Only mildly wild
Getting to know the indexer

Carl's wildcard week
My wildcard week is closely linked to Carl's, since we figured out how to zero the various axes together, found the proper paths and tools and did a bunch of the troubleshooting together. While Carl created the first test piece for the machine and used an old bit (just in case anything went wrong), I added the spiral pattern and used a proper bit to see the difference that this would make.
Carl also set up the machine before I joined him, so he desrves most of the credit for that part.
Lots of air
On our first few attempts the machine was milling nothing but air, but doing it with great enthusiasm. Eventually, we found the small piece of information, which states that "size of cylinder" is what the machines is estimating from. While we were z-zeroing our machine meticulously to the side of the rectangle, the machine thought we were z-zeroing the cylinder, which was about half the size of the rectangle. This meant that the machine never reached the material.
To deal with this, we changed the toolpath and settings to z-zero from the center. We then zeroed as before, then moved the head clear of the material and lowered it by half the width of the material to reach the actual Z-zero. Once we set this as our new zero, we could maneuver the head back into position and start the job, this time to good effect.

Nice cylinder, then more air
I set my v-carve toolpath, which went very fast, due to everything we learned from Carl's project. I then added the spiral path, which is a gadget that draws the correct lines, which you then use with the 2D profile path to gain the desired effect. I saved them together and milled the paths.
Of course, once the cylinder had been cut and it was time for the spiral, the shopbot happily resumed cutting the air to pieces. I had forgotten to set the spiral to the correct diameter. After fixing the path, I decided to test whether I could now set the z-zero on top of the cylinder, which worked just fine, now that the piece I was working with was an actual cylinder.
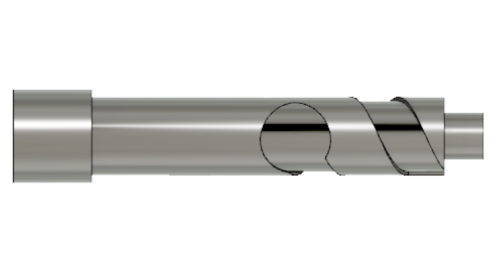
Once I made a new toolpath with the correct size, it came out really well.
How to almost not make anything
Here you can see the indexer creating a beautiful spiral pattern for me, then the material bends upwards and nearly snaps at which point the video goes nuts because I am hitting the emergency stop. Note to those attempting this: Use thicker material, secure it really well and be ready with that stop button.