8. Computer controlled machining¶
This week, our group assignment was to test the runout, alignment, speeds, feeds, and toolpaths for our CNC machine, and our individual assignment was to simply make something big.
Group Assignment¶
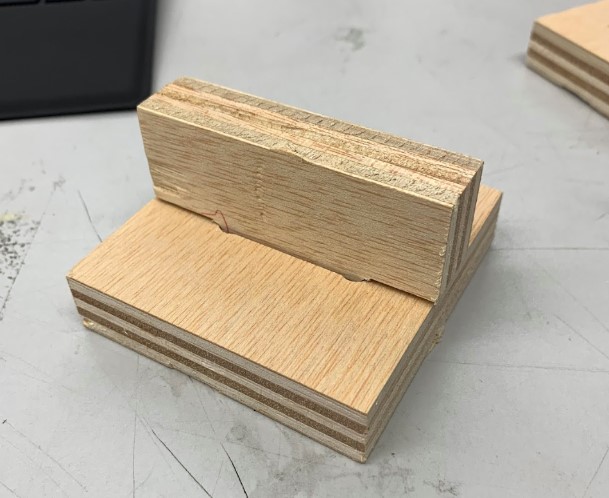
The first thing we tested as a group was the runout of the machine. To do so, we used the dial indicator pictured below with a makeshift mount that I put together for it.
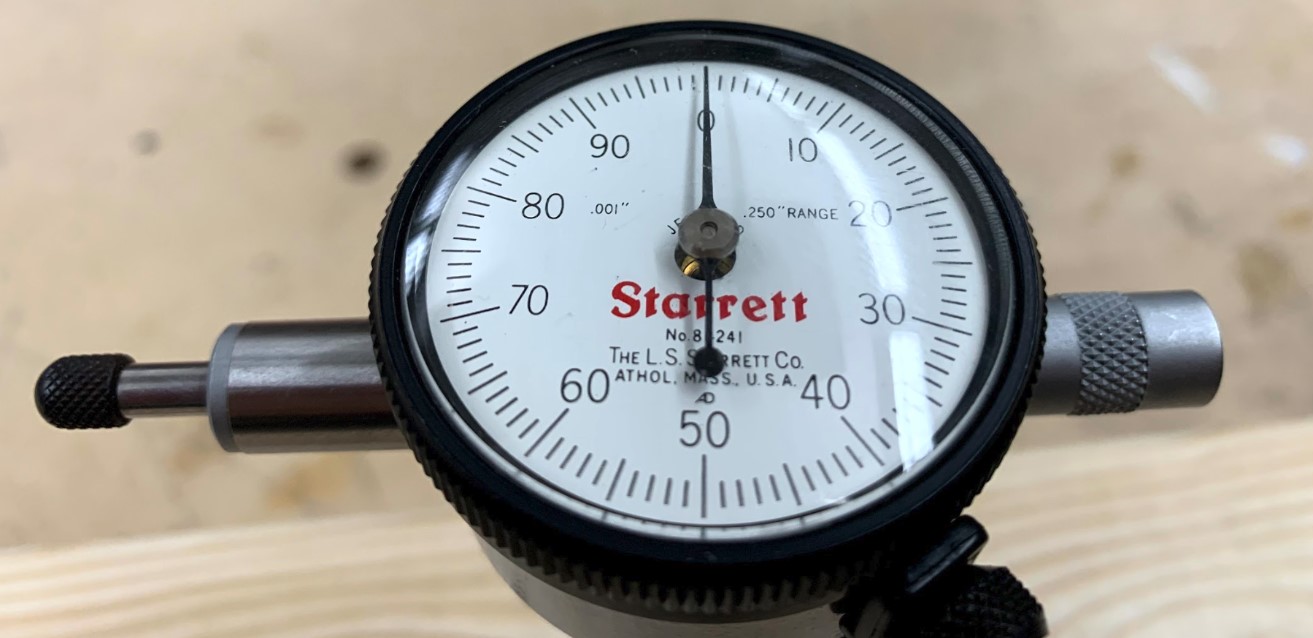
The mount doesn’t look like much, but it did the job in a pinch like we needed.

To do the tests, we had to remove the bit, turn it upside down, and then lightly insert it back in. We had to be careful not to tighten it in too much and break the flutes of our bit.

When we tested it, we found our runout to only be .002, or two thousandths of an inch. We weren’t just looking for how far it moved from zero, we were looking for the difference between the lowest value it reached and the highest it reached. The blue line drawn on the dial shows where the hand of the dial was before turning it, and the actual position shows how far it ever moved from that spot.


The next thing we did was run a few test cuts. The first thing we did was measure the wood.

We designed a 3x3 inch square that actually came out to being 3.000 by 3.005 inches. The square also had a test for the press fit joints that my partners came to use in their designs.

These were all of our pieces that we cut out together.

