Assignment
- Group assignment:
- test the design rules for your 3D printers
- Individual assignment:
- design and 3D print an object that could not be made subtractively
- 3D scan an object and optionally print it
Group Assignment
- Group Members: Daniel Wilenius, Dann Mensah, 吳若玄 (Russian Wu)
We compared three 3D printers: Lulzbot Mini, Ultimaker 2+ and Ultimaker S3 :
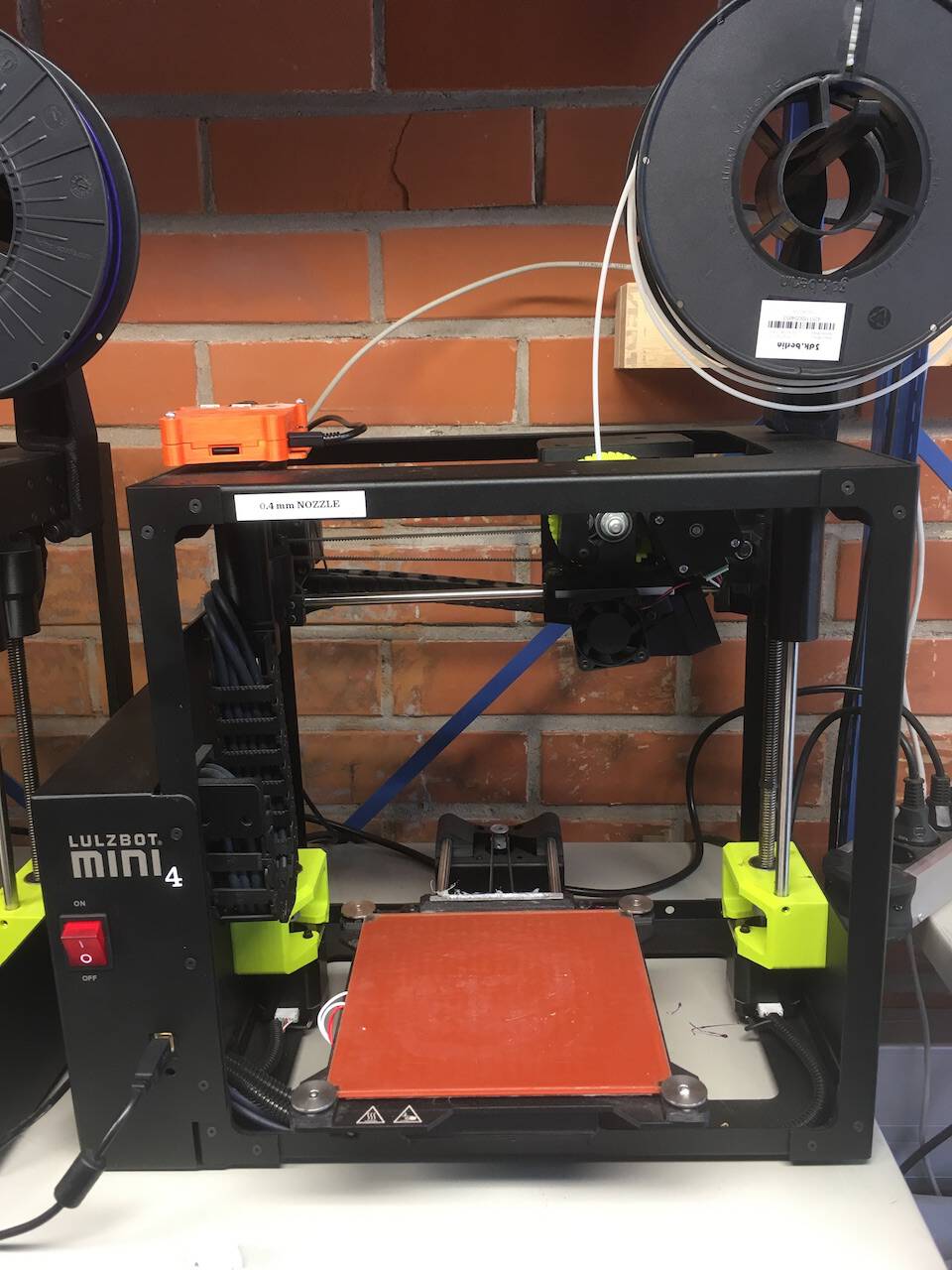 Lulzbot Mini
Lulzbot Mini
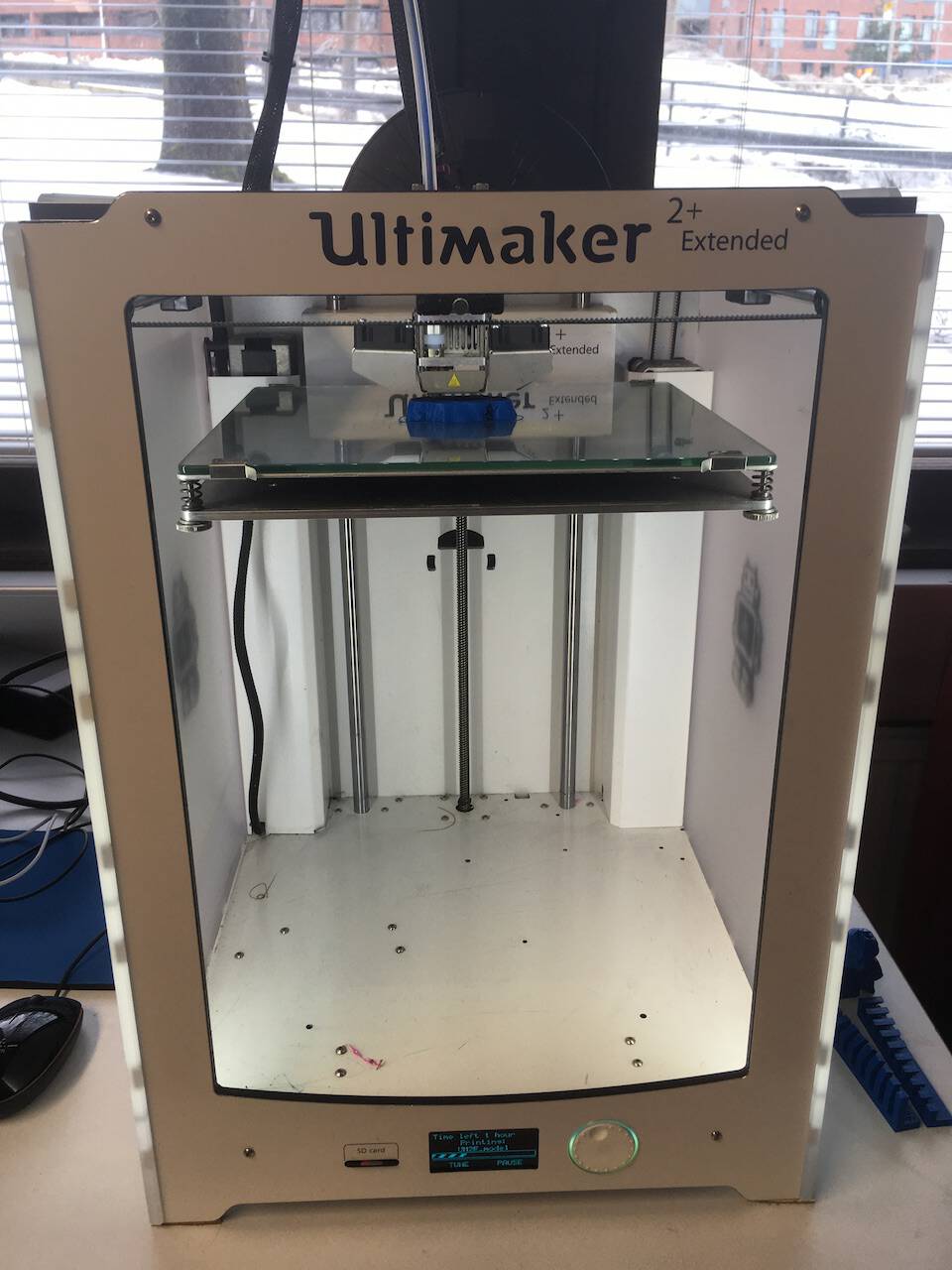 Ultimaker 2+
Ultimaker 2+
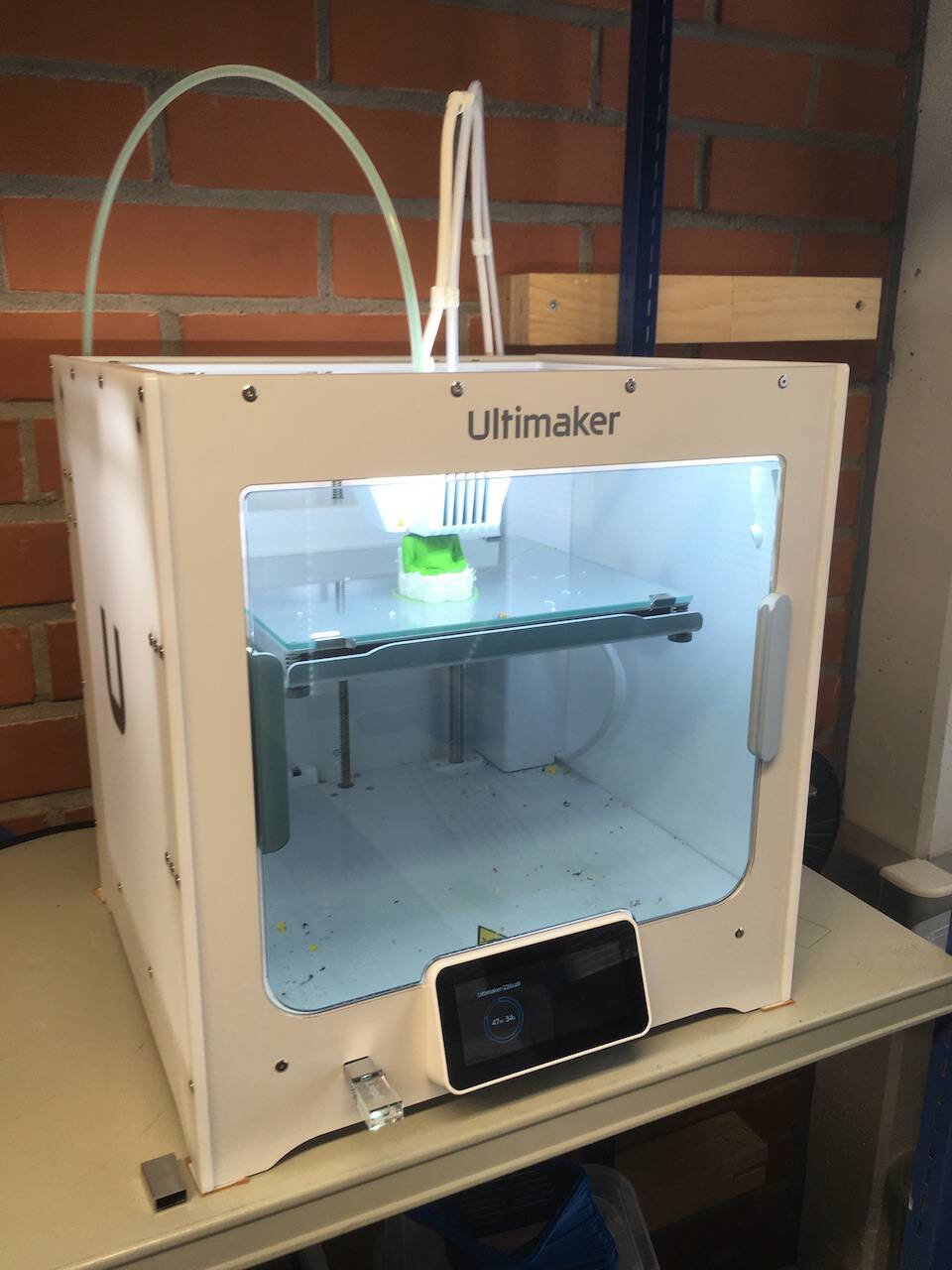 Ultimaker S3
Ultimaker S3
Lulzbot Mini
The Lulzbot Mini is the least precise of the three. It has a minimum layer thickness of 0.05mm and a 0.5mm nozzle. It can programmatically adjust the baseplate to be flat using the four sensors in the corners of the plate. On the software side, Cura Lulzbot is used to prepare the prints and output the .gcode files.
