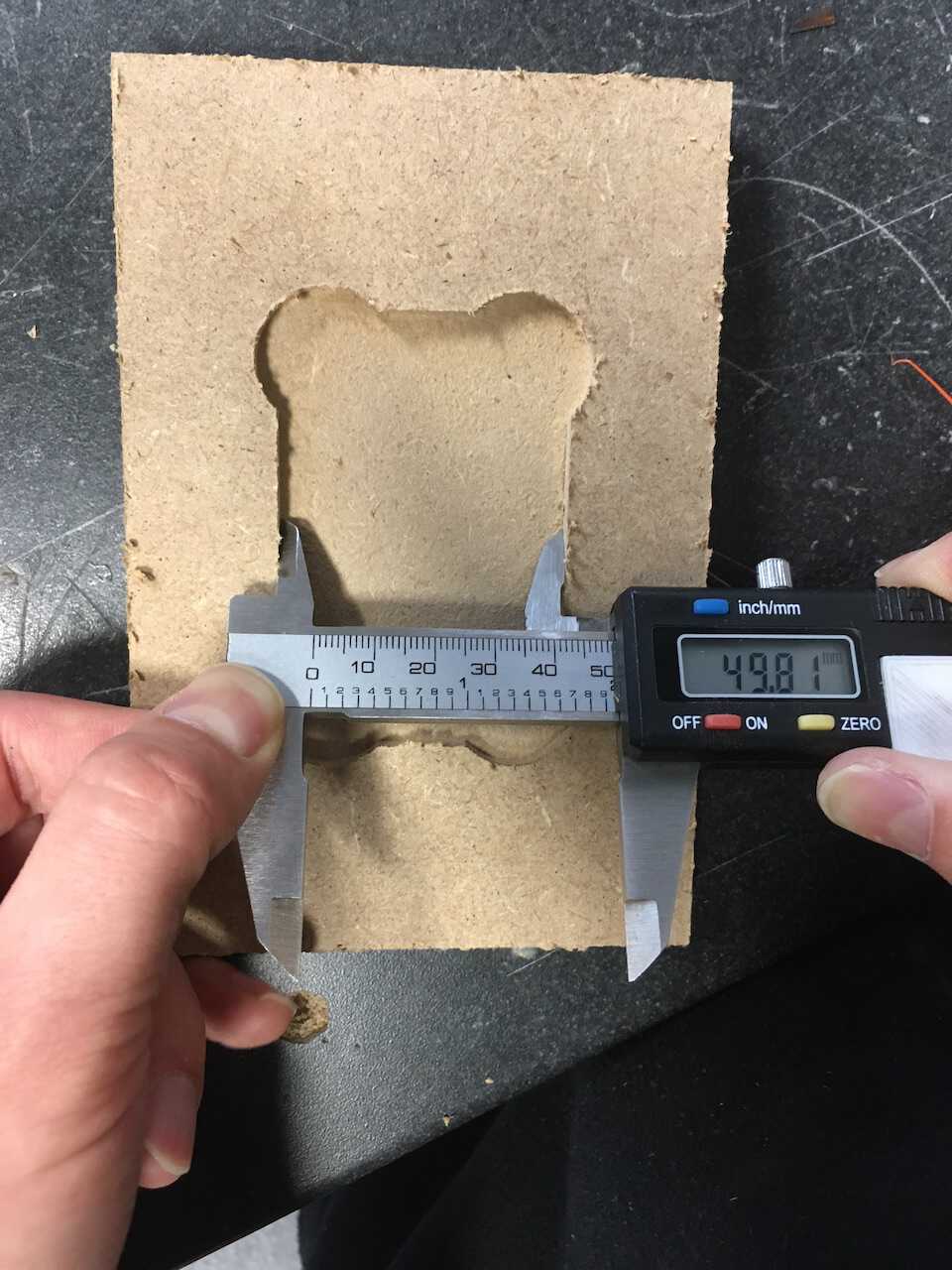 50mm - 0.19mm (Inaccuracy)
50mm - 0.19mm (Inaccuracy)
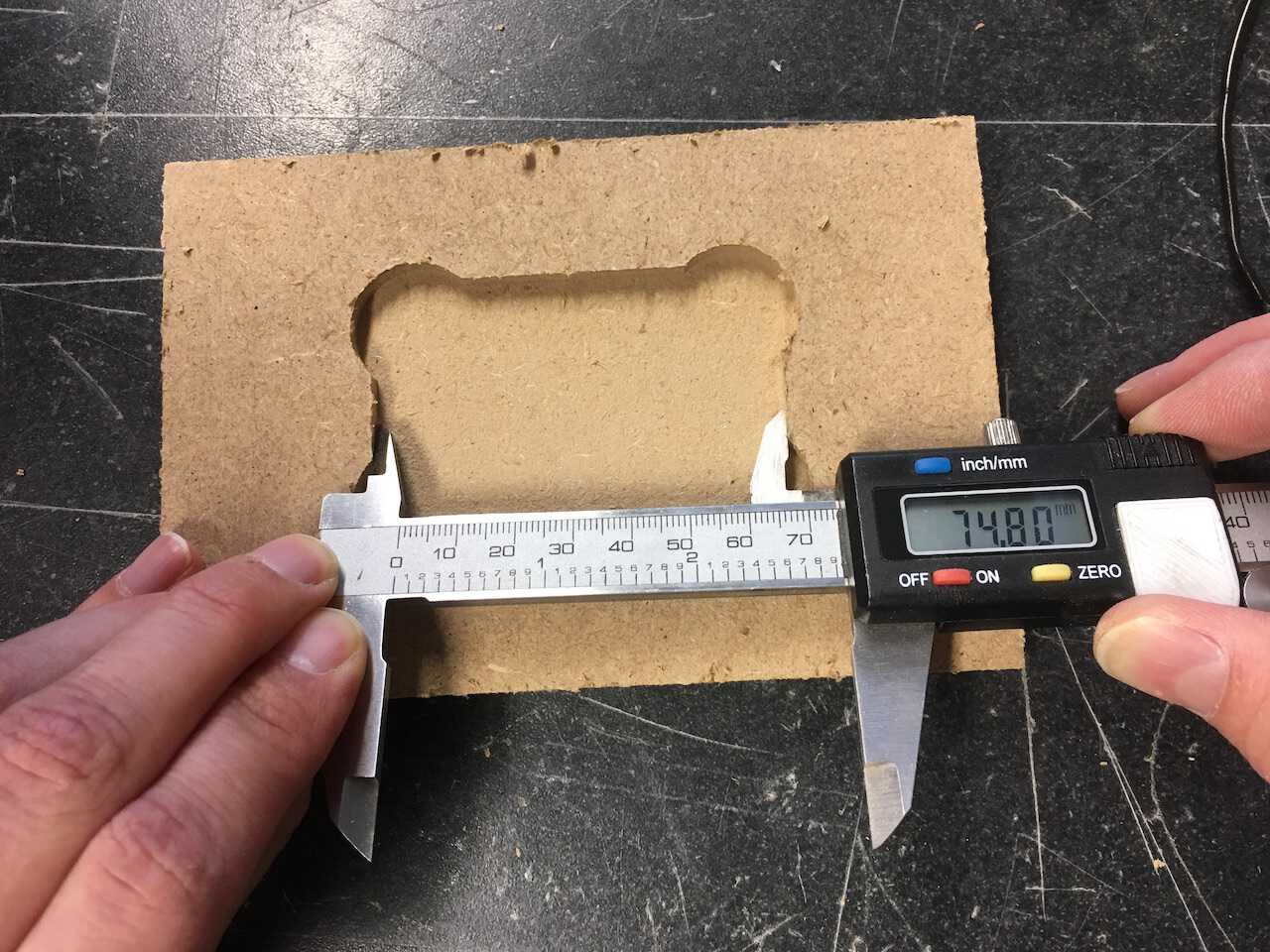 75mm - 0.20mm (Inaccuracy)
75mm - 0.20mm (Inaccuracy)
