3D Scanning and Printing
So the objective of the fifth week is to discover the various 3d printers available in the fab lab and the different technologies used. There are many technologies nowadays that are considered to be under the umbrella of 3d printing, by other words additive manufacturing. Among those are:
- FDM - Fused Desposition Molding
This technology is the most commercial technology available in the market. It mainly uses filaments (PLA, ABS, PVA, NYLON..) that are heated and extruded in layers to produce the final shape we need.
- Stereolithography
This technology is resin based and it uses a light source to cue the material. It is mainly used for producing small part willhigh precision and quality, usually for the jewelary or dental applications. There are two different mechanisms used for this technology:
- SLA, that uses a Laser Beam as a light source
- DLP, that uses a Projector as a light source
- Slective Laser Sintering (SLS)
This technology starts with powder matrial that are melted and binded together using a beam of laser. It is usualy used for building durable functional prototypes with high quality finishing.
- Slective Laser Metal (SLM)
This technology starts with a metallic powder matrial that are melted and binded together using a beam of laser. It is usualy used for building metalic parts.
- Inkjet - Material Jetting
This technology starts with building material of various colors to produce parts having a variety of colors at the same time.
Group Assinment
The group assginment was to test the design rules of the 3D printers available in the lab. To achieve that, we printed various test parts on the different printers we have in the lab to study the limitations of each and the quality we can achieve.
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file.
The creation of a 3D printed object is achieved using additive processes. In an additive process an object is created by laying down successive layers of material until the object is created. Each of these layers can be seen as a thinly sliced horizontal cross-section of the eventual object.
Machines Used
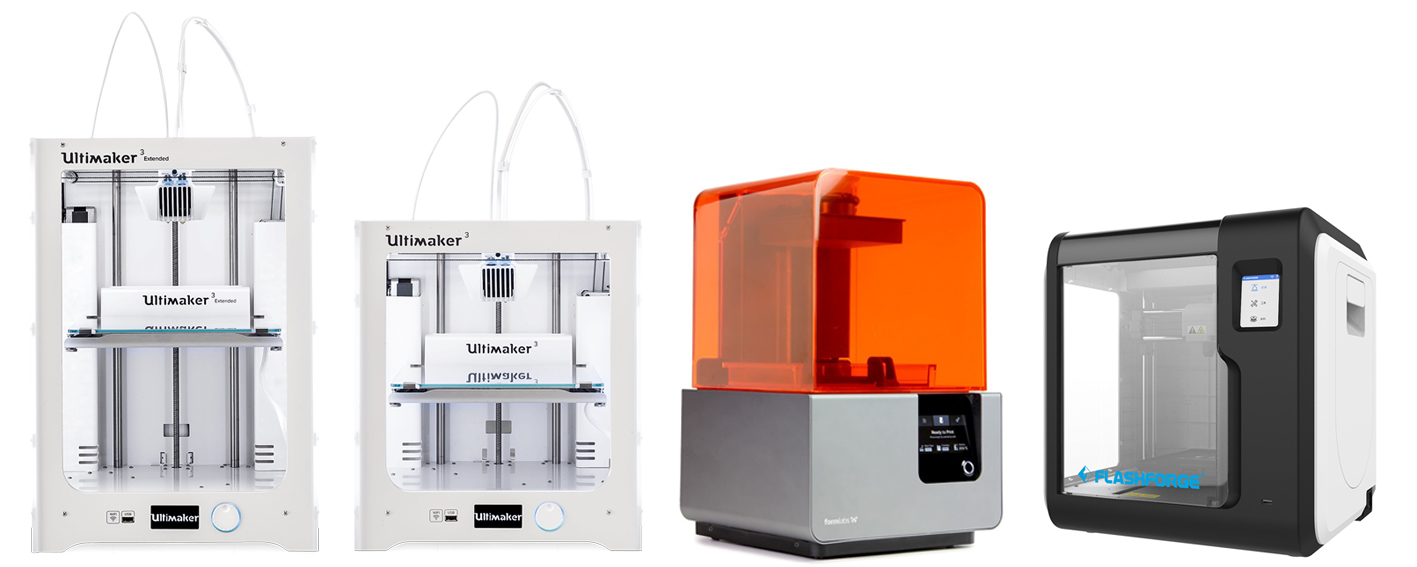
The main machines used in this week's assignment are the 3D Printers and the 3D Scanner. The list of machines we used are the following:
- Ultimaker 3 and Ultimaker 3 Extended is one type of the FDM 3d printers. It was used for 3d printing small scale objects up to 20x20x30 cm.
- Flashforge Adventurer is another brand type of the FDM 3d printers. It was used for 3d printing small scale objects up to 15x15x15 cm.