Individual assignment¶
3D Modeling¶
Given that I had such loose parameters for this week’s assignment (make something big), and that I got to do it on the huge 4x8 foot CNC machine, I had a lot of fun.
I started this week by once again going through google images for inspiration. I found a few designs I really liked, but there was one in particular that caught my eye which I linked below.
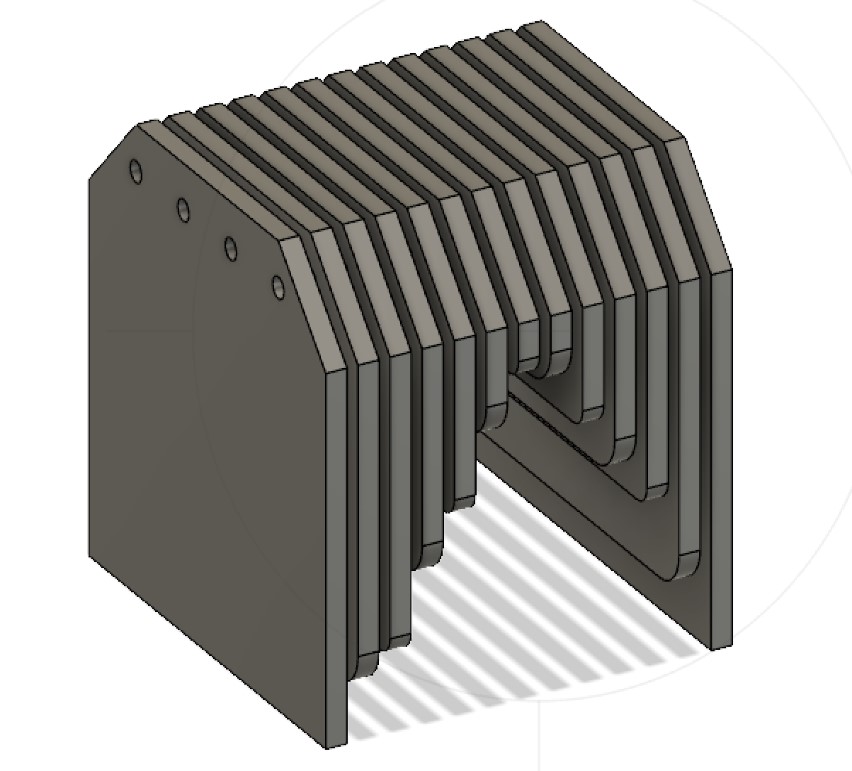
I liked the asymmetry of the piece allot, It really stood out to me so that’s what I decided to run with for this week. I started planning for the model by making a concept of it in fusion that I think turned out well. I used the pattern feature in fusion to make a bunch of the wooden slabs all based off of just one at the front.
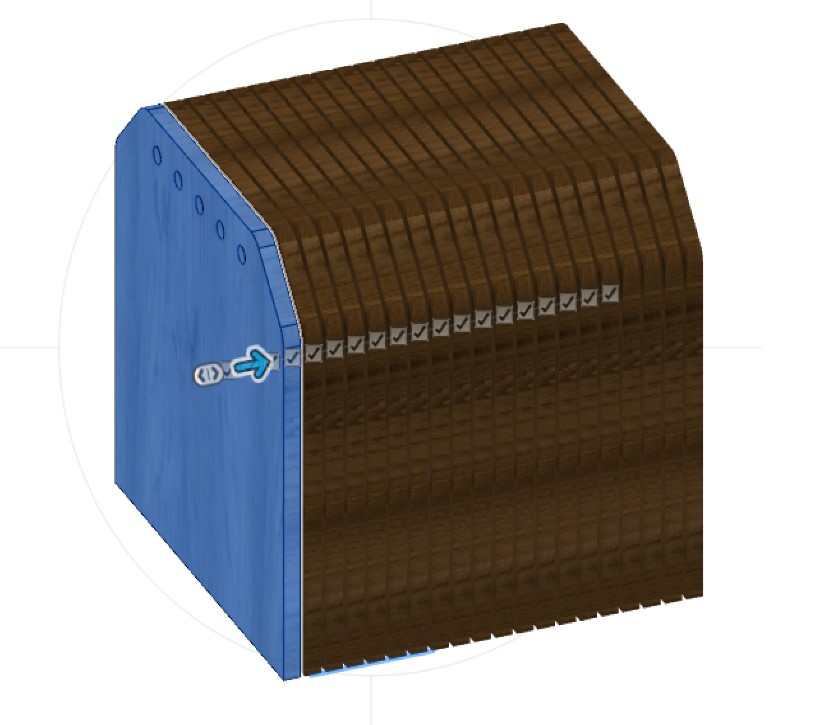
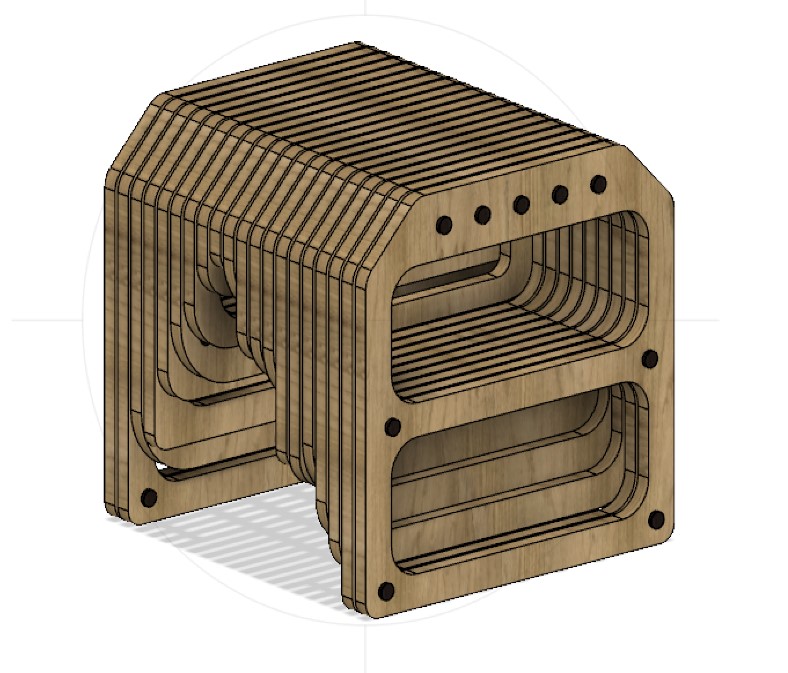
Then I extruded some holes for the dowels to fit through, varied the heights of the slabs, and added some cutouts that could act as shelving. I’m now realizing that I forgot to mention it, but the goal of this piece is for it to be a bench.