Summary
| 12 mm bit | Inaccuracy |
|---|---|
| Outlines | + 0.13 mm = ((0.23+0.29)/2)/2 |
| Pockets | - 0.10 mm = (-0.20)/2 |
Another try

Outlines
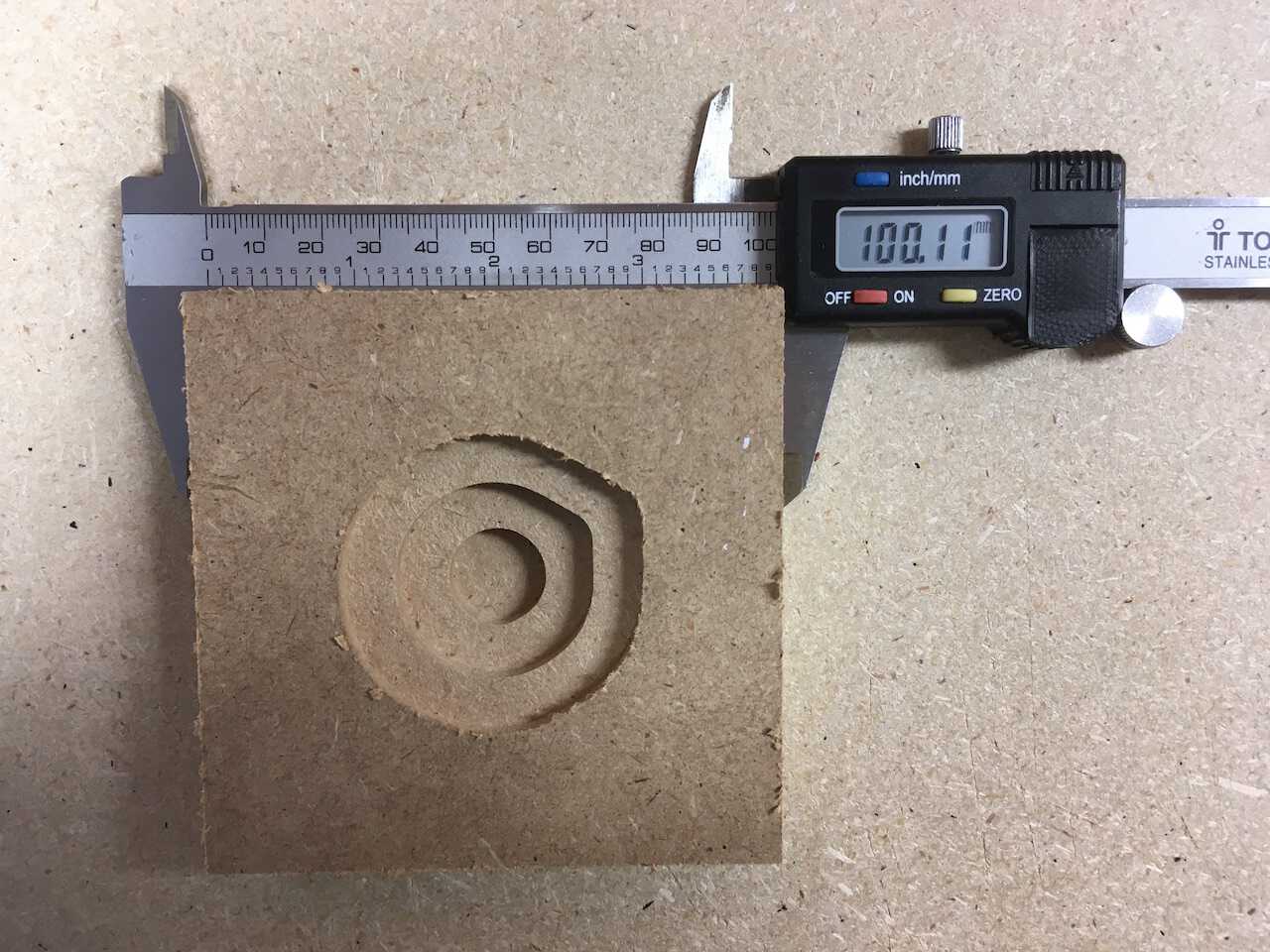 100mm + 0.11mm (Inaccuracy)