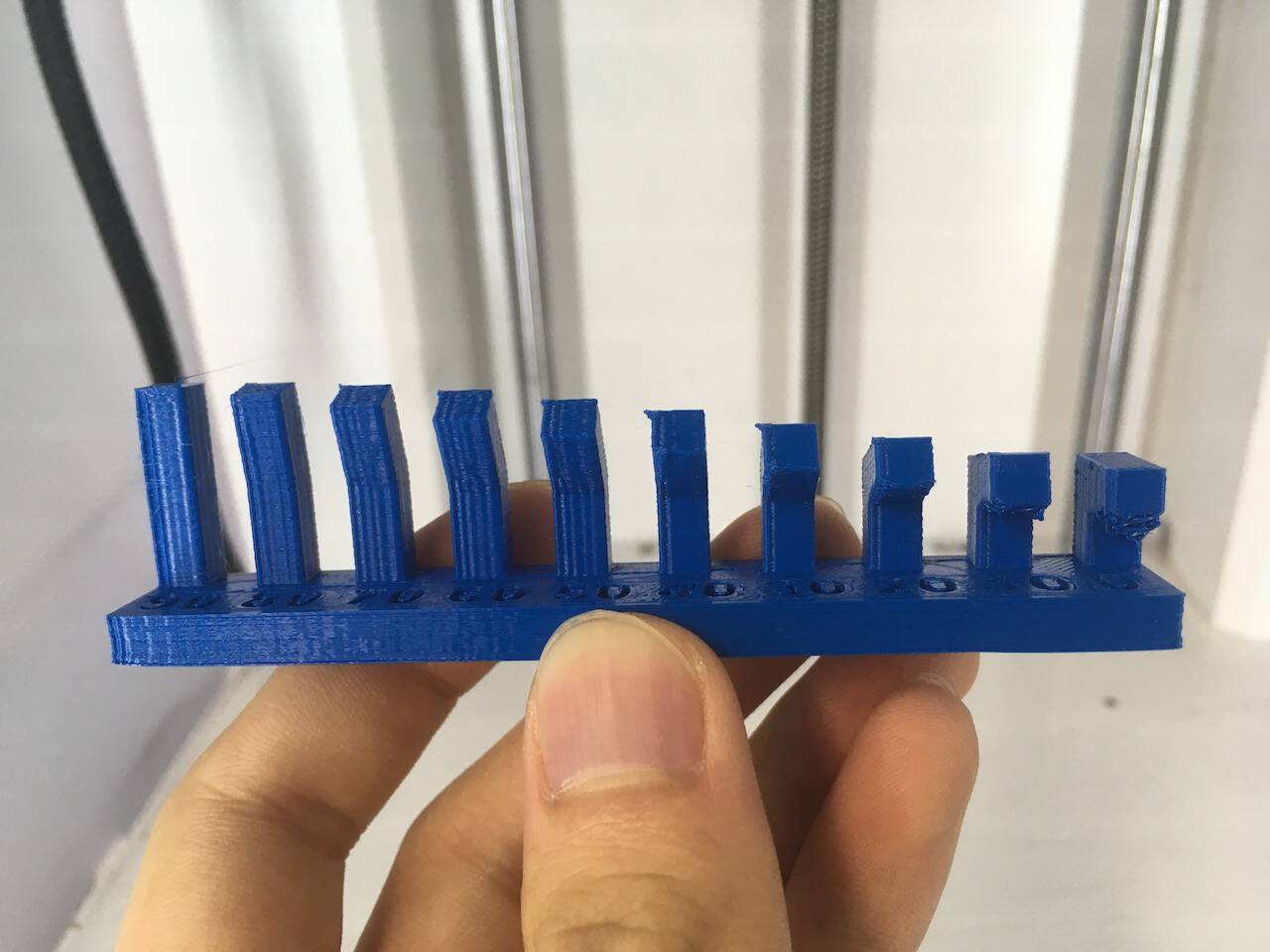
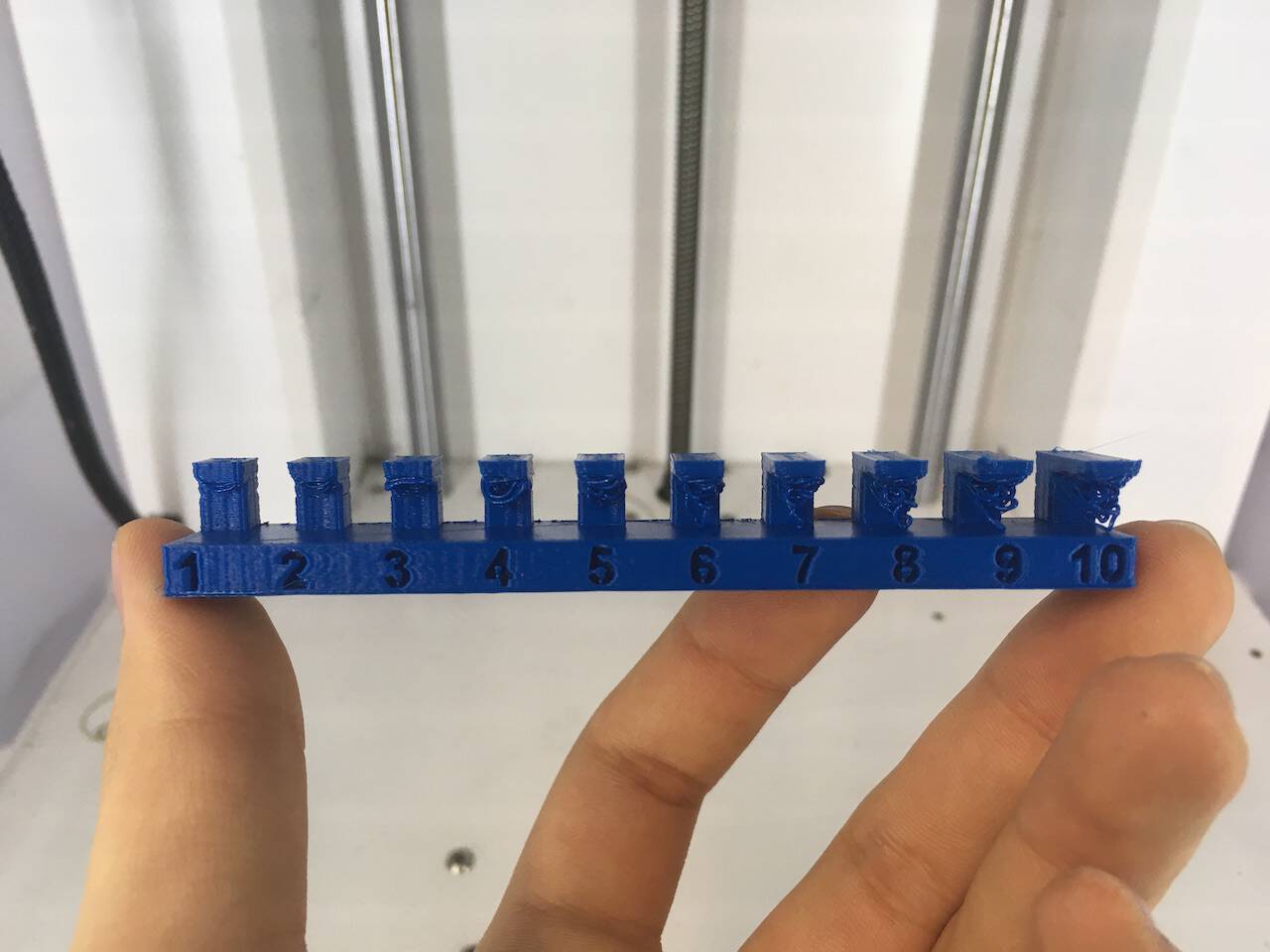
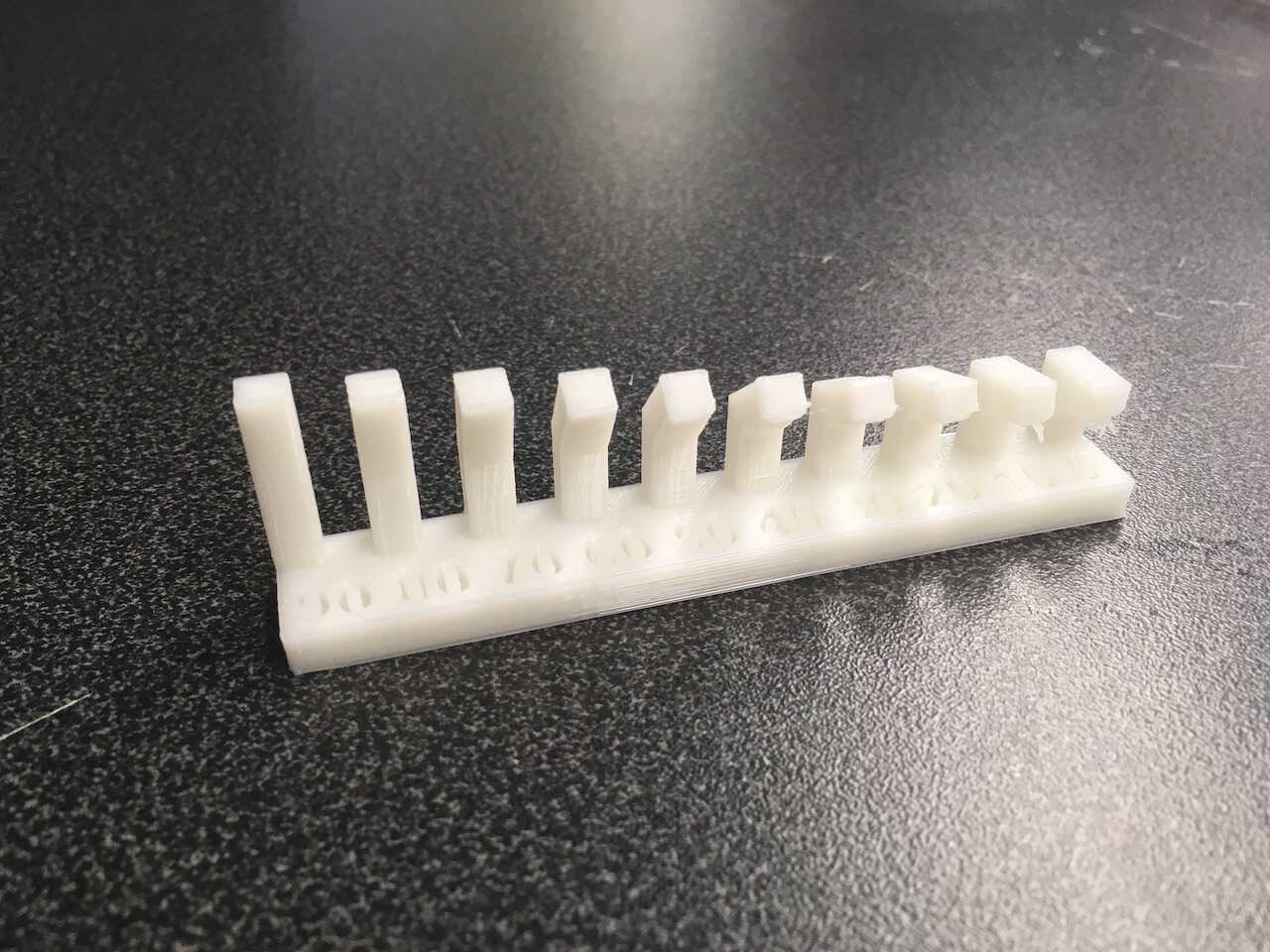 ↑In the overhang test, the Mini was able to print overhangs of up to 40 degrees without any of the PLA running down.
↑In the overhang test, the Mini was able to print overhangs of up to 40 degrees without any of the PLA running down.
 ↑→The bridging test showed no problems on bridges of up to 20mm.
↑→The bridging test showed no problems on bridges of up to 20mm.
Ultimaker 2 Extended
In the middle in terms of precision is the Ultimaker 2 Extended. With the 0.4mm nozzle it has a layer resolution of 0.02mm, which is more than double that of the Lulzbot Mini. One downside with the Ultimaker 2+ is that its baseplate has to be manually adjusted using the screws in each corner. Both Ultimaker printers we used to use software, Ultimaker Cura.
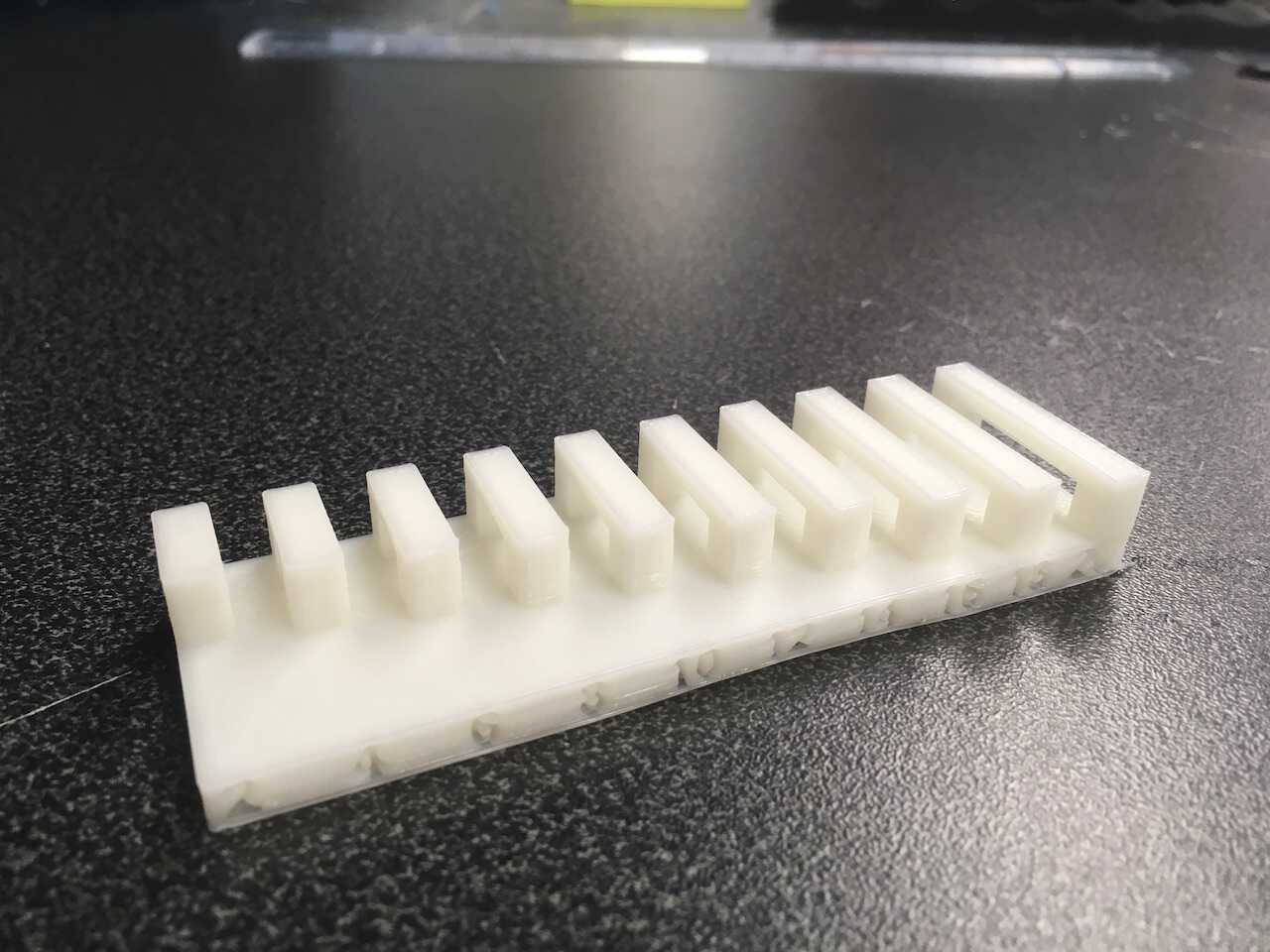
 The Ultimaker fared slightly better in the overhang test, as it could handle overhangs at an angle of up to 30 degrees without any noticeable dripping.
The Ultimaker fared slightly better in the overhang test, as it could handle overhangs at an angle of up to 30 degrees without any noticeable dripping.
 At a right angle, any overhang had a significant amount of dripping plastic.
At a right angle, any overhang had a significant amount of dripping plastic.
Ultimaker S3
The Ultimaker S3 is the newest and most accurate FDM printer(Fused Deposition Modeling) in the Fablab. It has the same layer resolution as the 2+ Extended but almost doubles the positioning precision. It also has six sensors for automatic adjustment of the baseplate. The biggest difference between the Ultimaker S3 and the two other printers is that the S3 can print two different filaments simultaneously. This can be used, for example, to print supports using a water-soluble PVA. On the front-end side, it has a nice touch screen that can be used to track the printing progress and to easily make adjustments.
In the bridging test, it performed as well as the Ultimaker 2+, with no problems even at the largest gaps.
Design Rule for the 3D printer
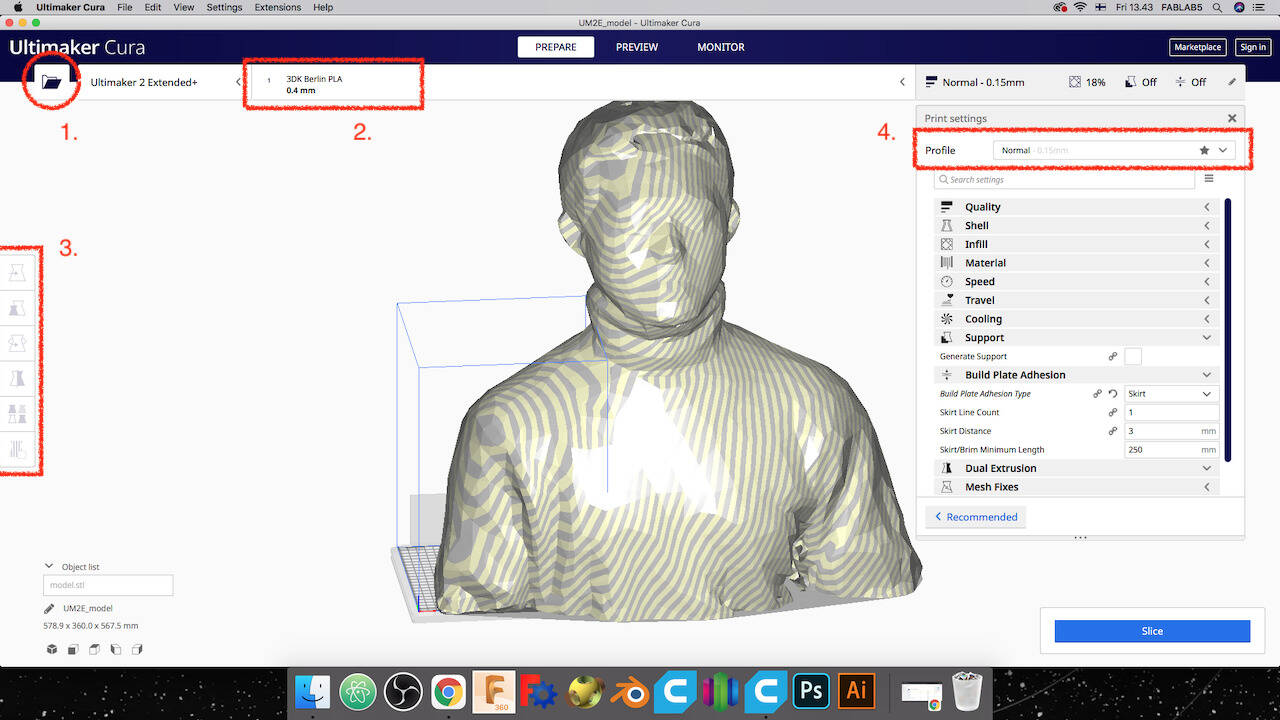
After importing the .stl file, we chose PLA material. But for Ultimaker 2+ only have one option. Next, we should adjust the model to a few centimeters size for printing faster and then decided appropriate resolution.
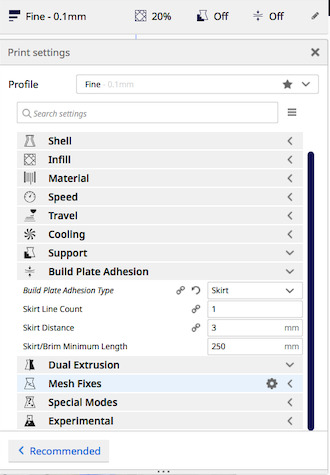
We used skirt as the build plate adhesion type because it’s the easiest one to remove after printing. Certain prints require brim to remain a non-shrunk model during printing, which I will show in the individual assignment.