Lastly, I smoothed things out some more, added in a few more dowels for support, and made a few more cutouts in the slabs to reduce weight and add more of an aesthetic look to it.
Scale Model¶
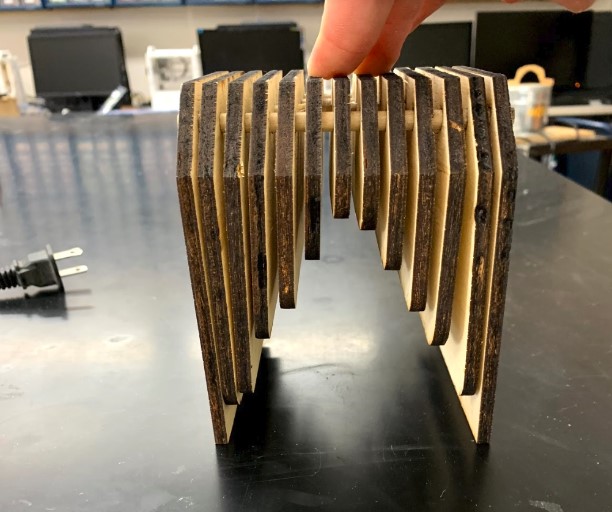
I had the model ready that day, but I wasnt going to have the opportunity to use the big CNC machine untill a day later, so I used the time I had to go ahead and make a small scale of my bench as a proof of concept.
Due to time constraints, the practice model was allot more simplistic. Nonetheless, though, it came out great and was good practice for when I ended up making the real thing.
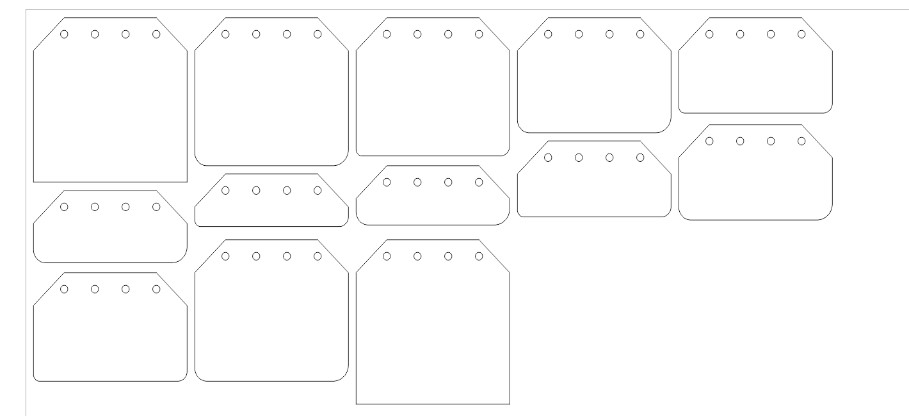
I used the same plugin that I used during the computer controlled cutting week to export the faces of each slab out of fusion as an SVG so that I could put them in corel to cut out on the laser cutter. This went smoothly, and after about 20 minutes of formatting I got everything set up in corel.
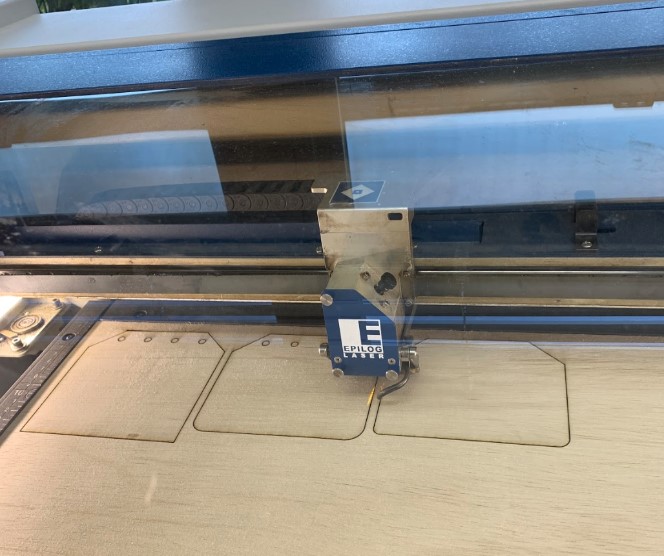
Lasercutting¶
I was cutting 1/4th inch plywood with a speed of 6, power level 100, and a frequency 10. The cut took three passes to get all the way through, a few pieces were popping out on the second pass, but it wasn’t quite enough to get through every single one.

