Molding and Casting
This week's assignments was molding and casting, which I anticipated for a while now. I started with designing the mold in Fusion and also the mold design of it. What I would like to make a heart. To do this, I create a 2 D sketch of heart using 2 circles and few lines. Then I extruded the sketch and after getting some thickness that I was okay with (For this specific design I need not be precise) and I chamfer tool to create the 3 D effect of the heart. I then created a box space for filling it with mold material.
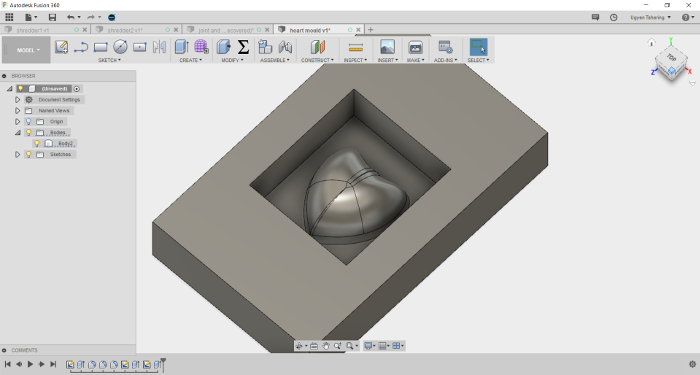
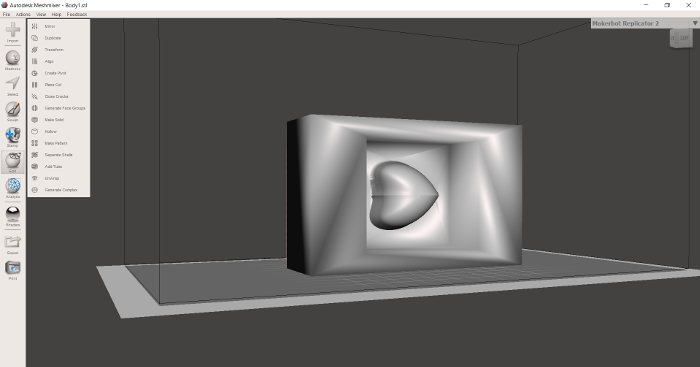
File conversion process
After finishing up the designs in fusion , I saved it as an STL file, the STL file is opened in "Meshmixer" of AUTODESK, the reason was to align the model designed in fusion 360 to the bed of the machine. And the file is again saved as STL. Meshmixer also helps to make better mesh than the default in Fusion 360.
Now the STL saved from 'Meshmixer' is upload on-line on a site called Netfabb what this site does is, it repairs the STL file and make the mesh of the structure better. We do need to create an account in it but its free ;) . Now after uploading you just need to download the file.
Ubuntu: "I'm Back"
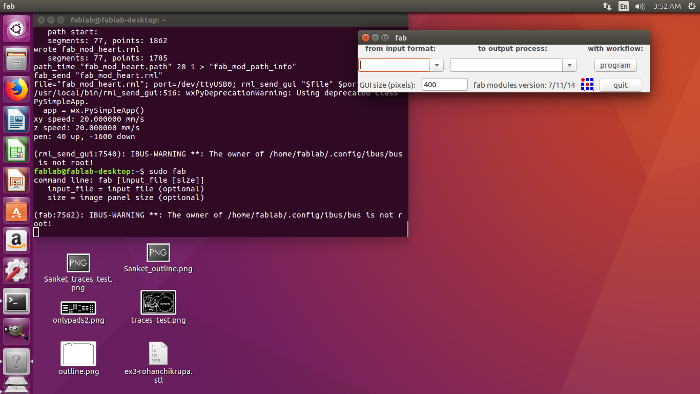
Now back to ubuntu to mill my design. Started mods and selected STL in file input type and selected the MDX 20 as output process from the options and proceeded to making the milling files.