100mm + 0.11mm (Inaccuracy)
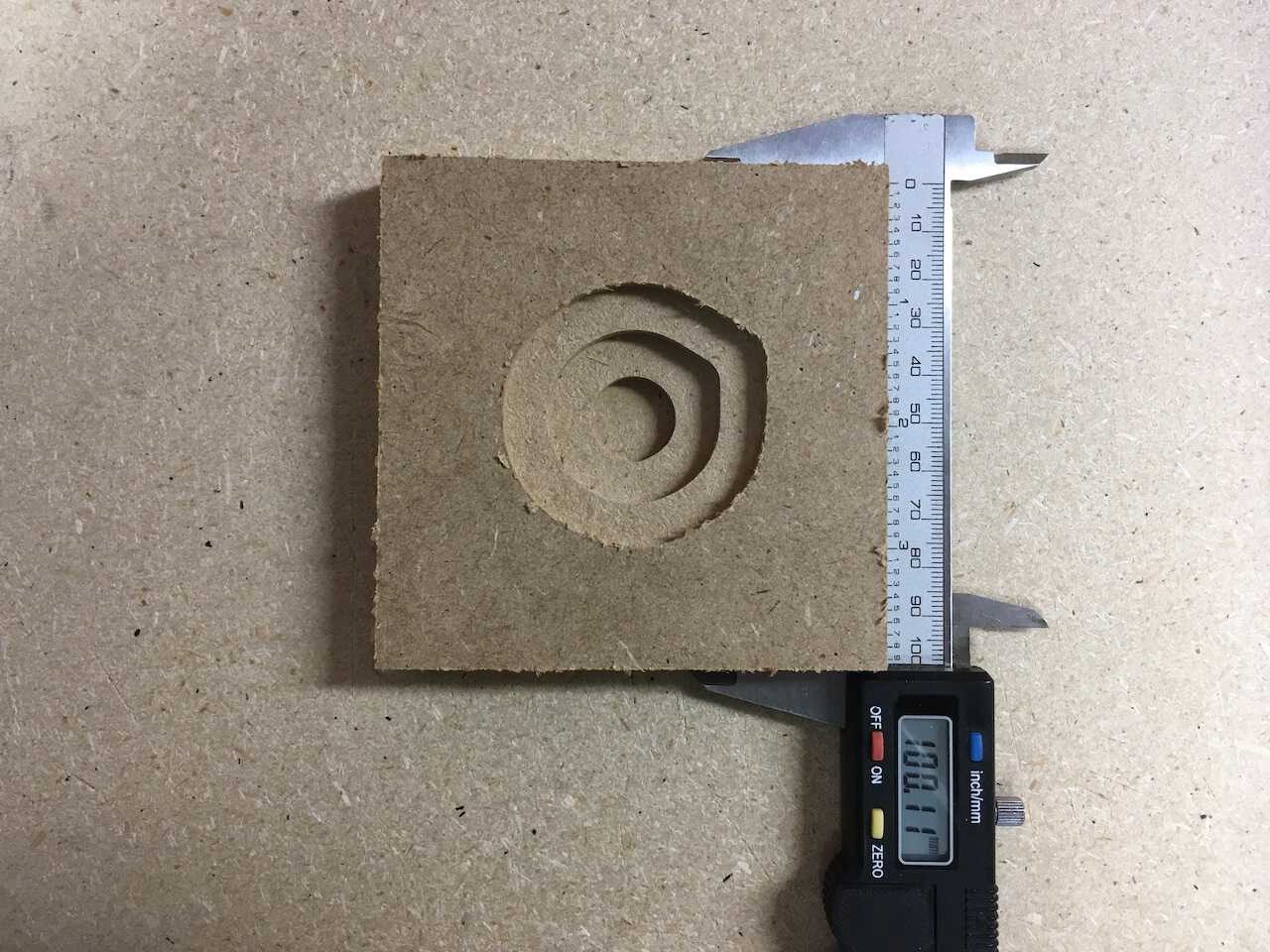 100mm + 0.11mm (Inaccuracy)
100mm + 0.11mm (Inaccuracy)
Pockets
 20mm + 3.17mm (Inaccuracy)
20mm + 3.17mm (Inaccuracy)
 40mm + 5.30mm (Inaccuracy)
40mm + 5.30mm (Inaccuracy)
 60mm - 7.90mm (Inaccuracy)
60mm - 7.90mm (Inaccuracy)
Download
The Week08 zip file includes:
-
Shoe Rack.f3d
-
Toolpath