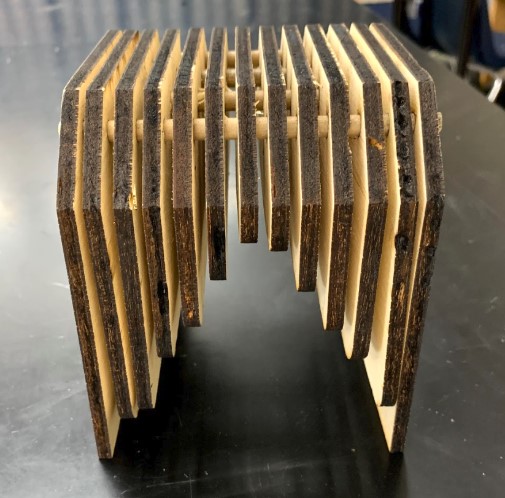
I eventually got all of the pieces out and was able to put them together into the full model. I used a .25 inch dowel as the rod that ran through and held it together. In the end, I was really happy with how the scale came out, and without those extra dowels in the sides, I definitely saw the need for more support cause of how it wiggled left and right when force was applied.

Lasercutting Pt2¶
Another thing I was starting to consider at this point after putting together the scale version was how I would keep equal spacing between all of the slabs. I wanted it to be as accurately spaced as possible, so I chose to use wooden spacers that would fit around the dowel between each slab. I cut these spacers out on the laser cutter on 1/8th inch plywood, and I ended up using two between each slab to give a spacing of a quarter inch. The only caveat to this design is that I’ll need quite a few spacers for it to work, 244 of them to be exact.
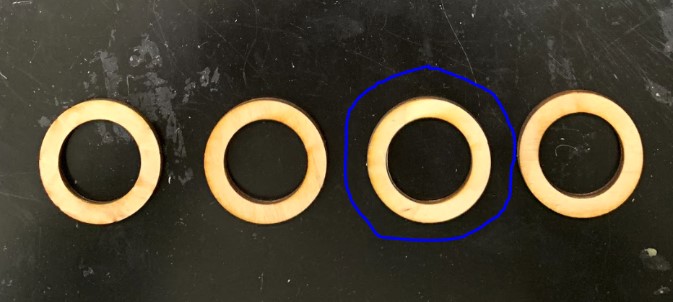
I certainly didn’t want to spend all that time cutting them out and then not have spacers that would fit around my dowels, so I ran a few test cuts with a 1 inch, 1.01 inch, 1.015 inch, and finally a 1.02 inch hole. I found that the best fit came from the one sized at 1.015 inches. It’s tough to tell a difference with just your eyes, but the best fitting one below is circled in blue.
Once I knew the correct size, I went ahead and cut them all out.