Now you get this
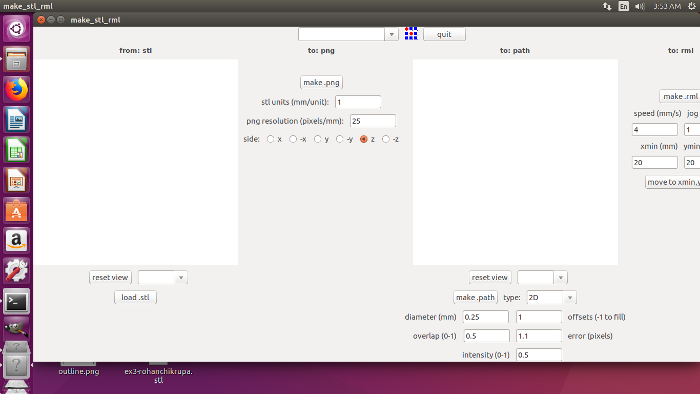 After getting the next window in mods,
I uploaded the STL file that went through the long process of refining and aliging.
After getting the next window in mods,
I uploaded the STL file that went through the long process of refining and aliging.
 After that select create PNG on the next side, select different access until you get an image on the box of the mold design.
After that select create PNG on the next side, select different access until you get an image on the box of the mold design.
 After that select the Tool options , first begin with 1/8 rough cut
After that select the Tool options , first begin with 1/8 rough cut
 than click on make. file,
than click on make. file,
 Processing at the terminal
Processing at the terminal
 After Processing!
here you will get an idea on how it will be milled. The next process is to set the axis and than click on make.rml
After Processing!
here you will get an idea on how it will be milled. The next process is to set the axis and than click on make.rml
 and send the file to mill.
and send the file to mill.
 For my work it took 15 mins for the rough mill. Than selected the finish cut from the option.
For my work it took 15 mins for the rough mill. Than selected the finish cut from the option.
 Made the path and had it send again into the modela. REMEMBER to use the same axis that was used earlier.It took 4
mins for the finish with default settings on the make path option.
Made the path and had it send again into the modela. REMEMBER to use the same axis that was used earlier.It took 4
mins for the finish with default settings on the make path option.

A mistake to learn from!
While designing the mold, since this is a 2.5 D mould, I had to to consider the limitations of the designs that is possible to make using this technique. The other thing to note is that this is a pre mold, it's the design that will be used to make the master mold.
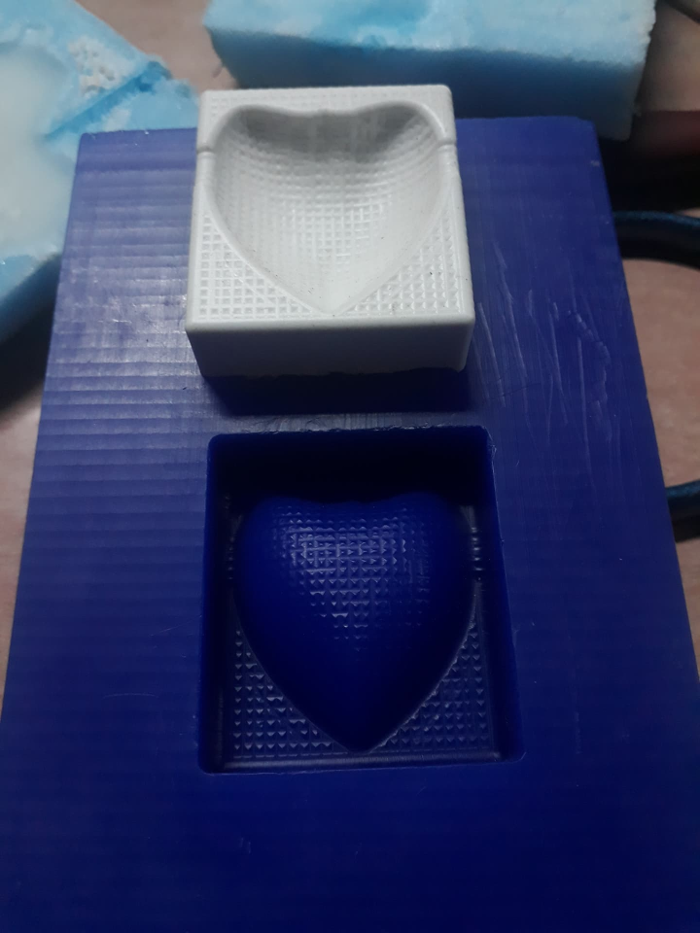
I relatively kept the design of the mold small considering the machining abilities of the Modela and the tools that I was using. My first Design had big mold hole and also the design was too large which resulted in very long machining time and also it got stuck two times and it didn't work which was really frustrating.