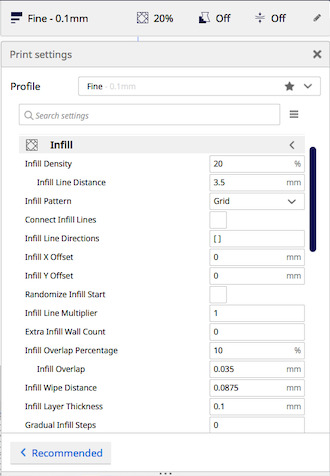
Here we have chosen 20% as infill density and Grid as the pattern as this gives us a good balance between durability, weight, and print time.
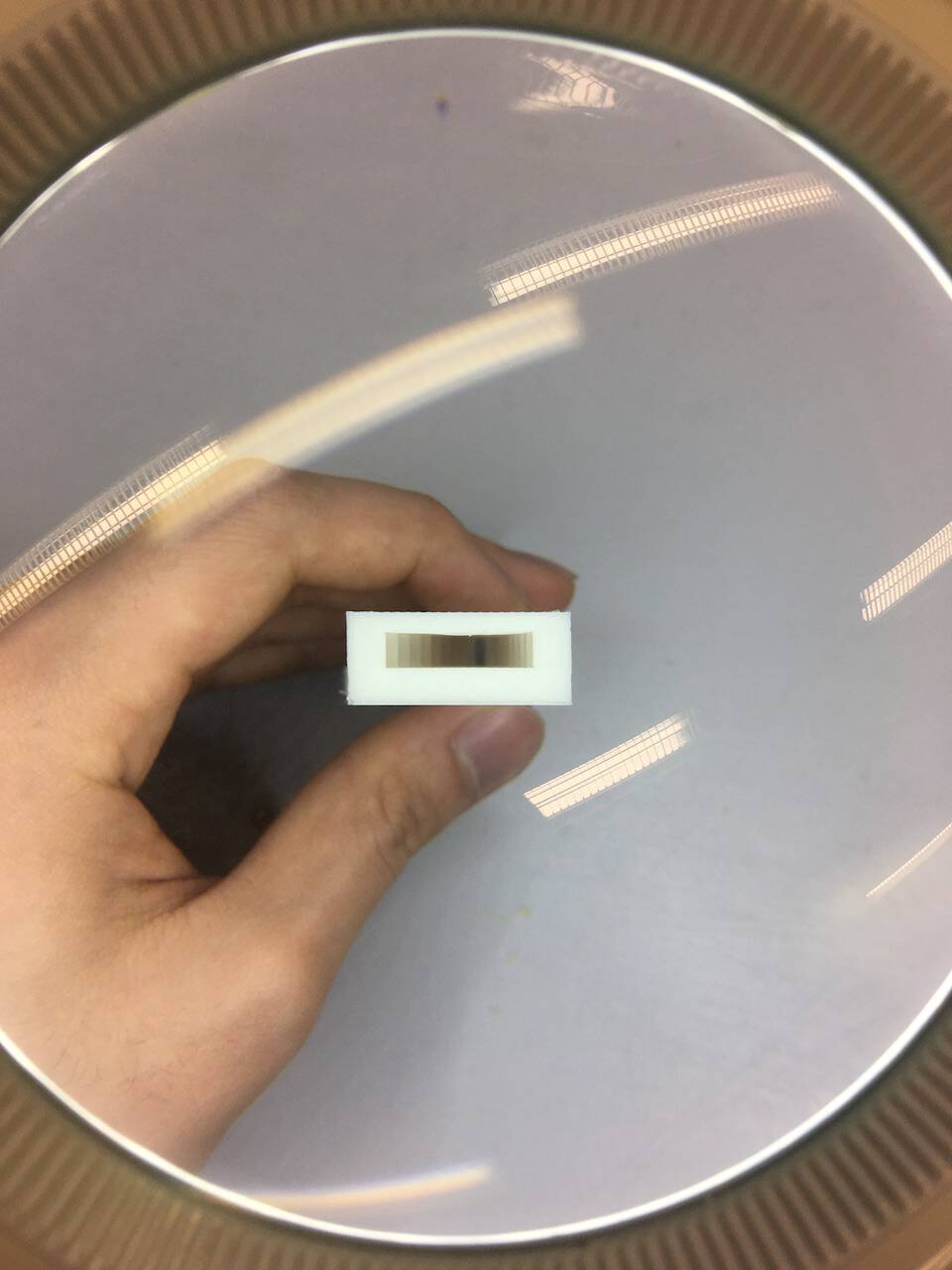
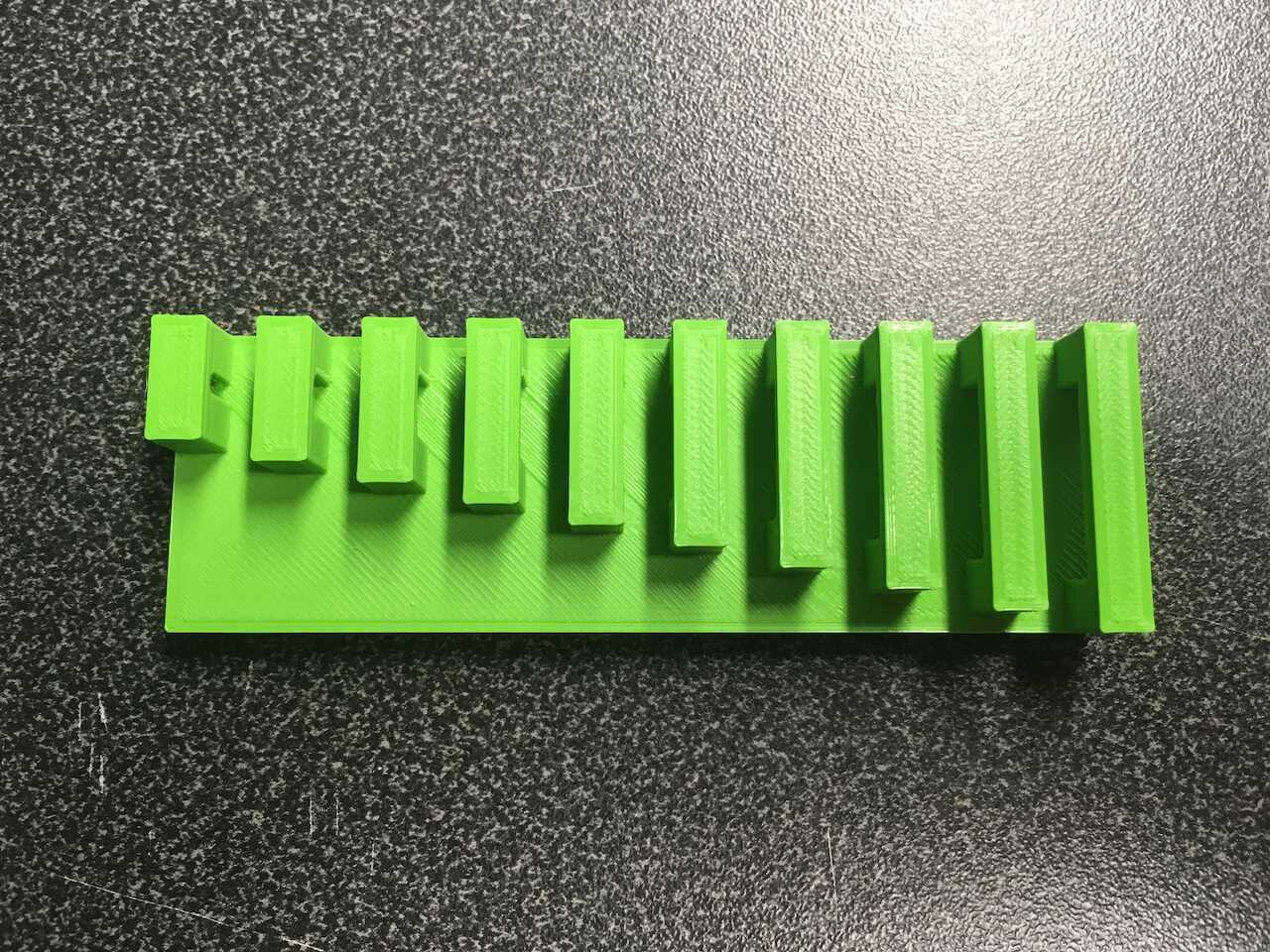
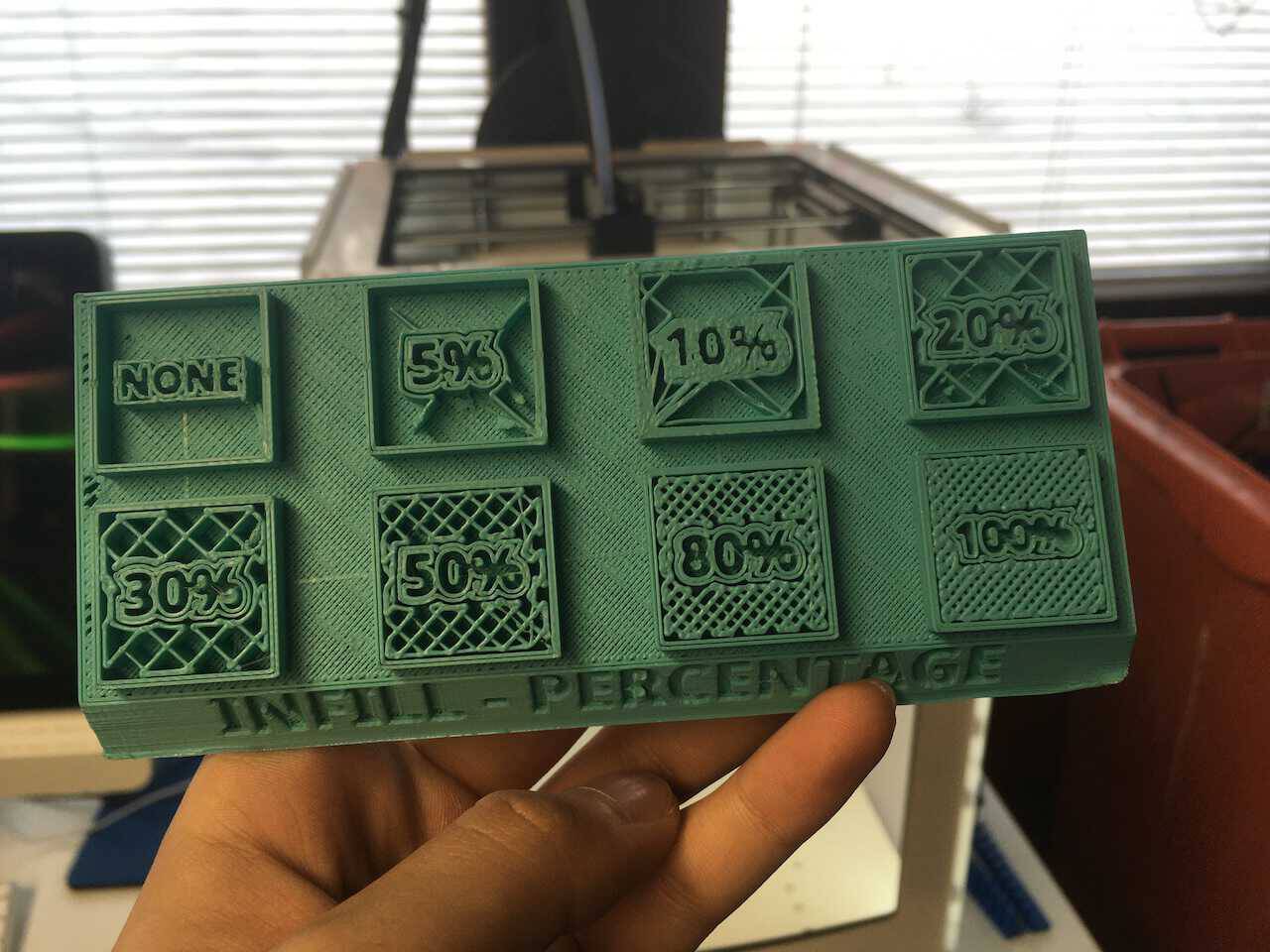 Infill test by Ultimaker 2+ in different percentages.
Infill test by Ultimaker 2+ in different percentages.
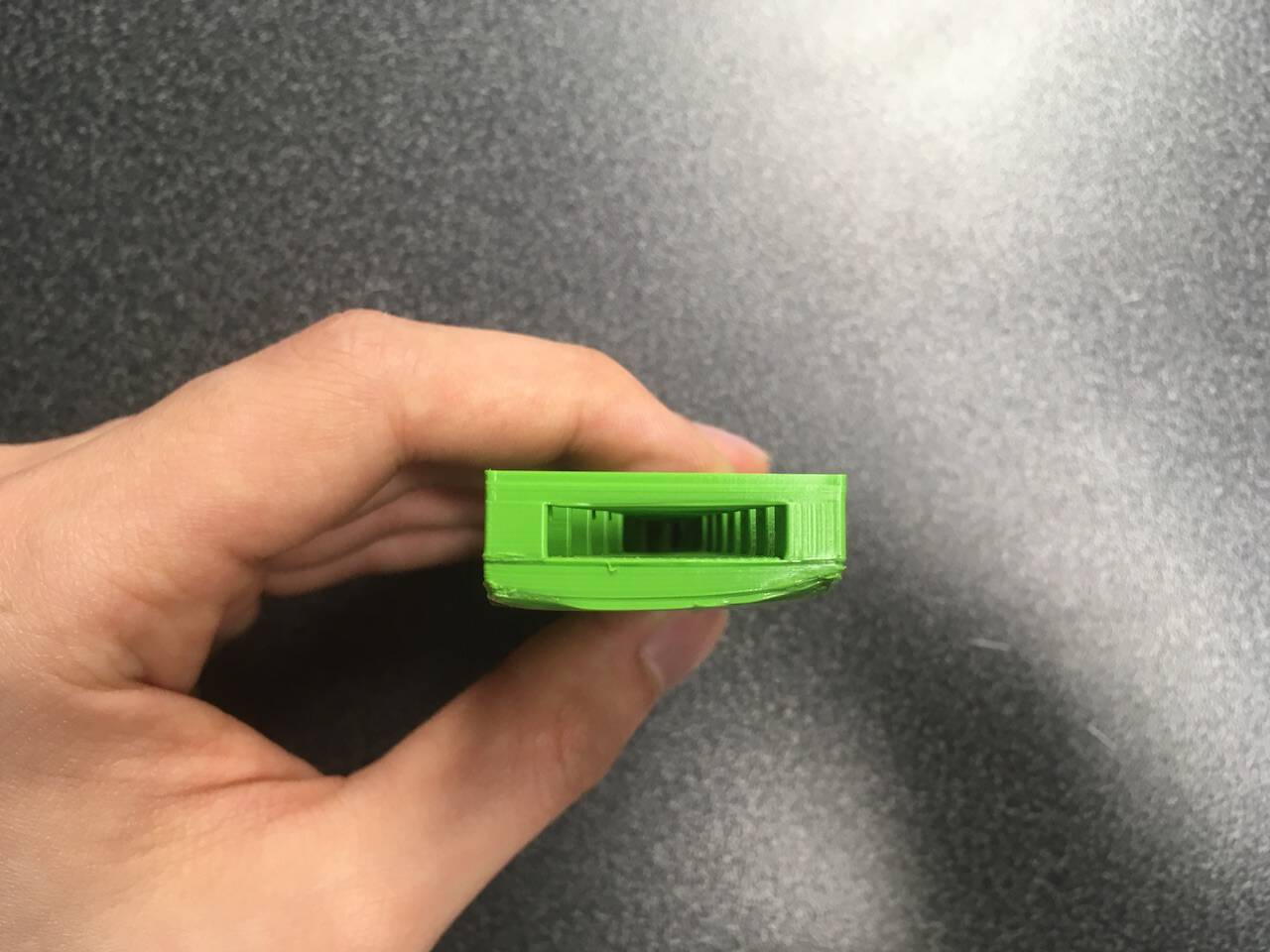
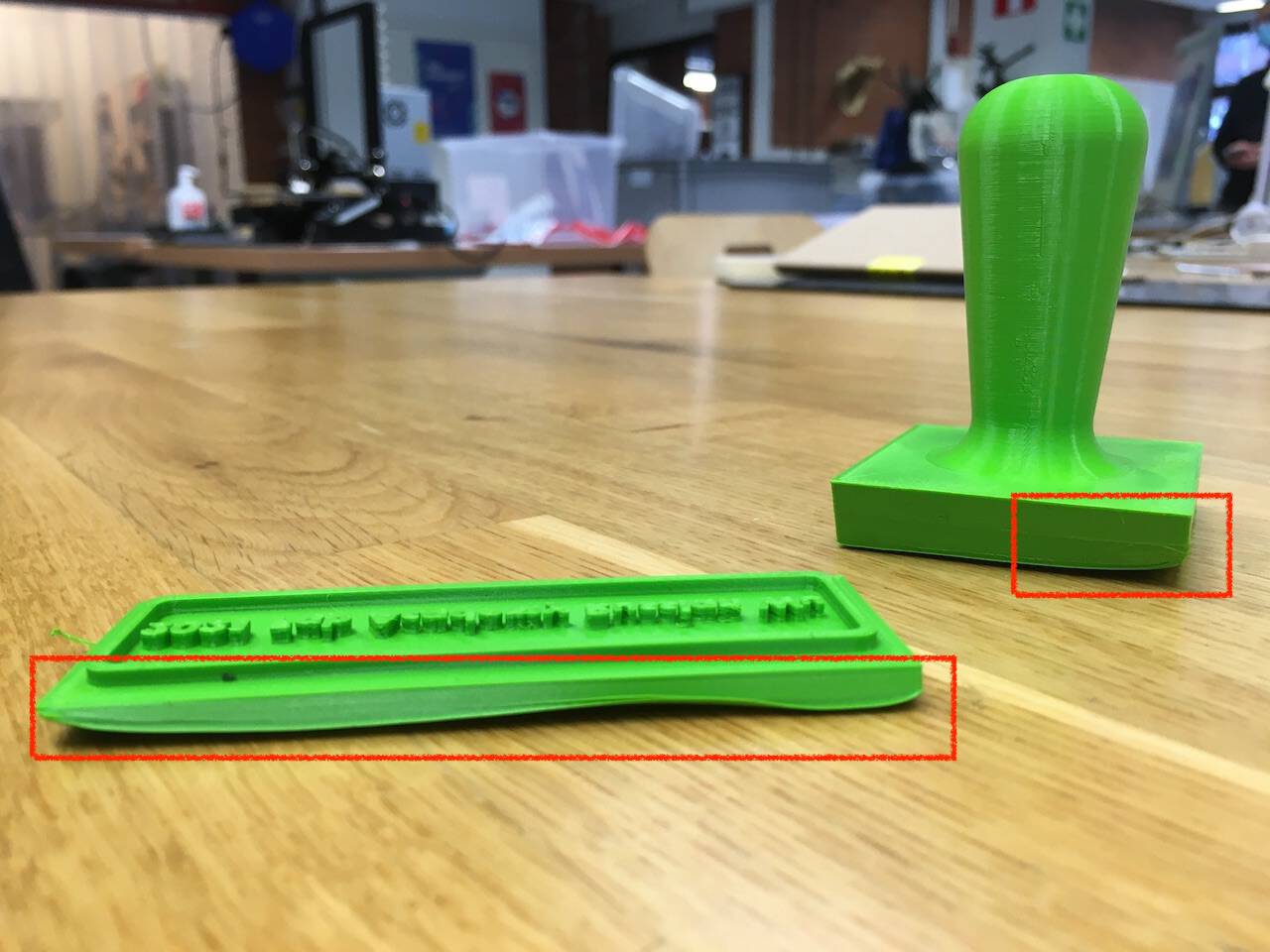 Shrunk model by Skirt build plate adhesion.