It took quite a while to get all of these cut out, and once I was done I stored them all on the same 1 inch dowel, which looked sort of neat.
Shopbot File Preparation¶
After getting the spacers cut out, I then took each face from each slab and moved them out of fusion as an SVG file with the shaper plugin.
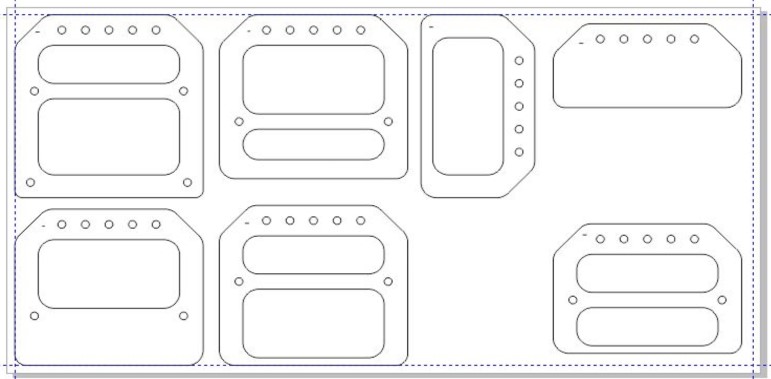
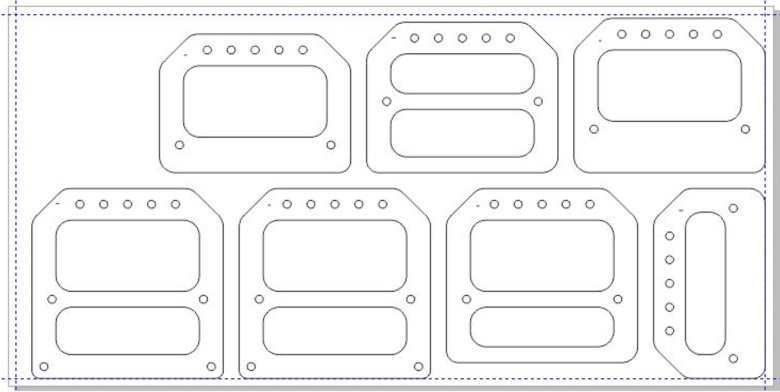
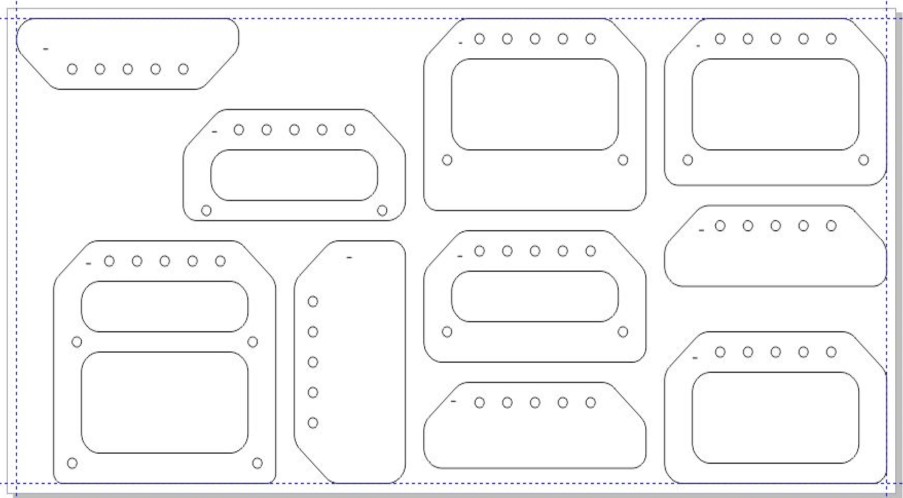
Once I had all of the faces as SVG files, I opened them each up in CorelDRAW so that I could lay them all out nicely for Aspire. I didn’t lay it out correctly at first, though.
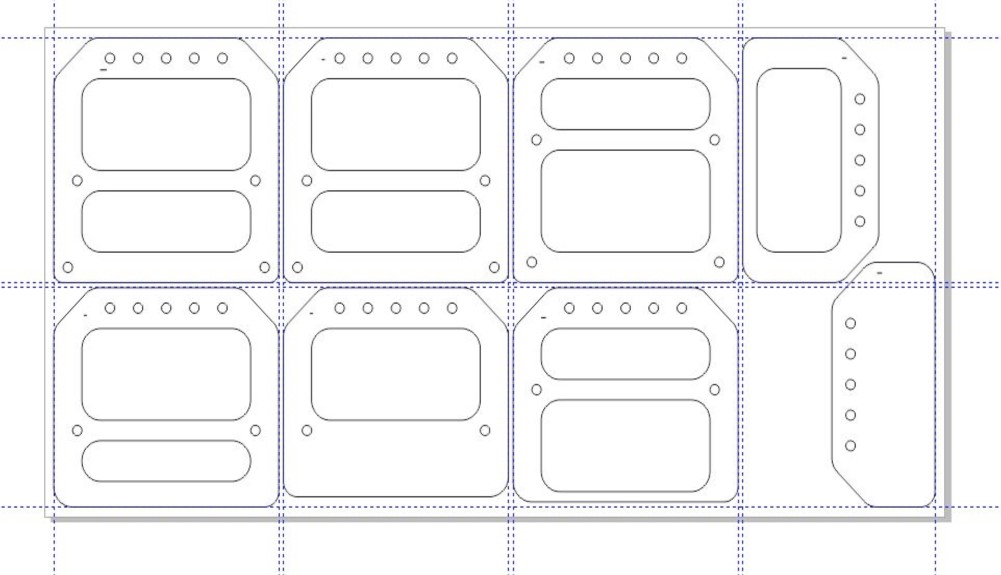
What I didn’t realize was that the wood couldn’t just be cut out and then left there loosely in the cut bed. If this were to happen, the pieces could fly off and be dangerous in the shop room. I have to use tabs to hold the wood in place during the cut, this means that there will still be a few points of contact between each piece that is cut and the sheet as a whole. I redesigned it with this in mind, and I eventually ended up with layouts that looked like this.