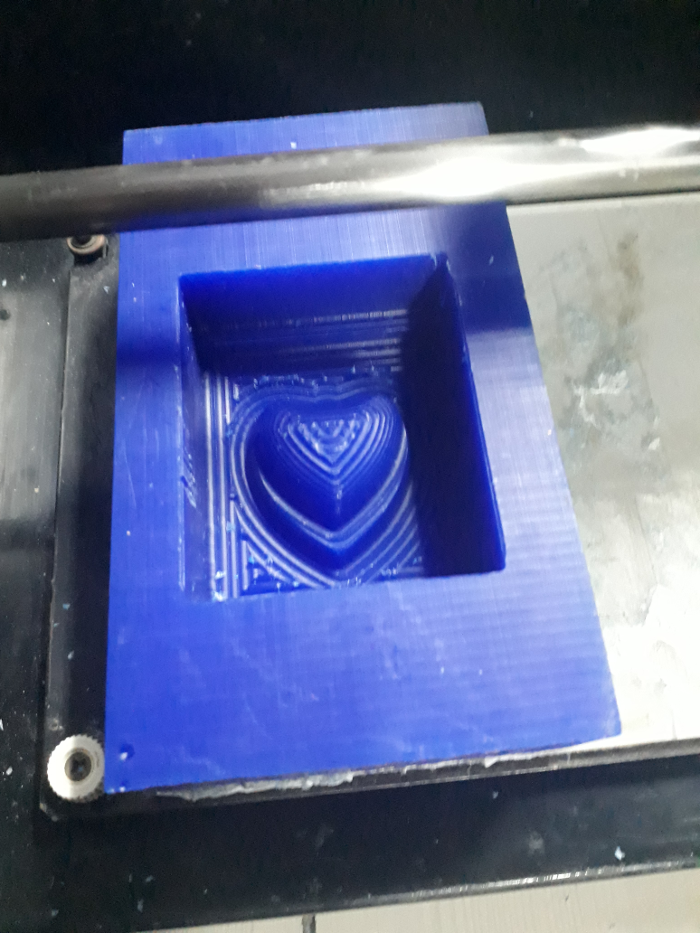
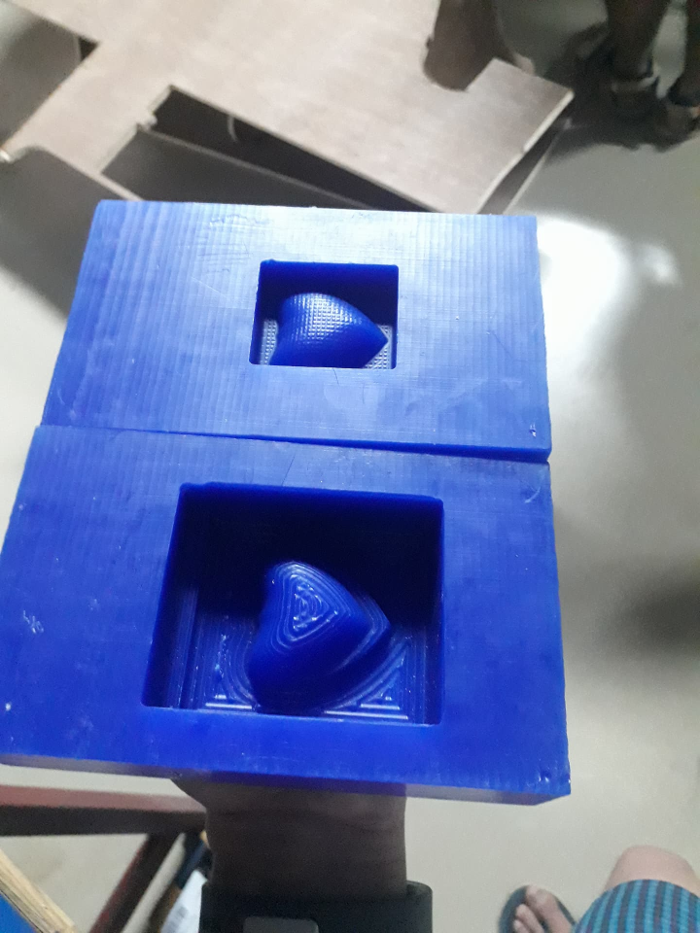
Below is a comparison between my first and the second mold. You can clearly see that my second mold is way better than the first mold and it also took 5 times less machining time than the first one. The lesson was that certain parameters about the machines need to be considered into the design. This is just a single side mold.