Shrunk model by Skirt build plate adhesion.
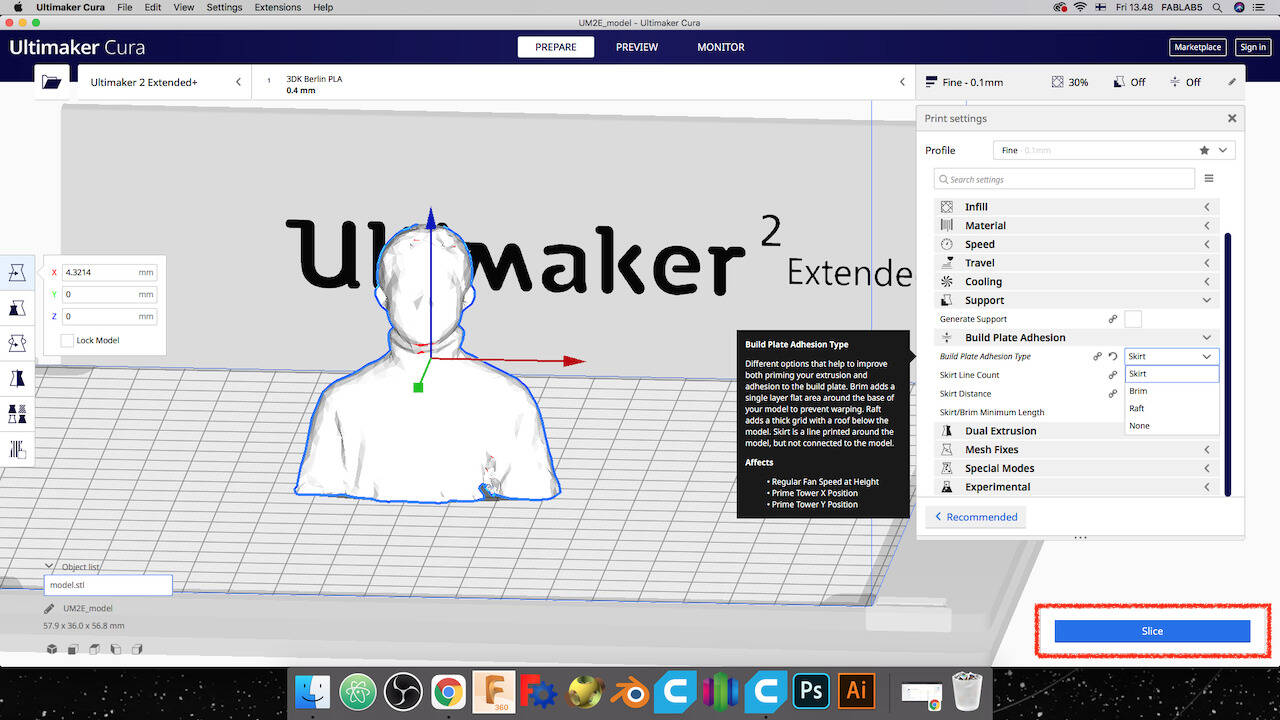
Our model doesn’t need any support, however, some models would be shown as red, which means it is possible to drip owning to gravity, then we need to check the support box to generate support automatically. When everything is set properly, we click slice on the right bottom. The software will calculate the path of the printer in the .gcode files.
Using the slider in Layer view we can see the structure of how each layer will be printed and how our Grid infill at 20% density will look.
After series of settings, we finally can transfer the file into a 3D printer and press PRINT. What we need to do now is be patient :). The printing procedure is usually several hours (depend on the size), so we need to estimate the time when we build our project with it.
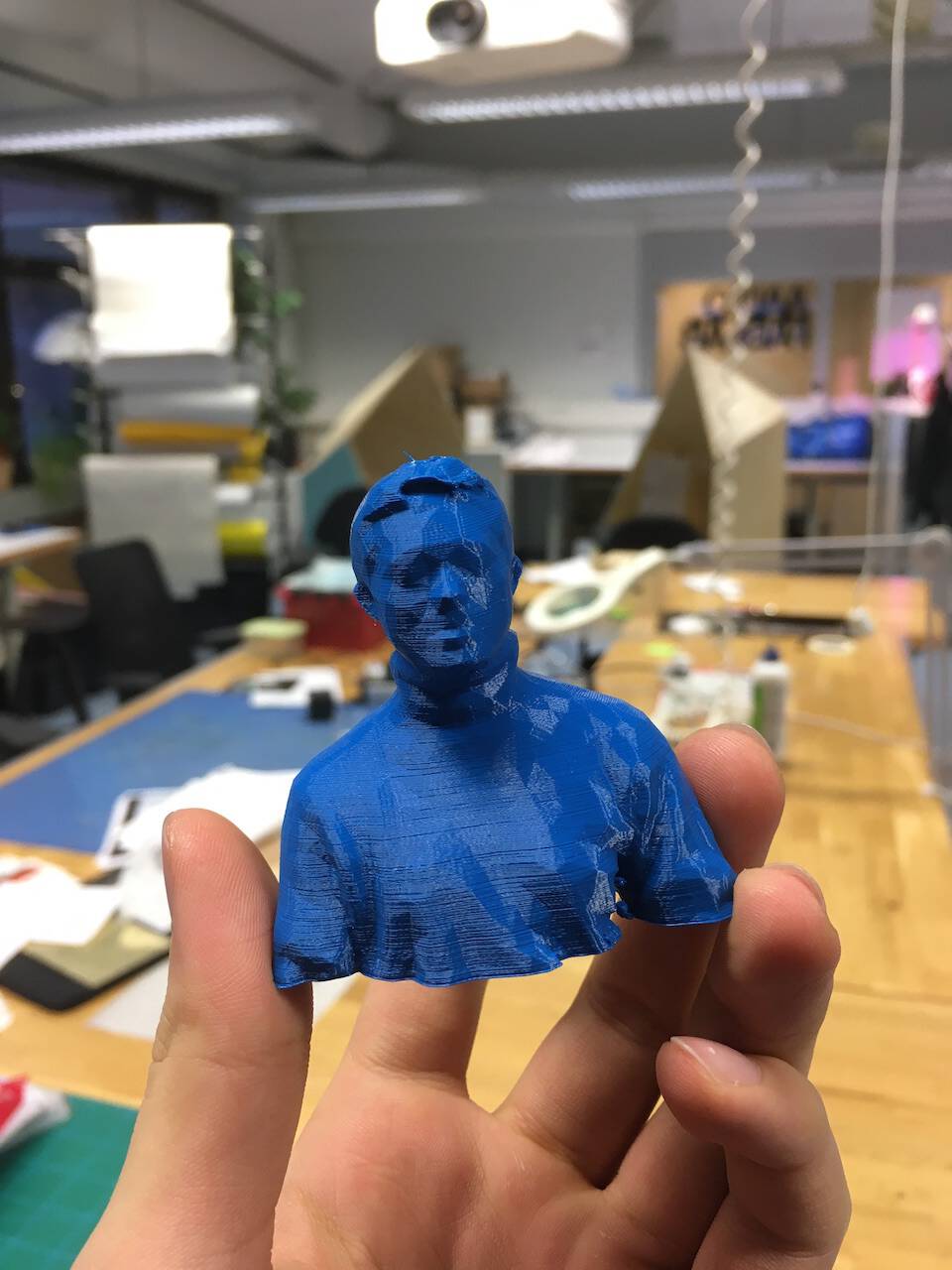
Then we got it!
Individual Assignment
Inspiration for the Structures of Final Project

Helsinki Central Library Oodi
On the weekend, I visited Oodi Helsinki City Library. The building was designed in continuous lines, the wood part seems like a boat and the top seems like a sea wave. It reminds me of the Elbphilharmonie in Hamburg, which has a similar crown, but only Oodi was designed in a parametric way.

Elbphilharmonie, Hamberg
Why it could not be easily made subtractively?
CNC machine:
- Waste a lot of materials
- Hard to cut the thing structure, because it is too fragile
Laser Cut machine:
- Laser Cut couldn’t control the cutting deep that accurate.
Molding and Casting:
- It takes much more time to create a mold and cast such a structure if we are going to create a huge amount of them.
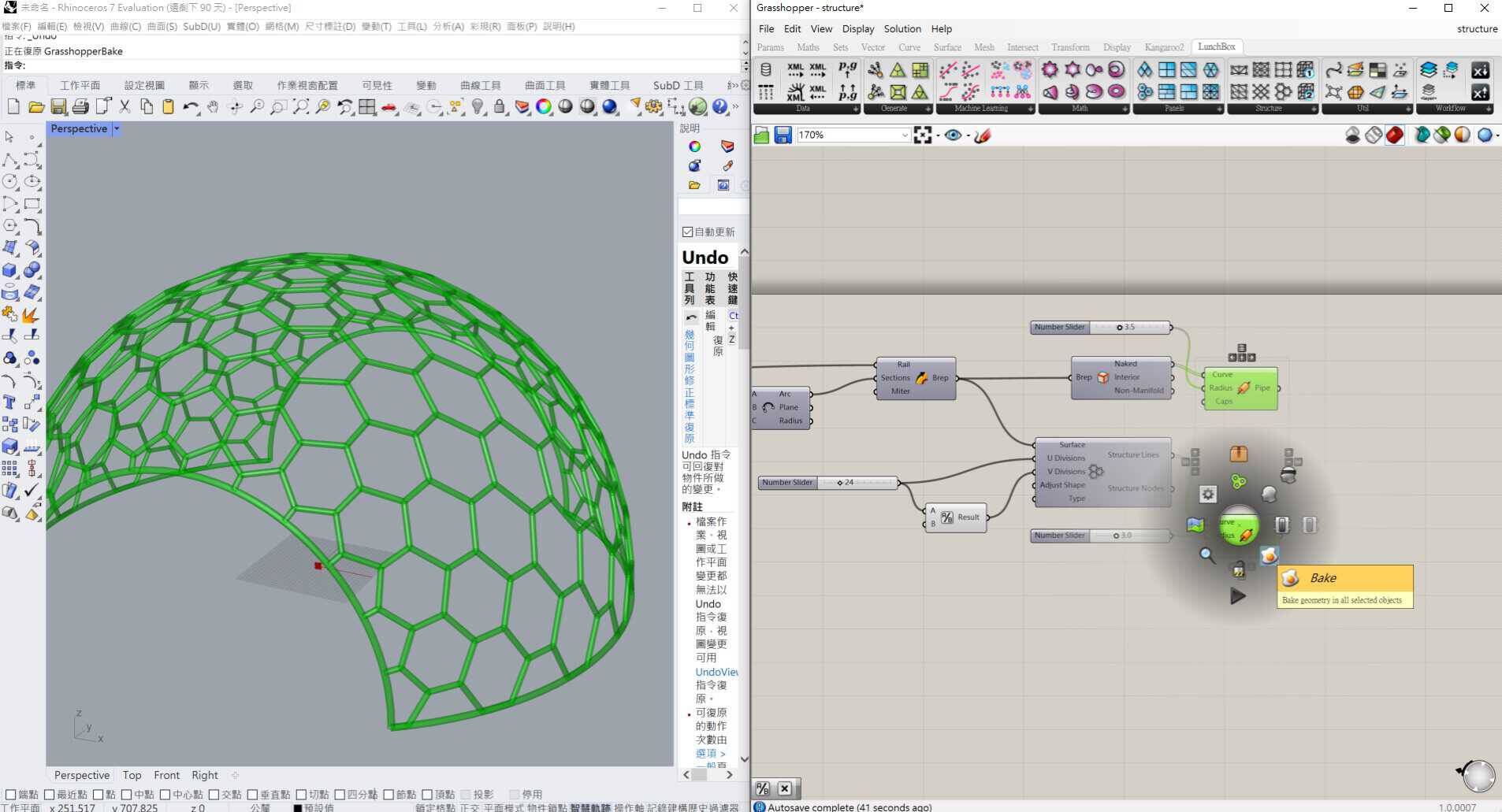
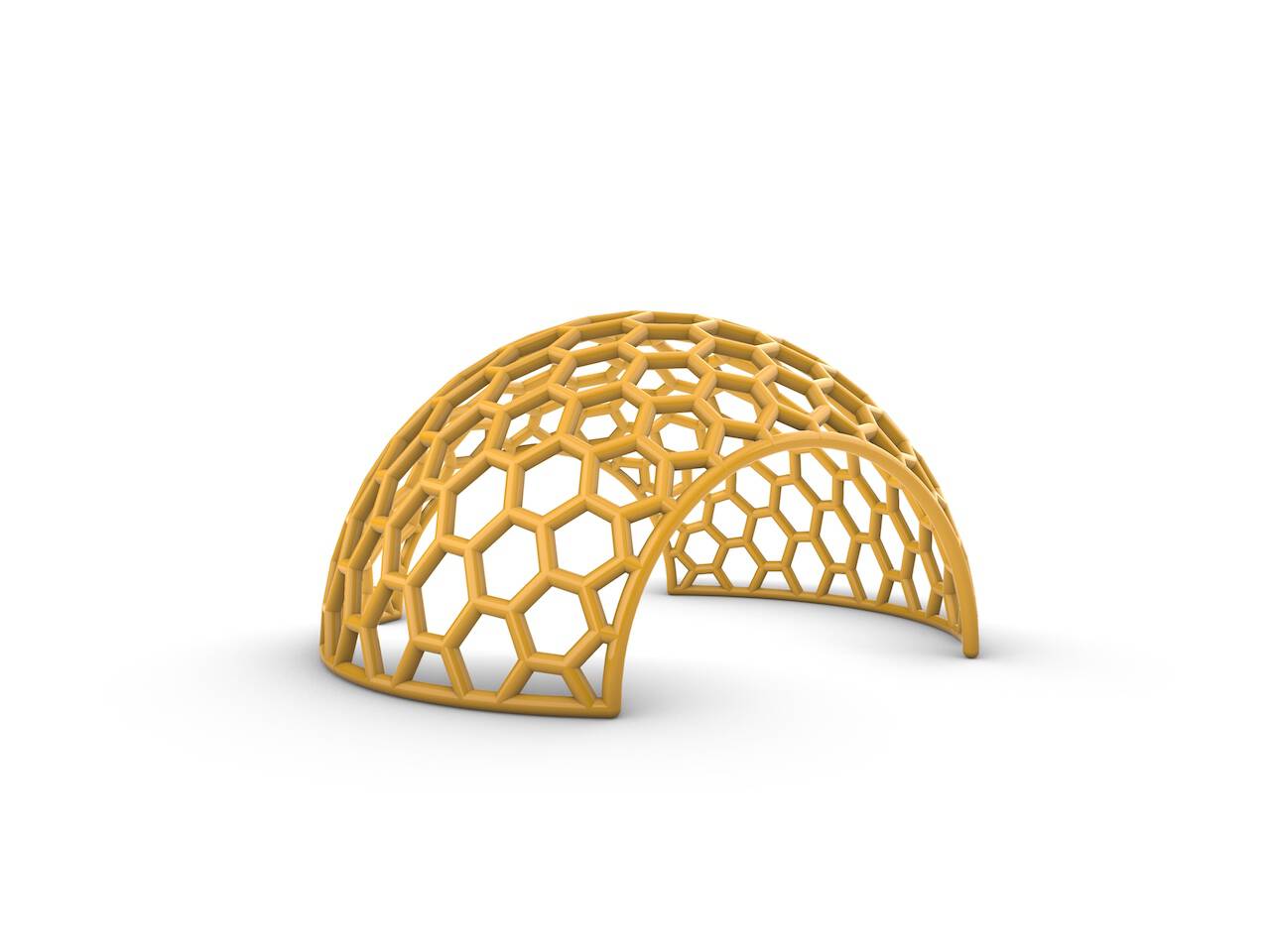
Therefore, I picked up parametric design skills I learned before. With Grasshopper I want to build something in a round shape to imply comfort psychologically, so I found the tutorial and follow it.