Once I had the layouts set correctly, I saved the first sheet as an EPS file and pulled it up in Aspire. Aspire is the software we use to make the toolpaths for the Shopbot machine.
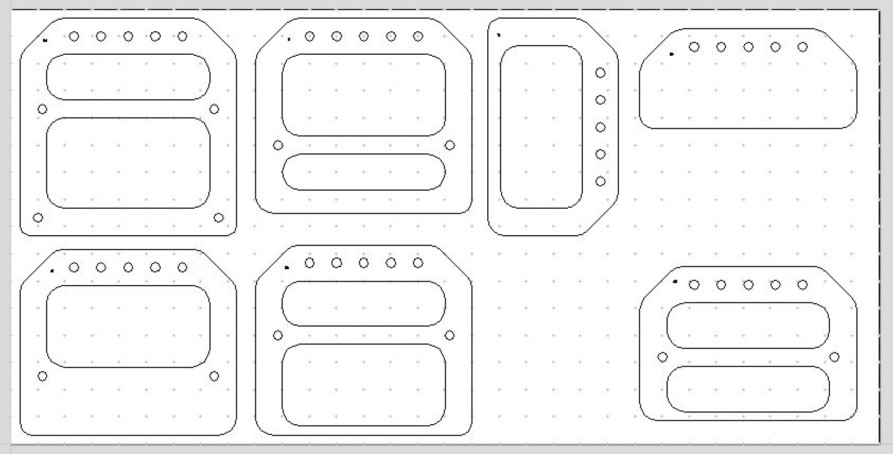
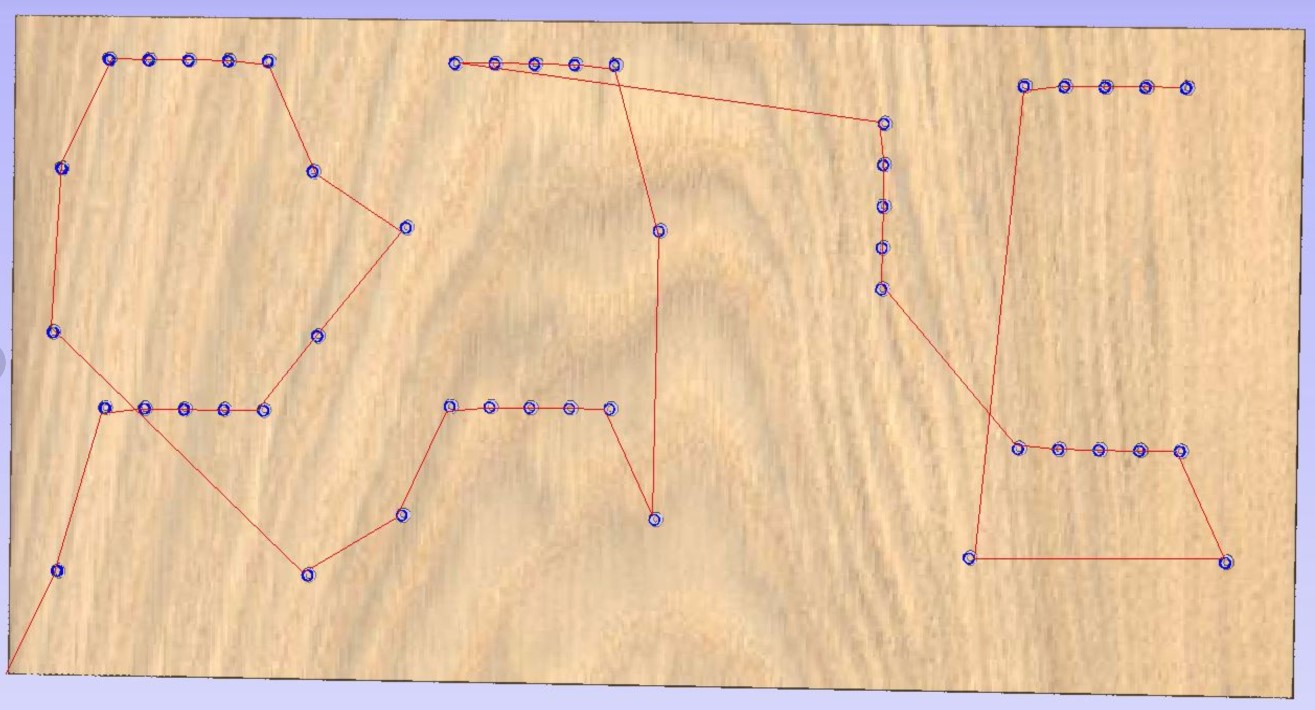
I opened it up in aspire, selected all of the holes for my dowels, and then I selected the profile cut.
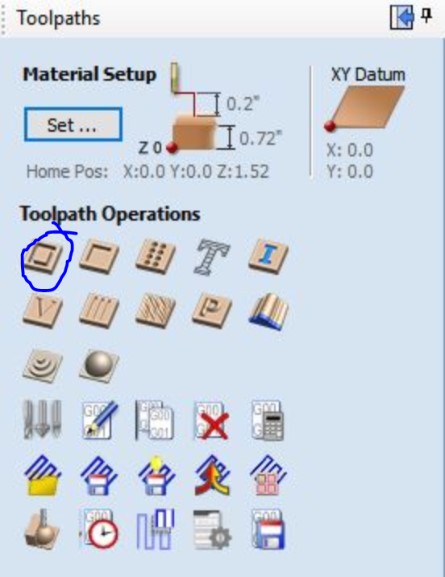
Then, I checked the cut depth, made sure to use an inside cut toolpath, and calculated it.
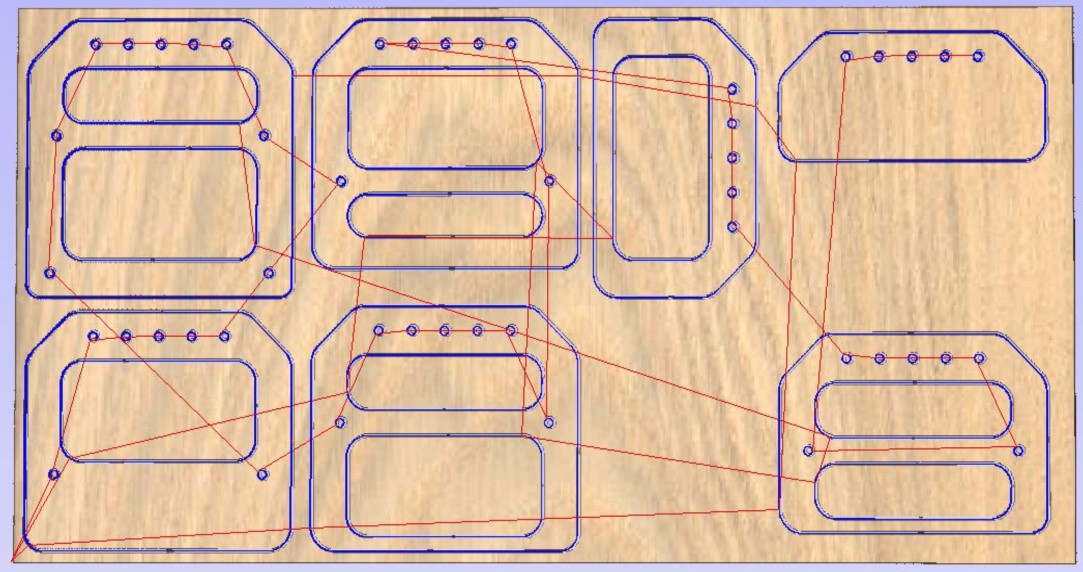
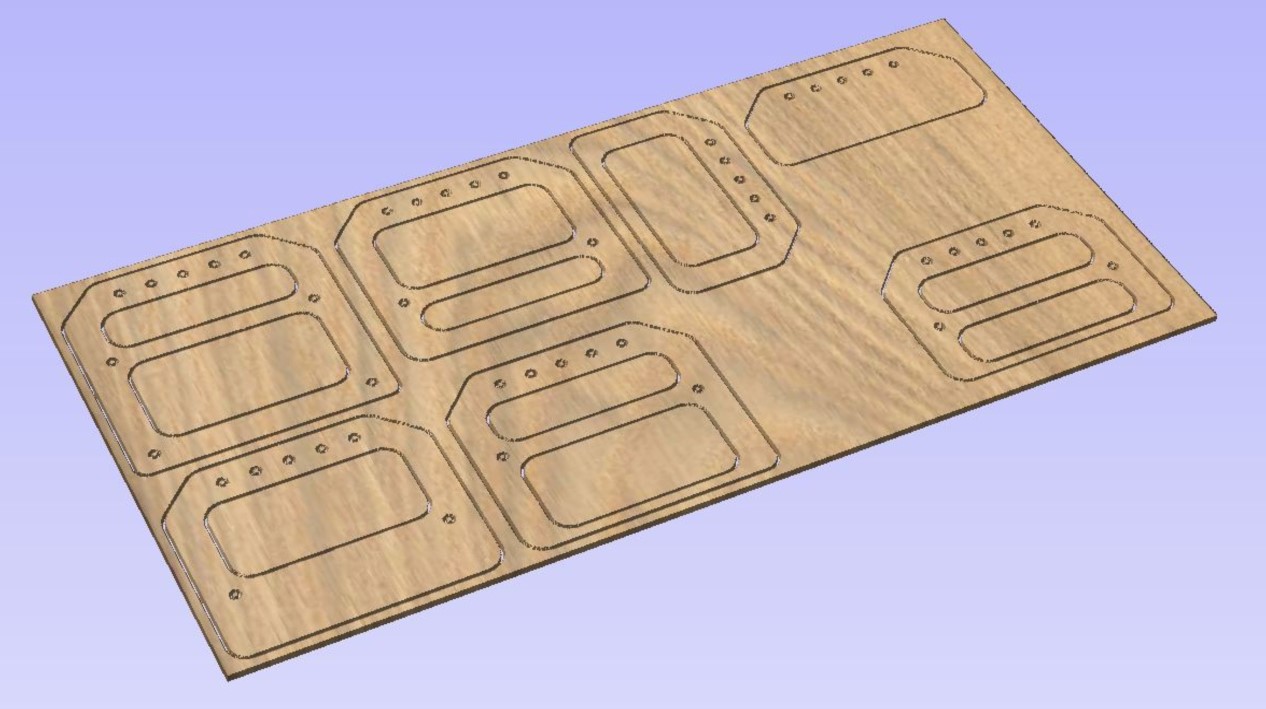
I did the same process for the other parts of my file, with the only difference being that I used an outside edge cut for the final profile cuts.
Shopbot¶
Once I had created all of my toolpaths, I sent them over to the shopbot and started getting ready to cut. I checked that the sheet was screwed in, got all of the necessary safety ear on, and started working with the shopbot.