Test the design rules for your 3D printer(s)
Ultimaker 3 (Extended)

Precision/Orverhang test
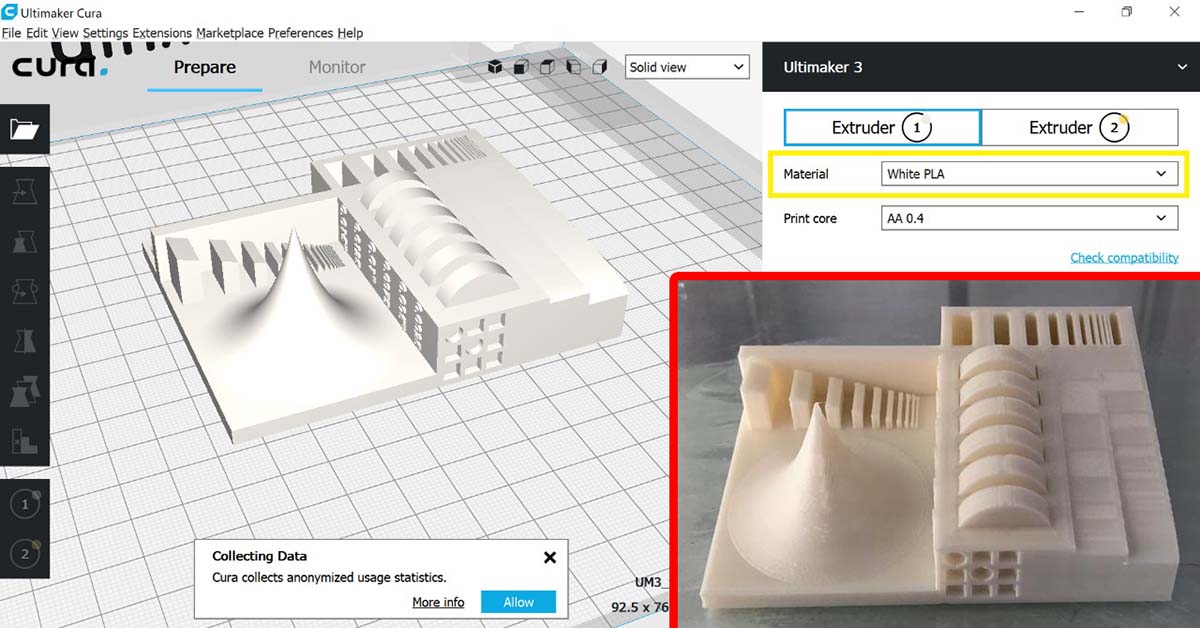
A Precision/Orverhang test was performed on a Ultimaker3 3D printer and Cura slicer.
The Precision/Orverhang test was downloaded from thingiverse. It just took 40 min to print and gave very decent result.
The settings used are the preset standard settings for a normal quality print with PLA filament:
- Layer height: 0.15mm
- Wall thickness: 1mm
- Infill Density: 20%
- Print temperature: 200degC
- Build plate: 60 degC
- Print speed> 80mm/s
- Printing temperature:200degC
- Support: Non
- Build pate adhesion type> none

Results:
- Hole size (3 holes 3/4/5mm):Good precision
- Nut size (M4 Nut should fit perfectly): It takes a hard push to fit
- Fine details (pyramide, cone, all numbers): Good
- Rounded print (wave, half sphere): Good
- Minimum distance and walls (0.1/0.2/0.3/0.4/0.5/0.6/0.7mm): Only 0.7 and 0.6 are fully separated
- Overhang (25°/30°/35°/40°/45°): Pass
- Bridge print (2/4/8/16/mm): Pass
- Surface (all the flat parts): Good
Tolerance/Precision test
A Tolerance/Precision test was performed on the Ultimaker3 Extended 3D printer and Cura slicer.
The Tolerance/Precision test was downloaded from thingiverse.The test features moving hinges of varying tolerances ranging from 0.38mm up to 0.635mm. It also features thin walls and wells ranging down to 0.016mm
The settings used are the same used for the previous test with PLA filament.
Results:
- Thin walls and wells: Clean
- Range of curvature: Good
- Sloping surfaces to test z-axis resolution: Good
- Sharp peak: Very Sharp
- Cavity: Clean
- Moving hinges of varying tolerances: All were stuck
Flashforge Adventurer3

We performed Precision/Ovwehang and a tolerance test on a Flashforge Adventurer3. This machine has a dedicated slicer called Flashprint. We also used PLA.