Here is the program I build in the Grasshopper.
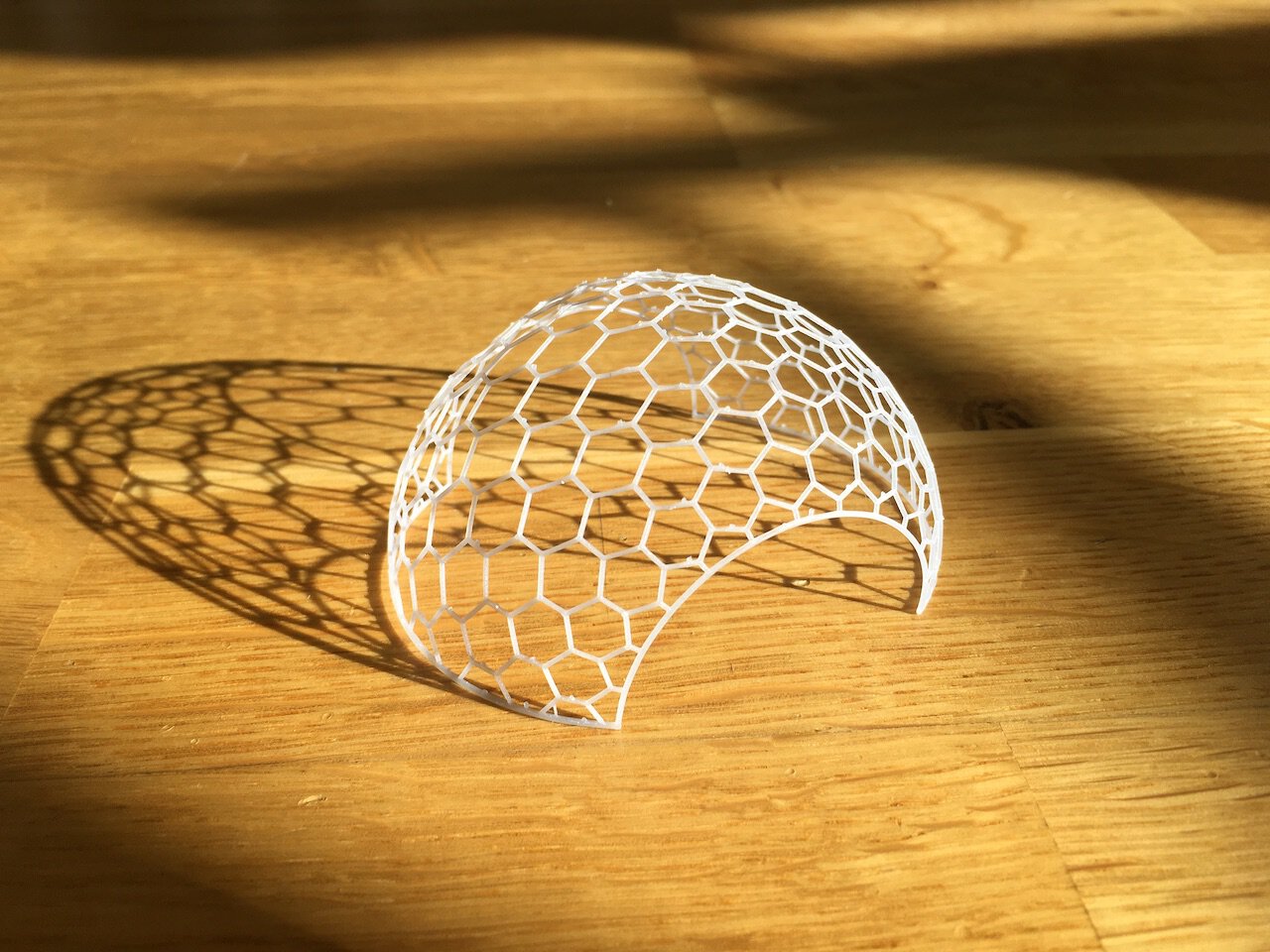
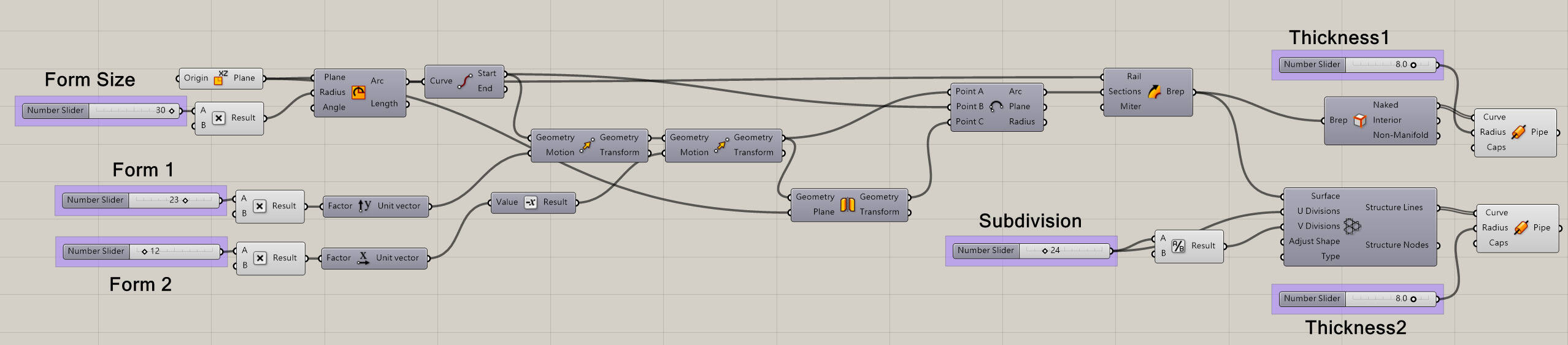 In the last step, I need a plug-in LunchBox for Grasshopper, to do a hexagon surface. After adjusting the surface, we can bake it.
In the last step, I need a plug-in LunchBox for Grasshopper, to do a hexagon surface. After adjusting the surface, we can bake it.
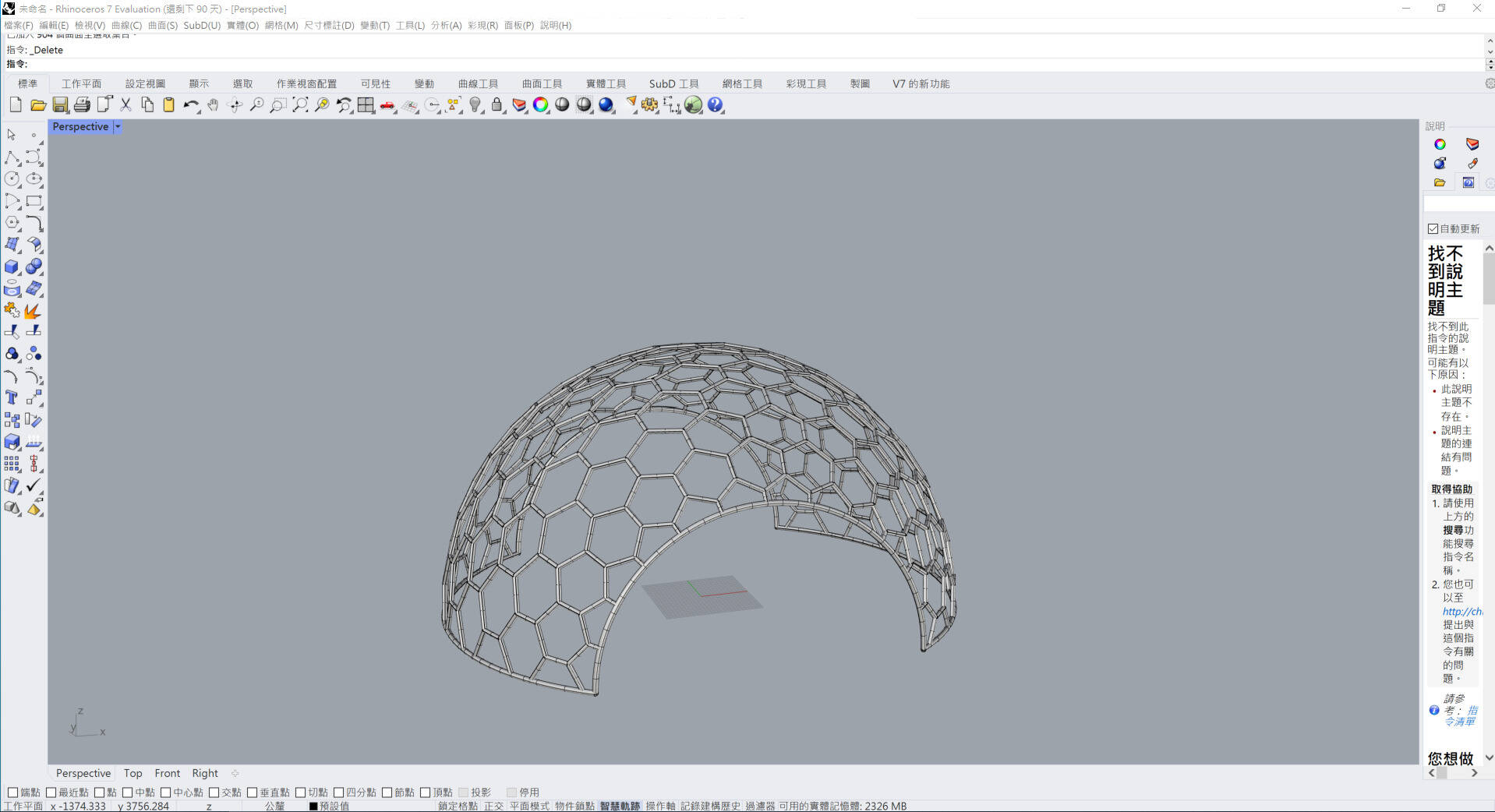
I exported it into the .stl file which can be understood by 3D printer software.
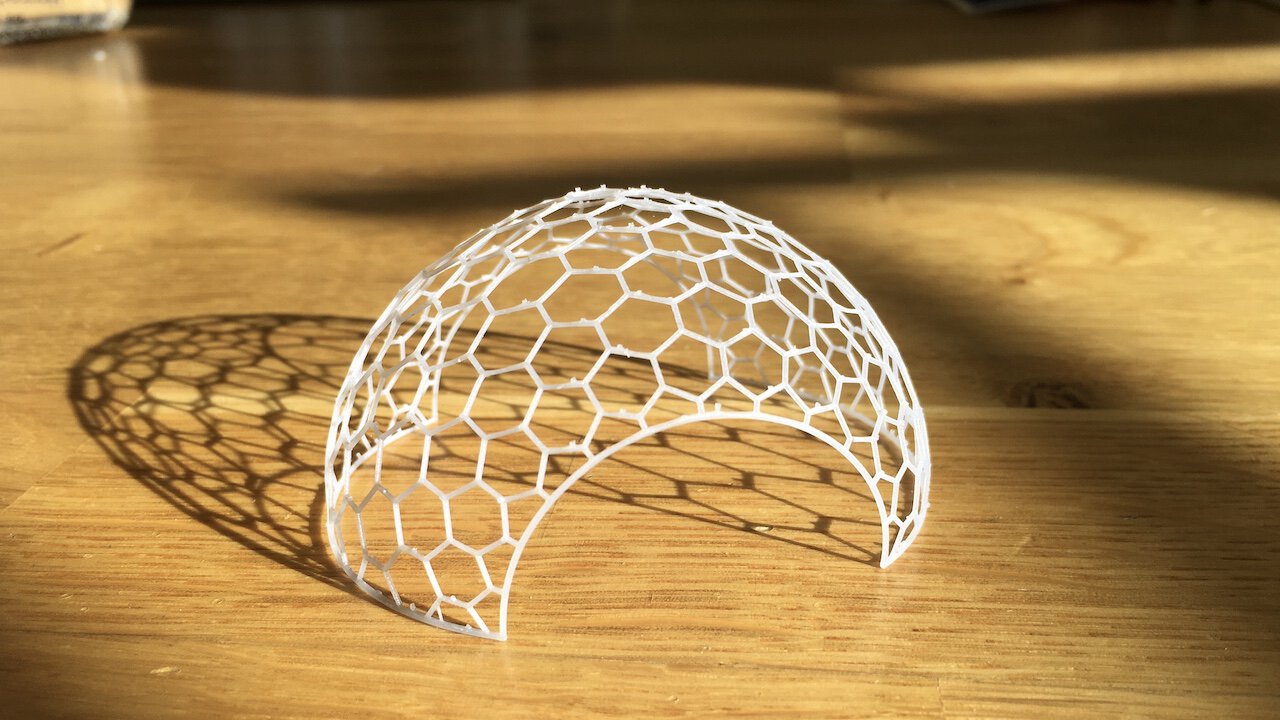
For this model, I printed both with Ultimaker S3 and Formlabs Form 2 printers for an experiment.
Ultimaker S3
The setting is similar to the group assignment.