The first thing I did was home the X and Y axis off of the proximity switches, then I homed the Z axis off of the material because I had set the file to be homed off of the material not the cutting bed.

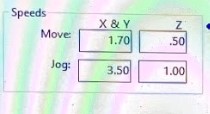
After homing the axis, I checked my feeds and speeds.
Finally, I was ready to start the air cut. I ran an air cut before doing the real thing to be sure that it wasn’t going to mess up somehow. Things all looked normal, so I went ahead and began the real cut.

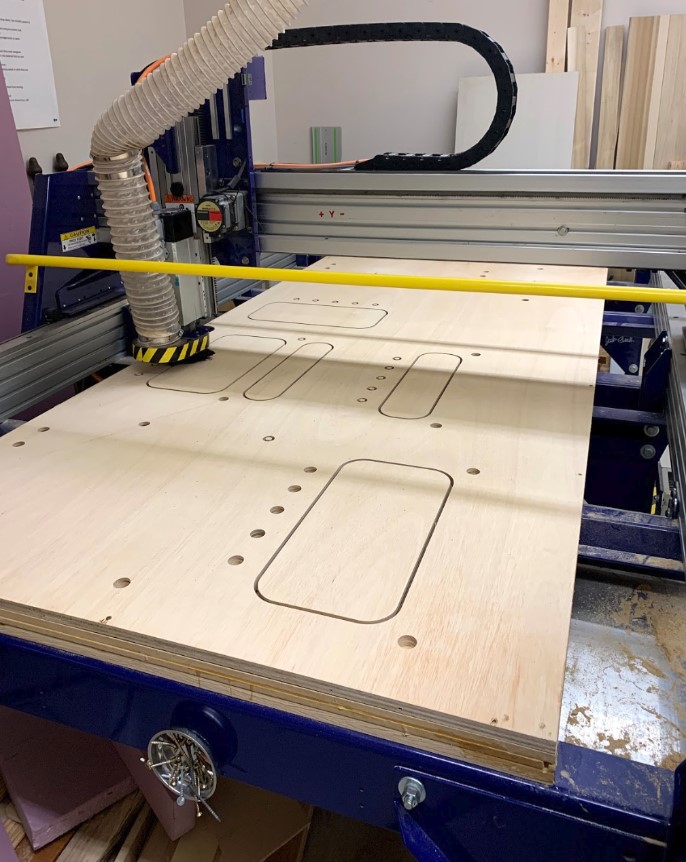
The circle cuts all went well, everything came out looking nice!