Precision/Ovwehang test
In this case we tested the print on the High quality preset setting, because the standard settings gave poor results for a part I had previously tried. The settings are mainly:
- Layer height: 0.12mm
- Shell count: 3
- Print speed: 40mm/s
- Infill Density (hexagon pattern): 15%
- Printing/Platform temperature: 210degC / 50degC
- Support: none
- Raft: none
Precision/Orverhang test
- Hole size (3 holes 3/4/5mm):Moderate precision
- Nut size (M4 Nut should fit perfectly): It takes a hard push to fit
- Fine details (pyramide, cone, all numbers): Small defaults (requiers cleaning)
- Rounded print (wave, half sphere): Small defaults (requiers cleaning)
- Minimum distance and walls (0.1/0.2/0.3/0.4/0.5/0.6/0.7mm): Only 0.7/0.6/0.5 are fully separated
- Overhang (25°/30°/35°/40°/45°): Pass
- Bridge print (2/4/8/16/mm): For 16mm Small defaults (requiers cleaning)
- Surface (all the flat parts): Good
NB: Apparently the Ultimaker gives better results in precision even in normal quality. For tolerance we would have to make the same tolerance test with the Ultimaker to draw conclusions.
Tolerance/Precision test
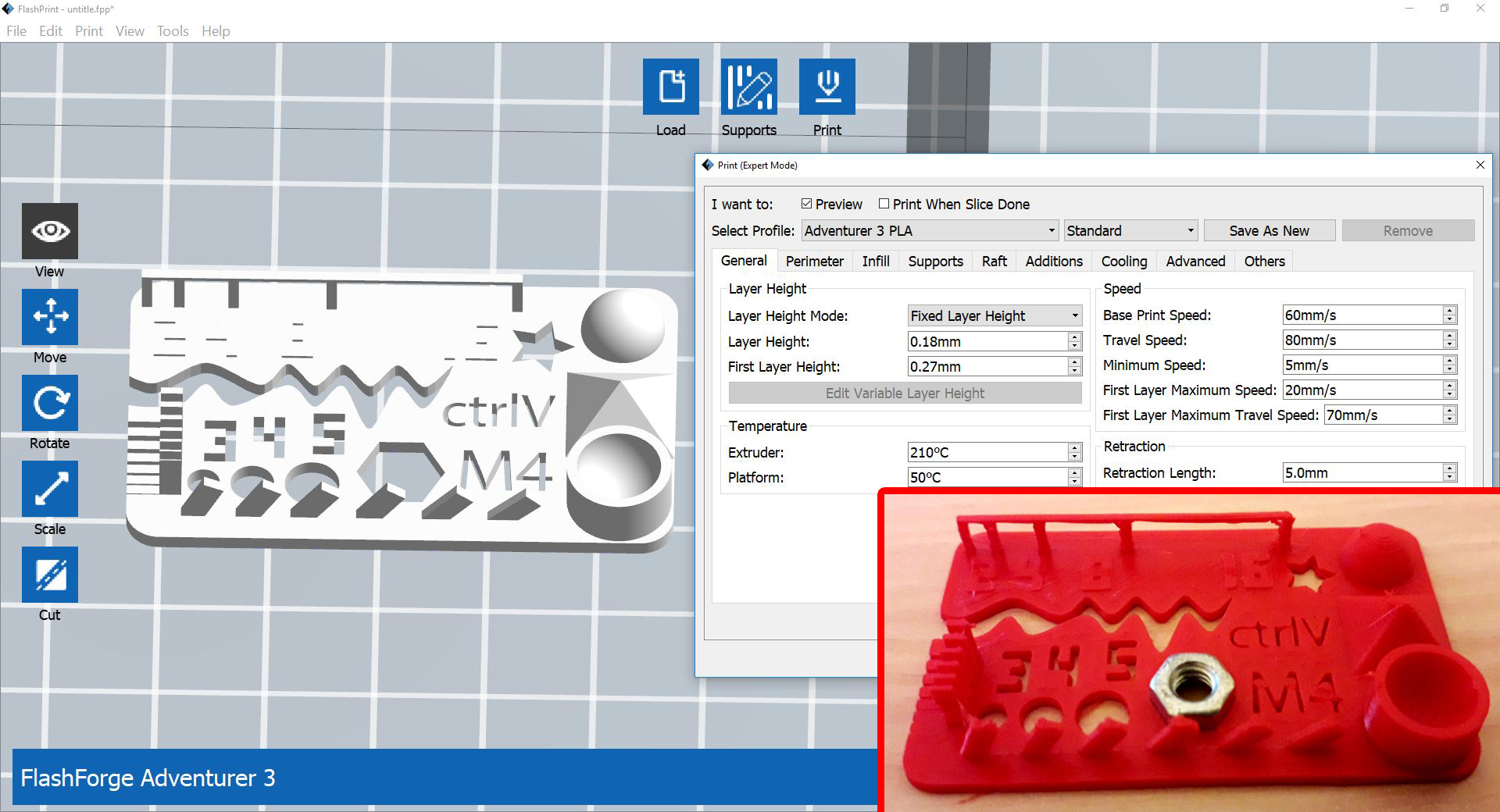
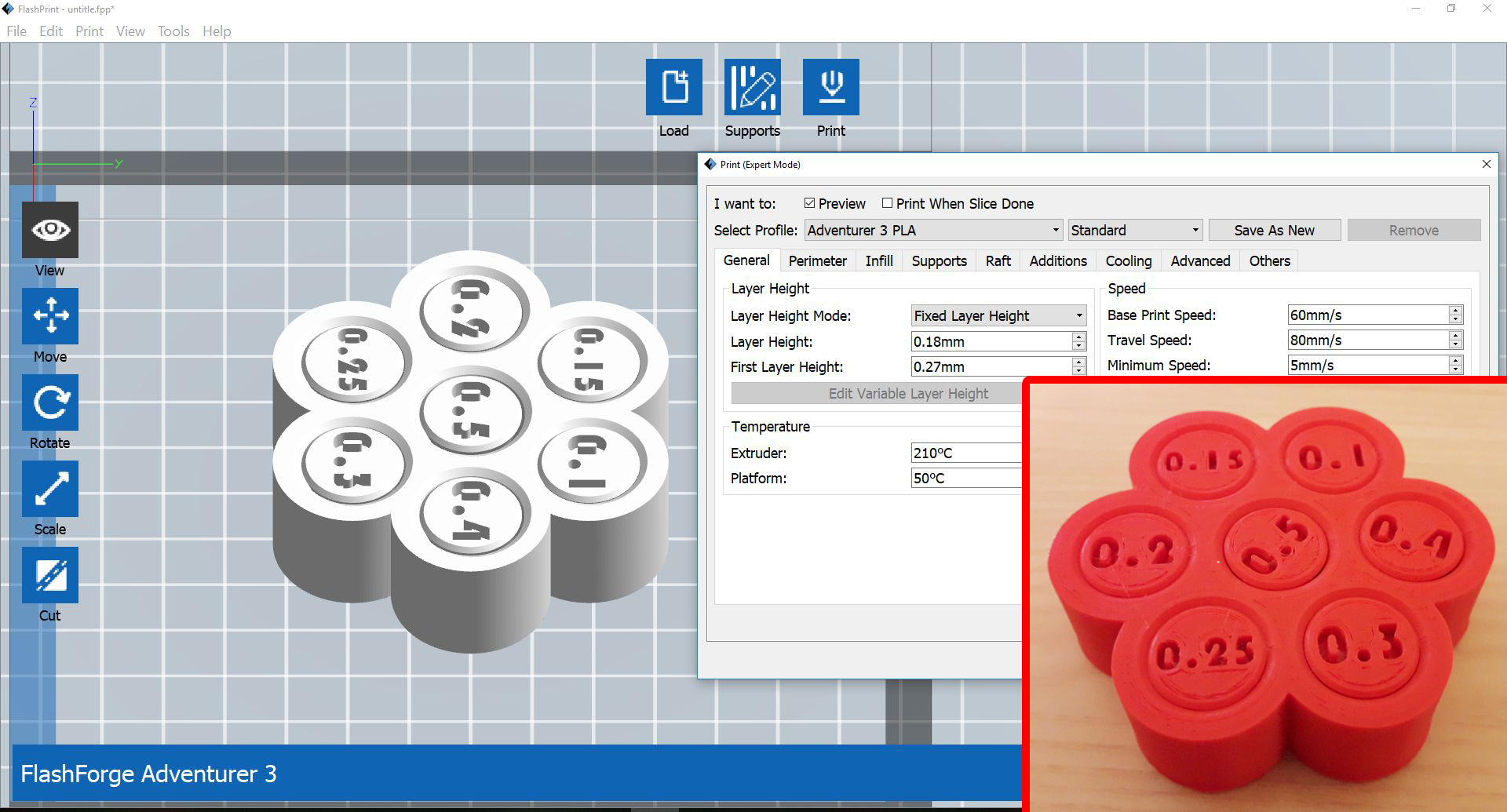
For The tolerance test we downloaded another test file from thingiverse. It We tested the print on the standard quality preset setting with PLA filament. The print test tolerance for 0.1/0.15/0.2/0.25/0.3/0.4/0.5mm. The settings are mainly:
- Layer height: 0.18mm
- Shell count: 3
- Print speed: 60mm/s
- Infill Density (hexagon pattern): 15%
- Printing/Platform temperature: 210degC / 50degC
- Support: none
- Raft: none
Tolerance test result: passed for 0.4/0.5mm