Wildcard Week
Individual Assignment
This week assignment will show the work process of how to produce a cylindric object. The fabrication will be made with the IRB 120 robot from ABB:

The form of my object will be cylindric and simple and it will be made by the material clay.
In the laboratory are a diverse examples of projects from the IAAC Masters. This two examples here are more complex in their design as I am going to do for this assignment. Anyway they are a good reference to look at:


Preparing the Clay Extruder
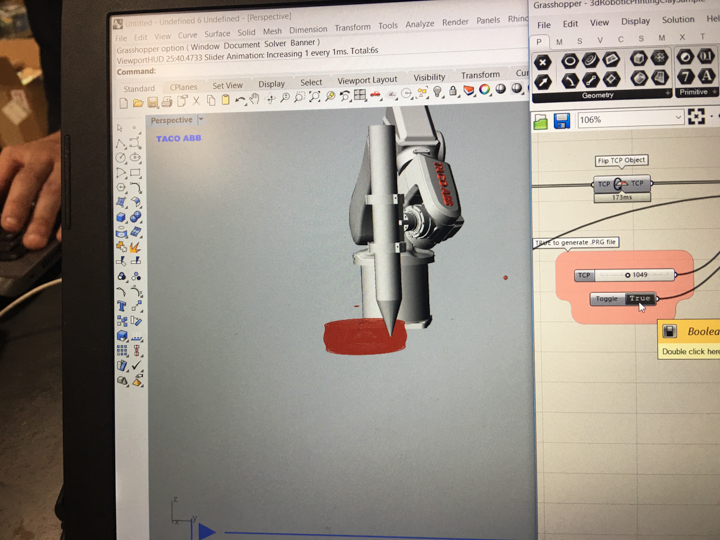
For this printing we used the same machine as in the week 16 assignment, which is the IRB 120 robot from ABB. The robot moves the extruder, following the same design file from the previous assignment, which was made with Rinoceros and Grasshopper. The extruder is driven by air pressure and must be regulated 'by hand'.
The air pressure supply is going to be controlled by a ventil manually, in this way it can be opened and closed gradually.


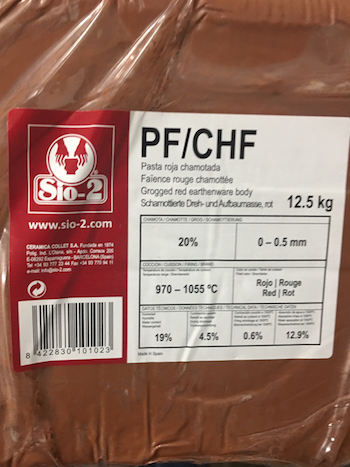
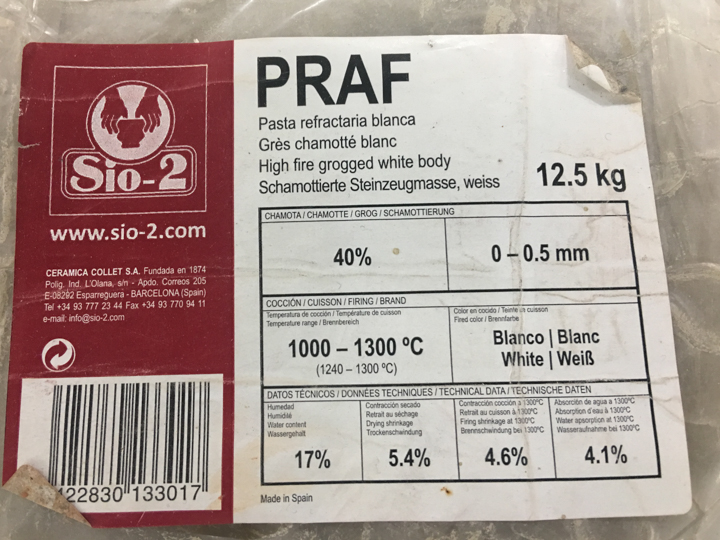
For this assignment we used two diffrent types of clay:
Filling the tube is not an easy job: it has to be done carefully to avoid air inclusions, which might cause bad results.
There are different techniques to fill up the tubes. This technique here reminds me on filling up cups with ice cream.

Clay Printing
After installing all components and making the security check, the robot is ready to make the first test prints.


The clay here seems to be a little bit too dry, it could be a little bit more sticky. Also there were still air inclusions, that's why the clay string is interrupted and look a little porous.
In a second attempt the object itself collapsed after reaching a heights of almost 20 cm.
Comparing it with my design, I tried to make it mor static by printing two parallel lines. The resulting thickness of the
In the second attempt I used the grey clay and added a little more water than before. Actually I just guessed of how the consistency has to be.
Printing the first circles, the result seemed to be good. A first incident occured, as the air pressure ventile has been manipulated too much. This provoced that the noozle made this erruption.

A new attempt failed again, but this time becuase there were still too many air bubbles in the tube.

This picture shows the effect caused by the air erruptions of the machine. Here you can almost consider the consistency of the clay:

The print session ended at this point, but it has been a good to experience this work flow. I will repeat this print in week 18.
The first test was made to adjust the speed of the robot movement and the extrusion of clay.
After a few hours I cut four holes into the cylinder. I did this without having special modeling tools, so I had to do it very carefully.
For further steps, that the material should be impermeable to water there are some restrictions regarding the processing: The clay objects have be fired in the oven of the FabLab Barcelona. This space is limited, so the clay object can have a maximum size of 20 x 20 x 17 cm.
Recomandations for working with clay and how to fire it: The fire temperature of the oven or kiln should be augmented slowly until the desired temperature is achieved, and the same procedure in reverse to cool down the fired object again. Also, not all types of clay can be baked and we have to consider, that the clay will shrink in the fire process until to 7% of it's volume.