Next, I did the inside cuts that would cut out the shelving of the bench.
These all went smoothly once again, So I finally ran the profile cuts to get the pieces fully cut out.
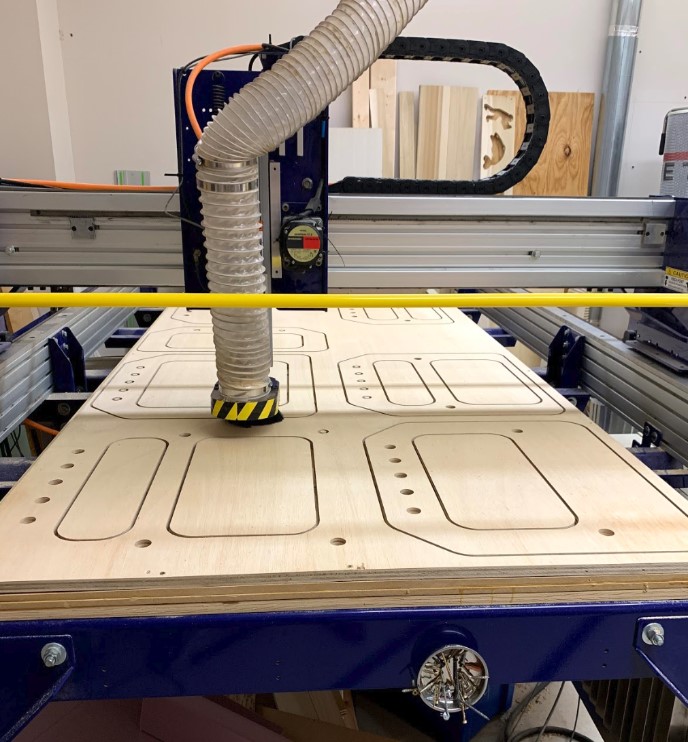
After everything finished cutting, it wasn’t as easy as just pulling the pieces right off of the cut bed, I had to use a hammer and chisel to knock out all of the tabs that were holding it in.

When the machine is cutting, it doesn’t just cut out the pieces and leave them floating there with nothing to keep them from getting flung out towards you, because that would be quite dangerous. In the toolpath, there are a few spaces around each edge of a cut called tabs that hold the piece down onto the cutting bed. These tabs aren’t very big, only about a quarter inch wide, quarter inch tall, and the thickness of the bit itself. I used four tabs on each piece, which means I had to break through four tabs every time I wanted to get a piece out.
I ran through the same exact process two more times for the two other sheets of plywood I had to use to get all of my pieces cut out, and things all went smoothly.


Assembly¶
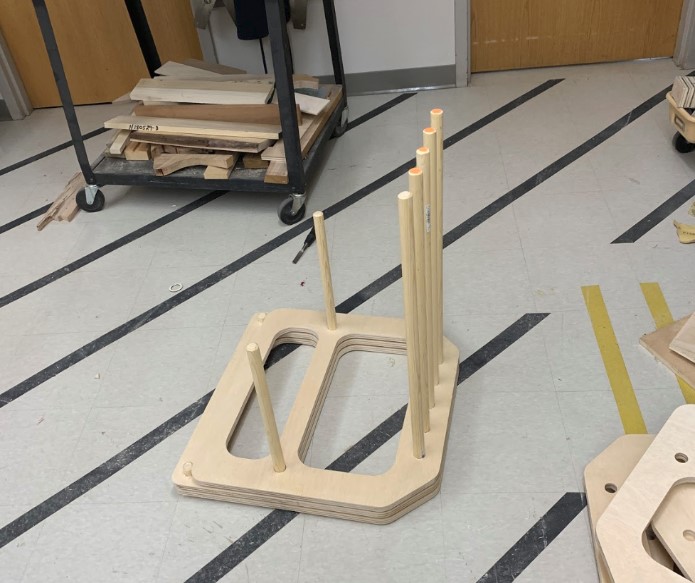
There was still a fair amount of post processing to do to all of my pieces after they had been cut out on the shopbot. I then had to sand all of the pieces down to give my bench a smoother, less splintery feel. It took a really long time to do this, but it was well worth it. I slowly finished up each slab and added it to the assembly. Here are some photos of the progress along the way.

Finally, after lots more sanding and filing down, I had finished! I cut the extra lengths off of the dowels, sanded the ends, and my piece was done.



And yes, it is sturdy enough to support a person.

I’m really happy with how this turned out!

Here are all of my files from this week.