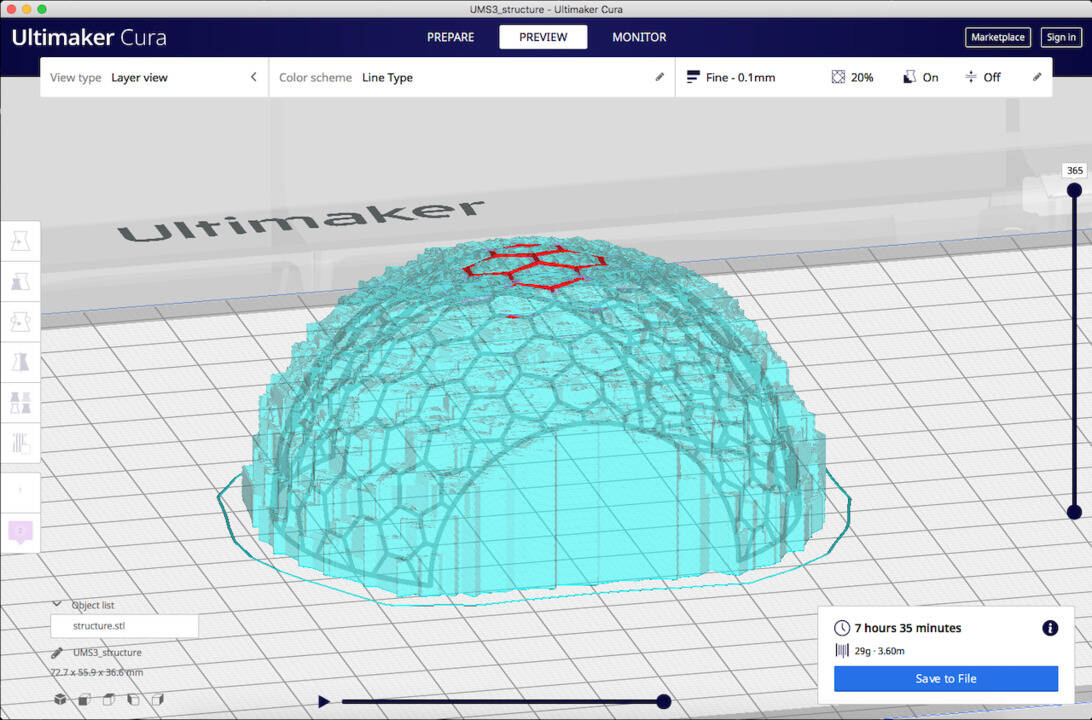



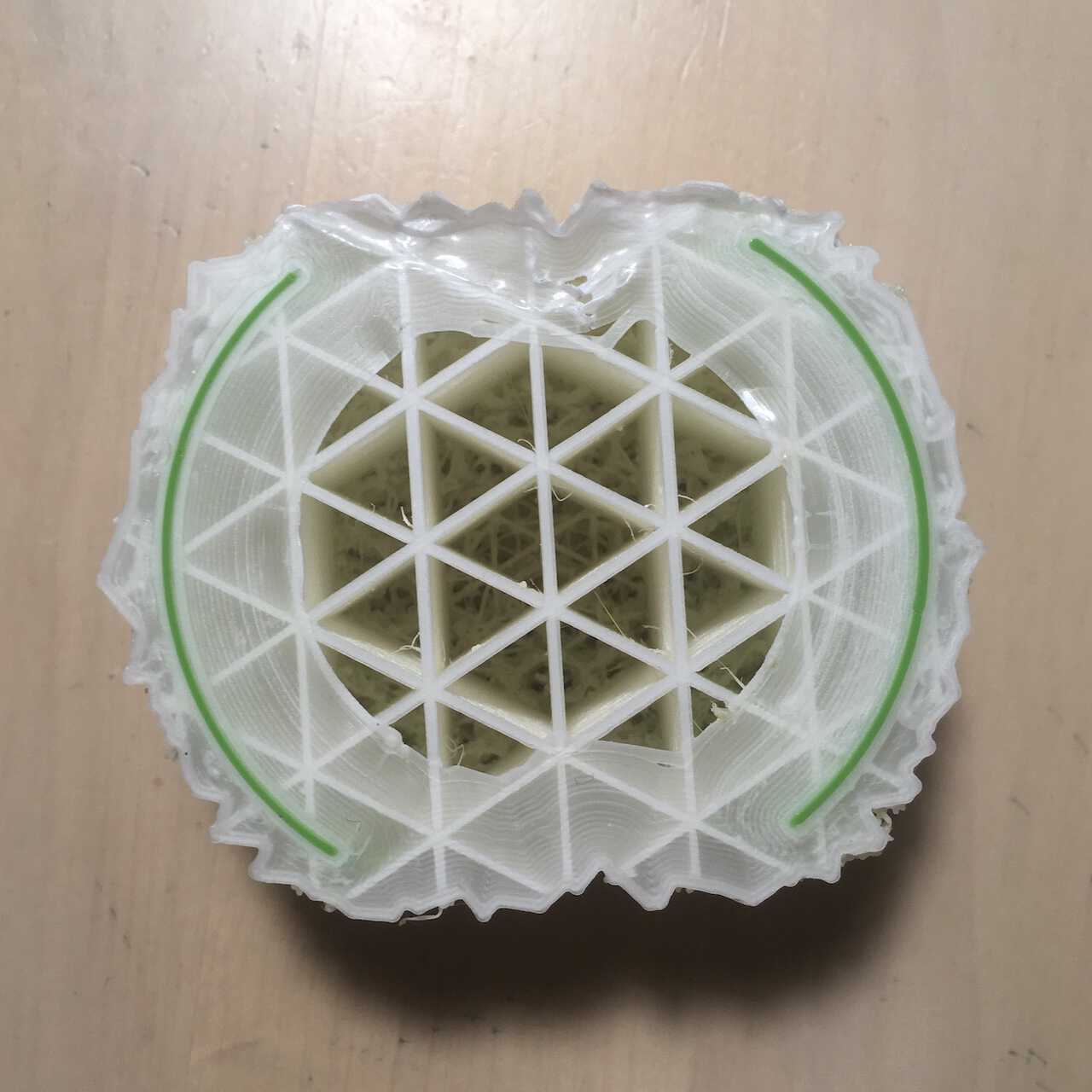
Because the structure was reduced to 10% of the original file, the structure was thinner than before. From the result, the top of the structure seems wasn't printed really well, I am worried about after resolving the support, the structure will demolish.

The soluble support PVA can be resolved in normal water, however warm water can speed up the resolving procedure.
 After I woke up, the structure totally disappears, with only a few thicker parts left. @_@ I need to print it again... Let's see the result from Formlab Form2.
After I woke up, the structure totally disappears, with only a few thicker parts left. @_@ I need to print it again... Let's see the result from Formlab Form2.
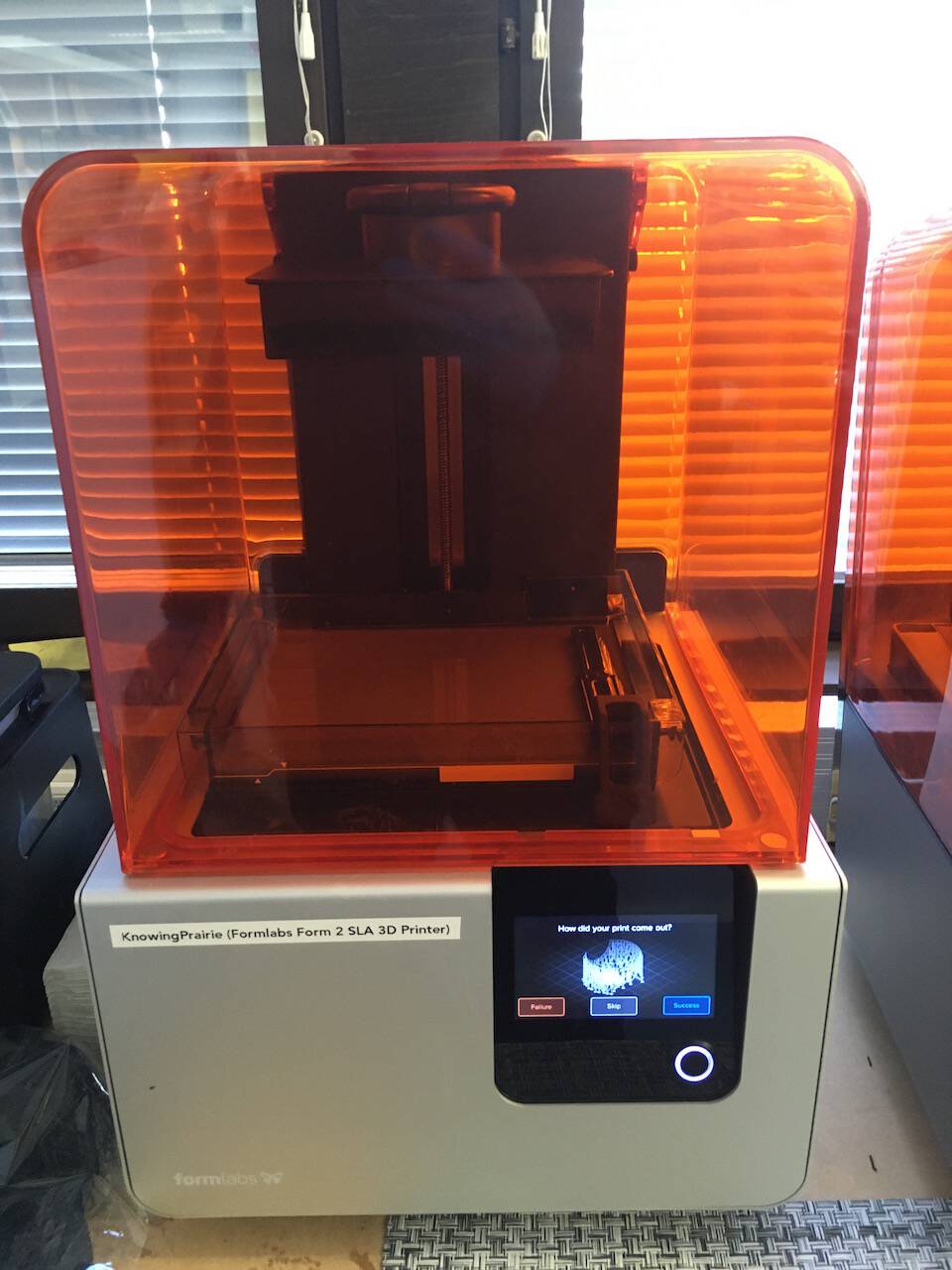
Formlab Form2
Form2 uses its software, PreForm, as model setting and editing. To decrease the printing time and save the support material, I reversed the model.
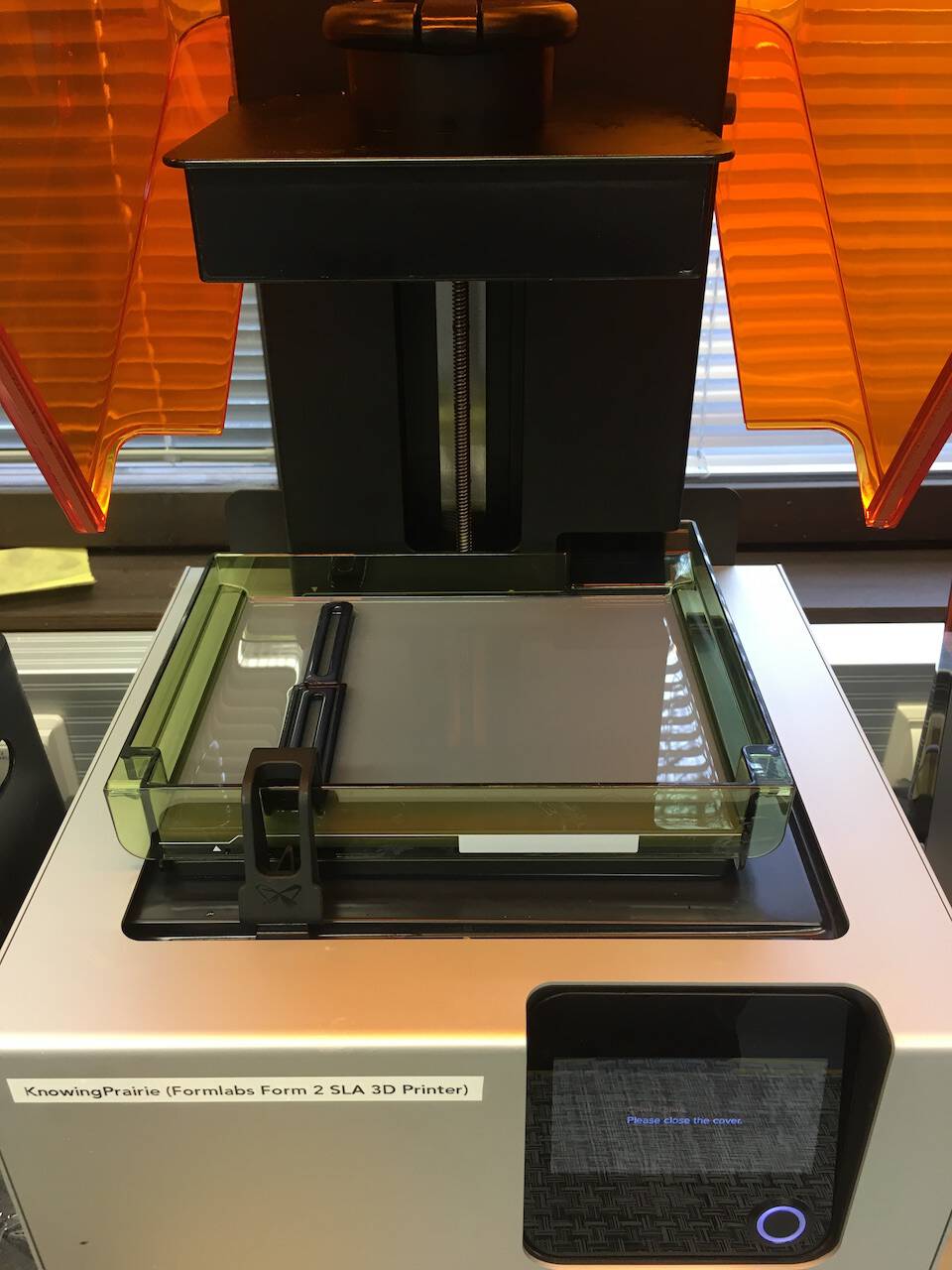
 Form 2
Form 2
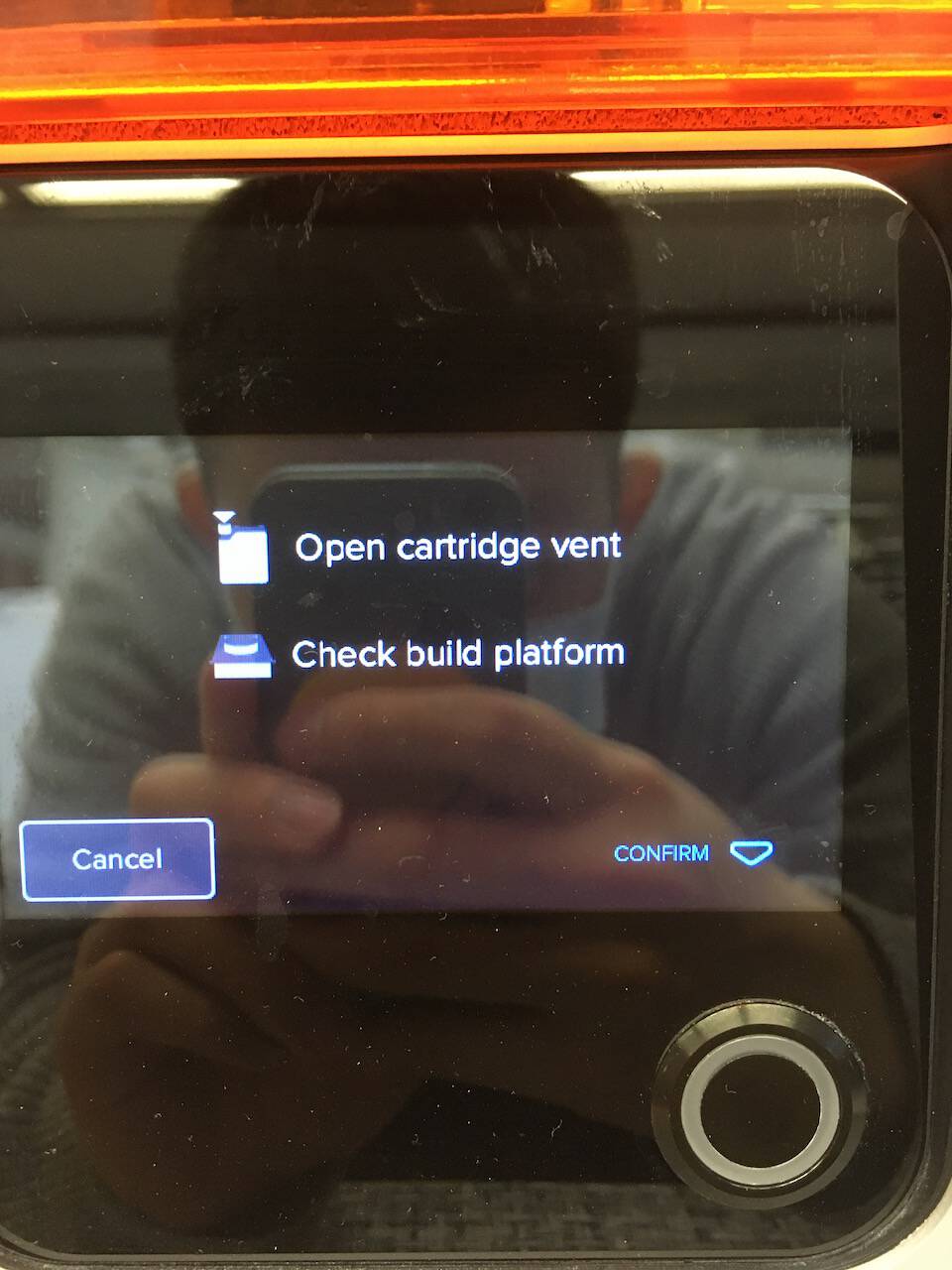 User Interface, don't neglect the instruction
User Interface, don't neglect the instruction
 Resin sink
Resin sink
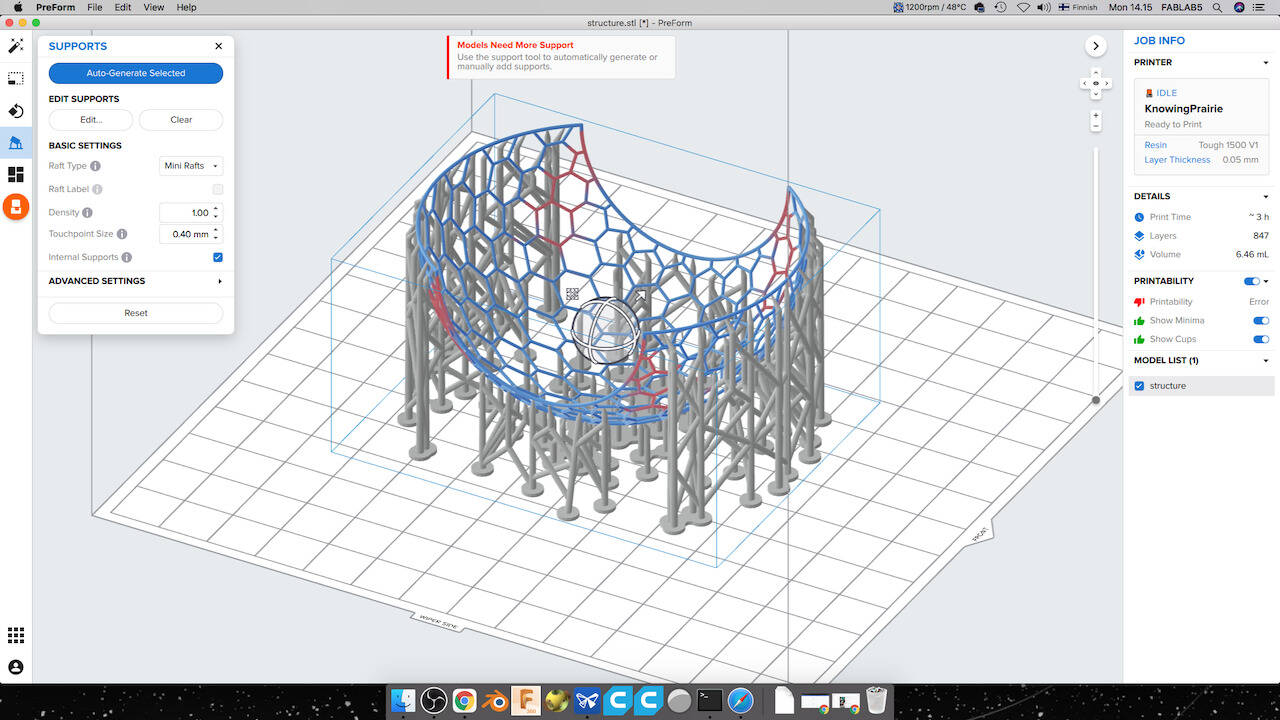
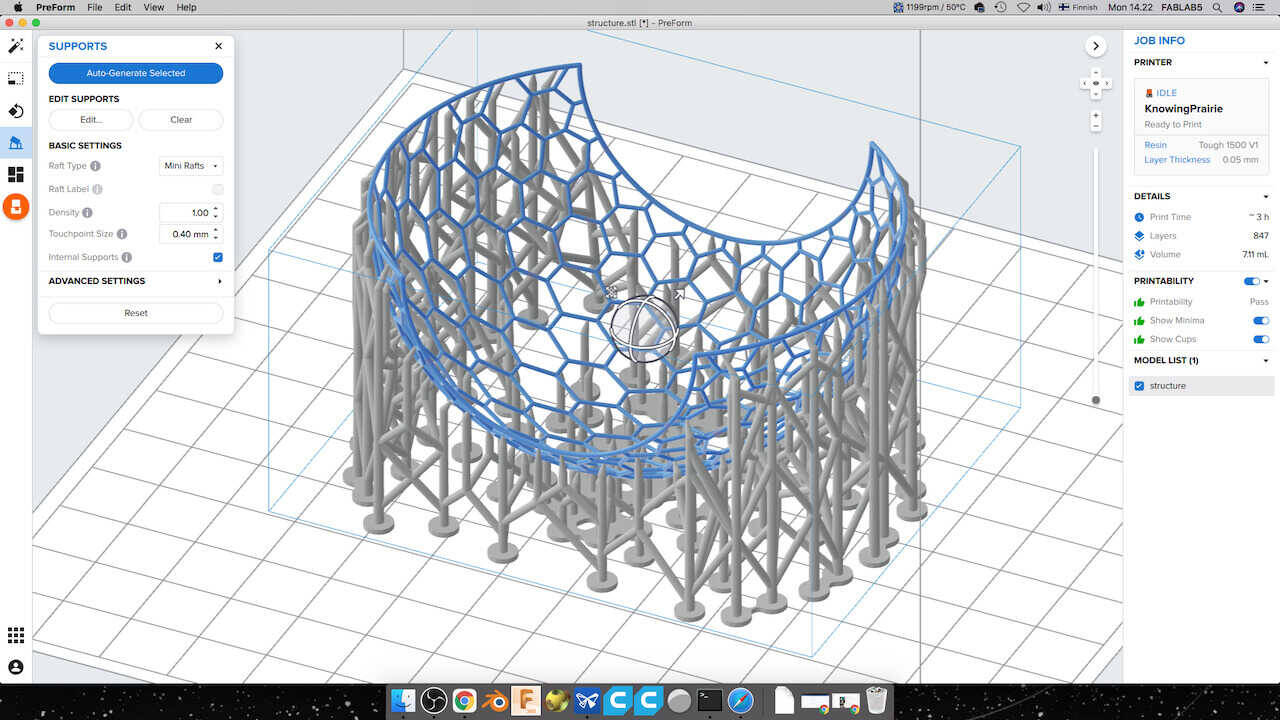
The red part was automatically detected as possible to drop because of insufficient support. To fix it, we need to add the support points manually.
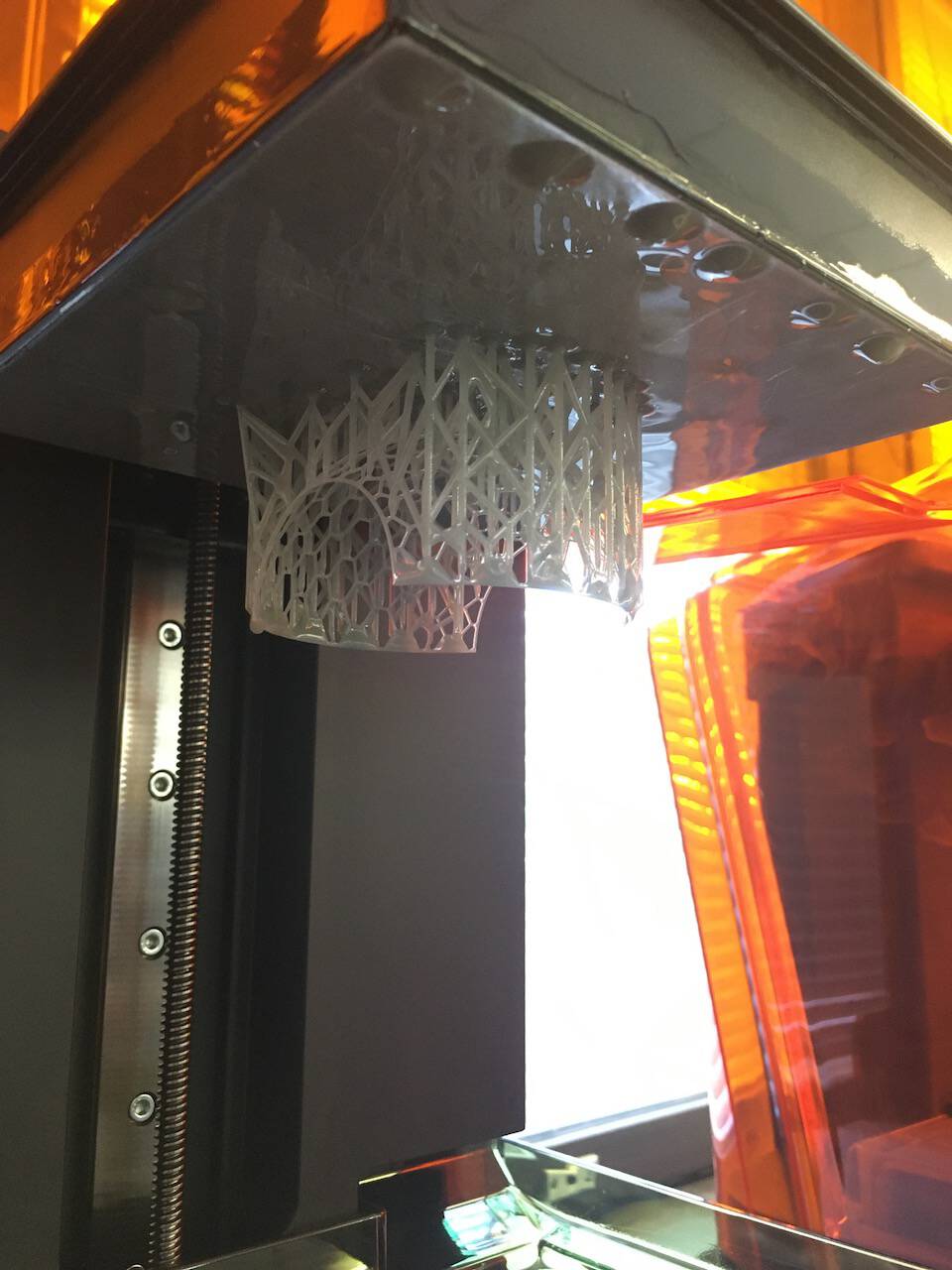


The printed model needs to be washed with alcohol to remove the additional resin. Wearing gloves in the whole procedure is necessary to protect our hands.

Alcohol sinks are served for removing unnecessary resin. Put the model in each for around 5 min.

To cure the model, it needs to be shined by UV light until the material is no more stinky.
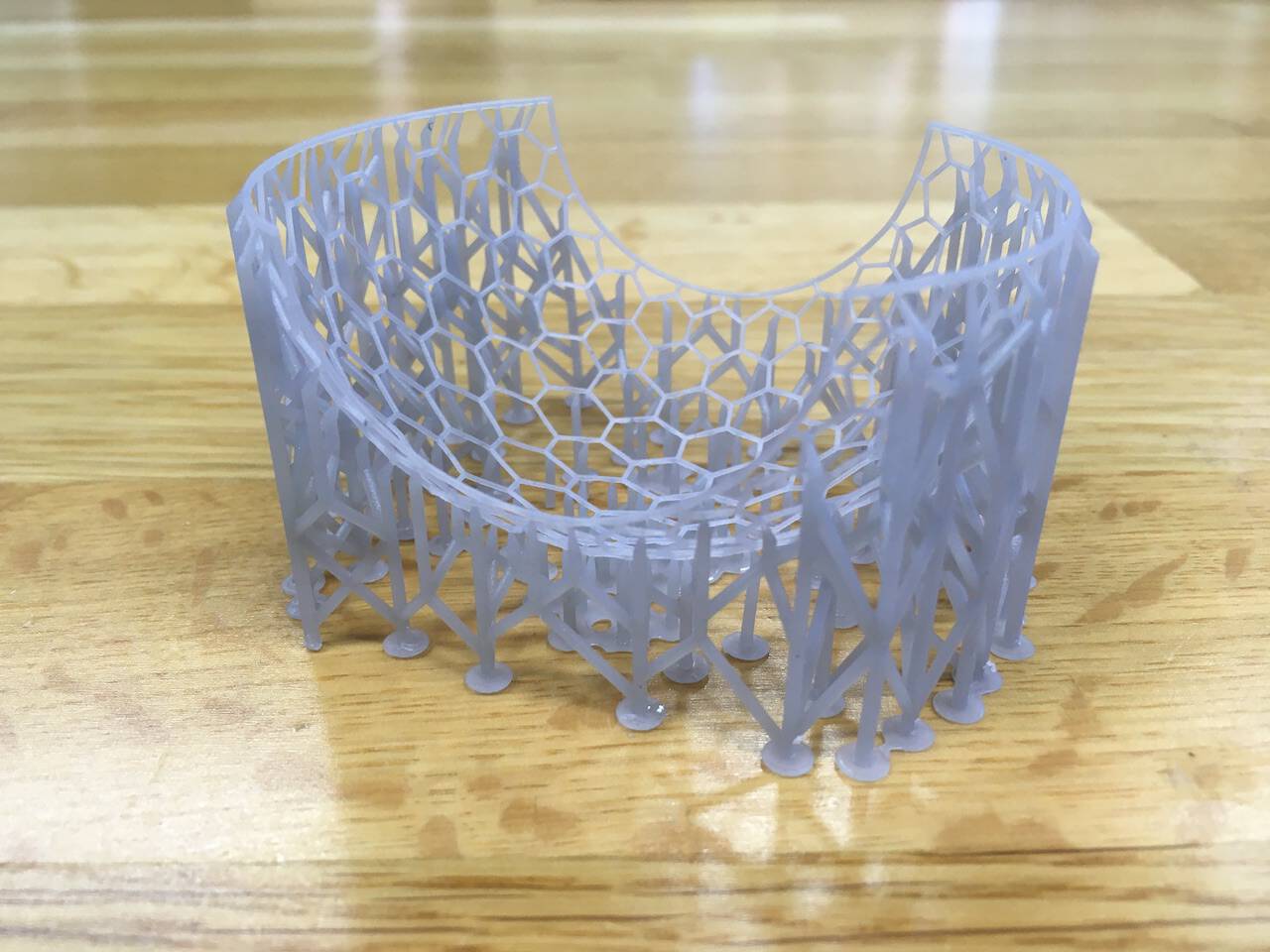
All the support need to be cut manually, this part took me most of the time. But I got a really impressive result!
3D Scan
We have three 3D-scanning devices in Fablab, Artect3D scans with up to 16 FPS high-frequency light to capture small to medium-sized objects. Asus Xtion uses an infrared sensor to capture objects.
 Artec3D Eva
Artec3D Eva
 ASUS XTION + SKANECT PRO
ASUS XTION + SKANECT PRO
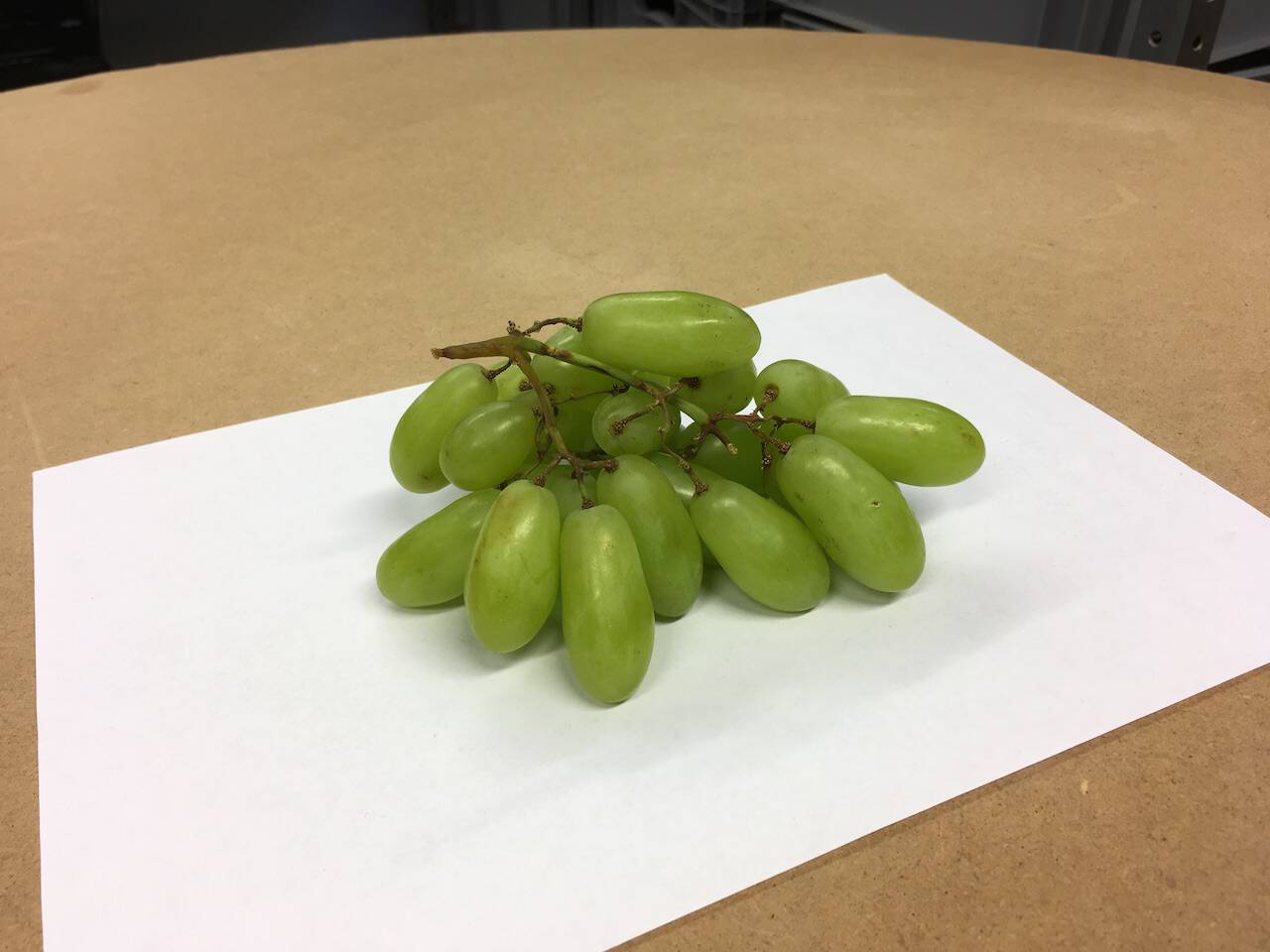 I tried to use Artec3D to scan grapes and a mug, however, because of the complicated appearance of grapes and reflected the appearance of the mug. It didn't work really well. The charging part was so loose that the software couldn't connect it, so I switch to Asus Xtion.
I tried to use Artec3D to scan grapes and a mug, however, because of the complicated appearance of grapes and reflected the appearance of the mug. It didn't work really well. The charging part was so loose that the software couldn't connect it, so I switch to Asus Xtion.

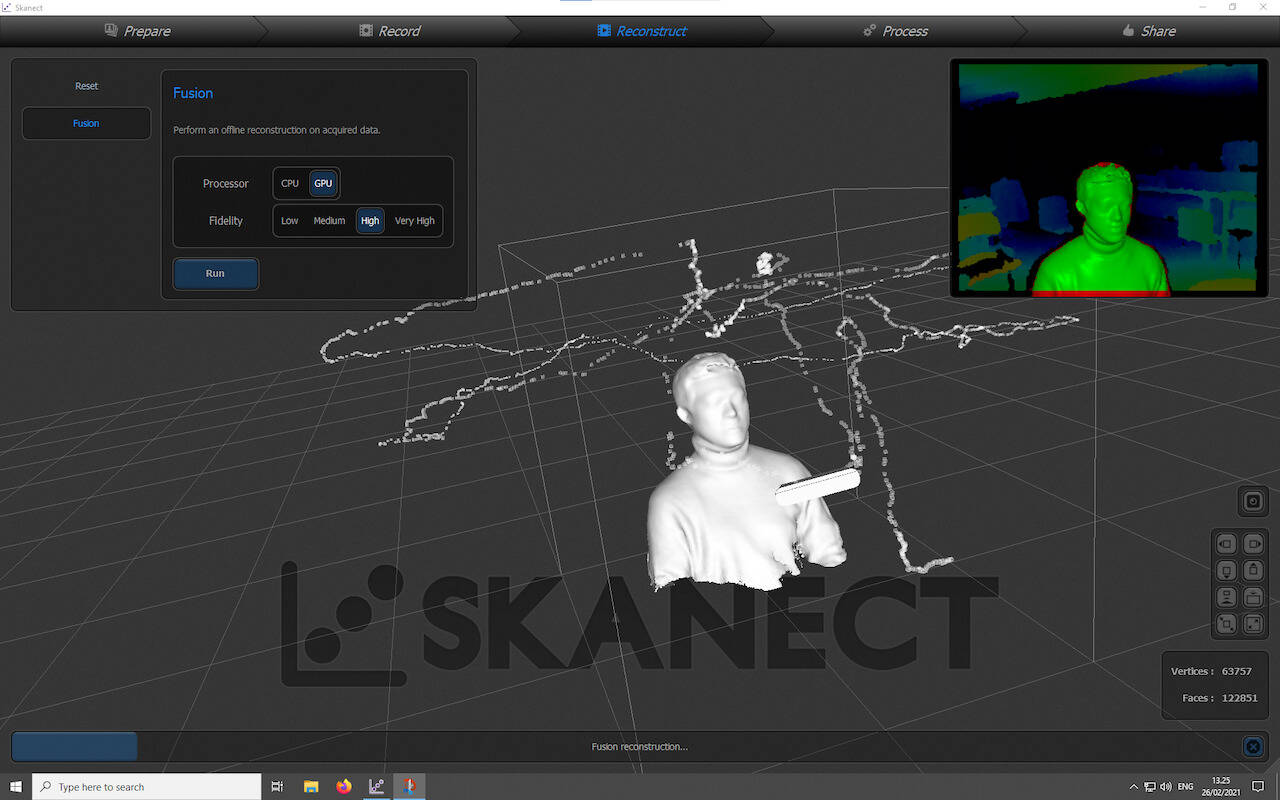
It is relatively easier to scan an irregular object, for example, a human.
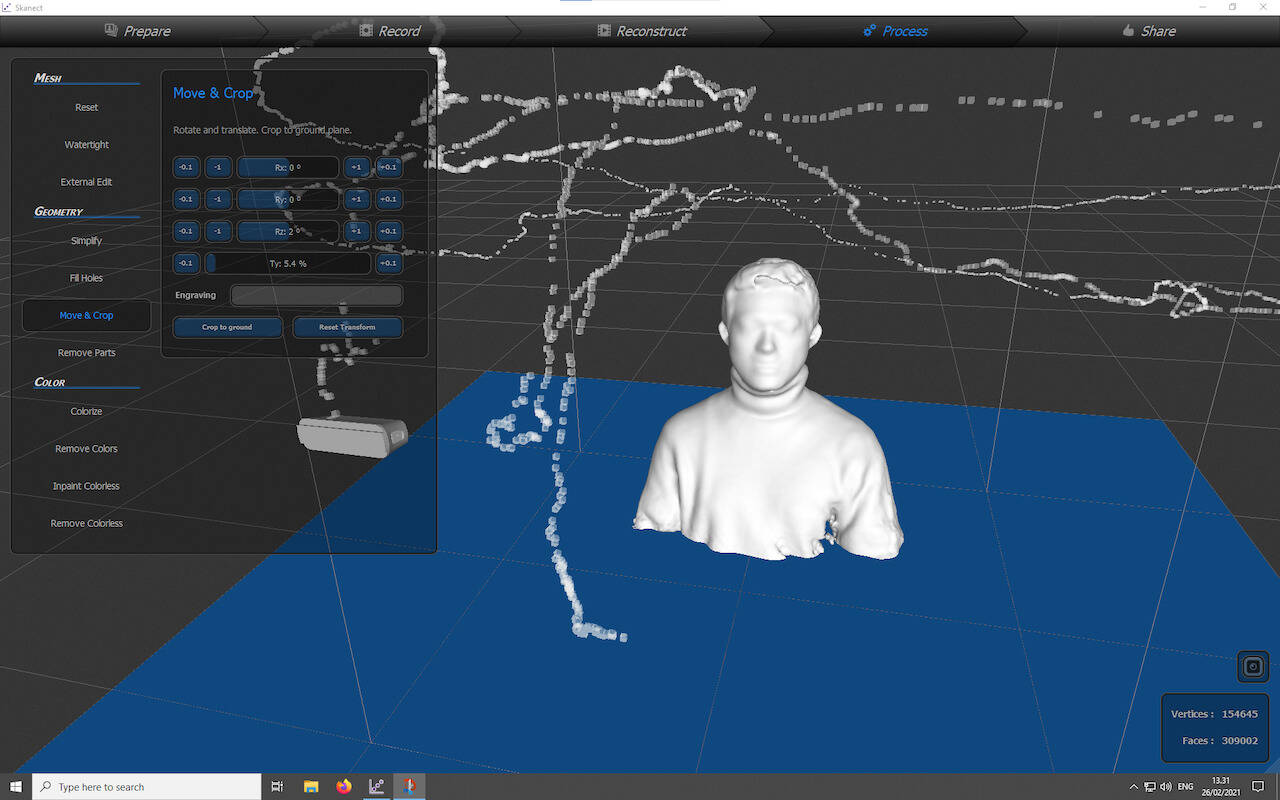
After scanning we can also edit the file in the software. For example to fill up some holes or cut off some broken parts.
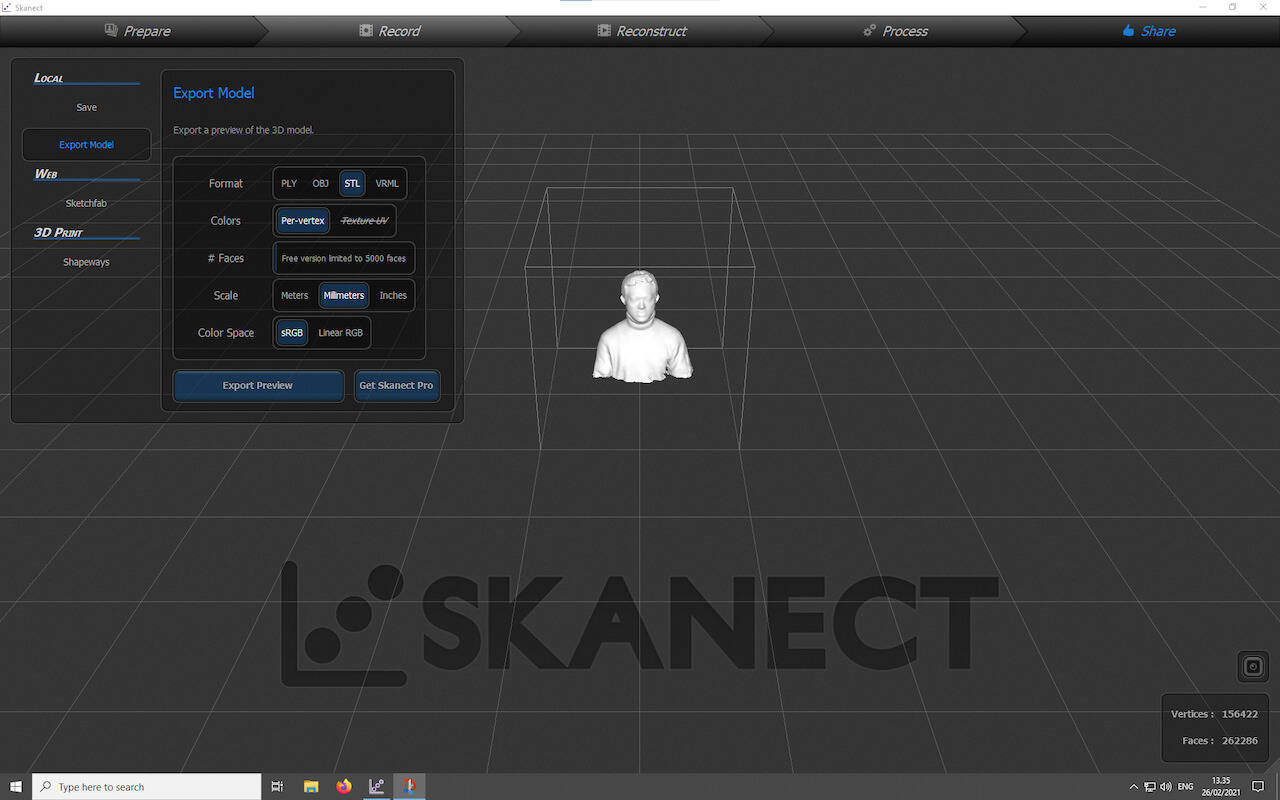
We can export it into a .stl file to a compatible file by 3D printer. The printing result can be seen in the group assignment. :)
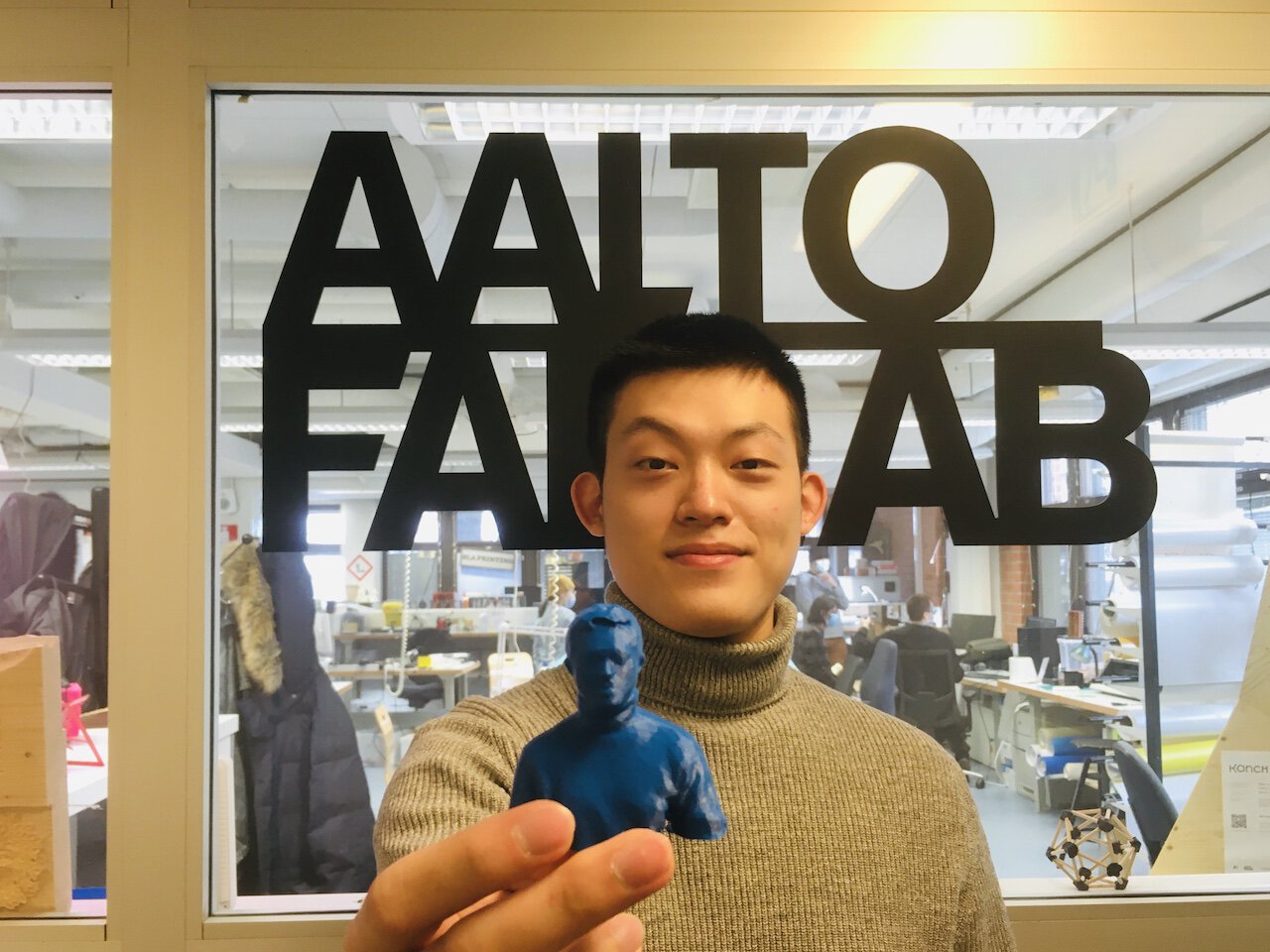
Hero shot
Download
The Week06 zip file includes:
- Structure 3D file
- Grasshopper file
- 3D Scan model