MAKING SILICON MOLD
Now the next step was to make a silicon mold from the positive milled mold. We didn't use oomoo but we went with some local
alternatives called "MoldSil15Plus" which was as easy to use like any smooth on products. It was described as high performance silicon rubber for long lasting flexible molds which came with a smaller container of catalyst with an instruction to use with a ratio of 1 part catalyst and 5 part silicon rubber.

Do remember to use gloves and other safety measure to make less waste and be safe incase of an accidents.
Material Safety Data Sheets Information
This four pager has all the requried information on the Mold Sil 15 Plus which is made by an Indian Company called Performace Ploymers. The main important information was that the chemical compond had no health risk although safety gears are recomended to prevent mechanical injuries.
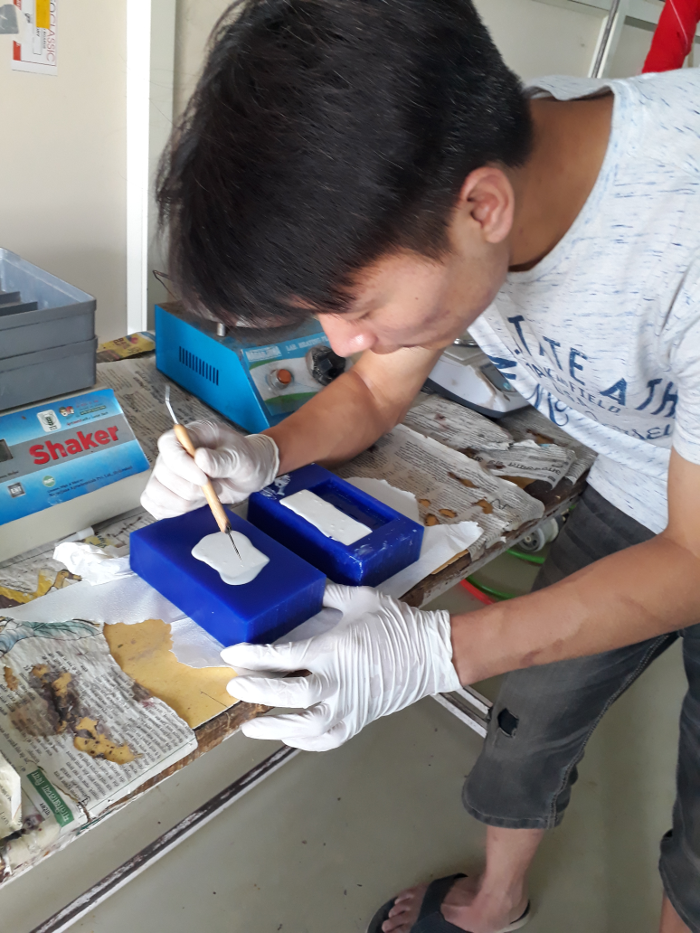
The ratio I took is 1 part of catalyst and 5 part silicon by weight. I have noticed that if the catalyst is more, it takes more time to cure as my first mold didn't work as my catalyst was more. Ideally 1 to 5 is preferred though even 1 is to 10 worked on with my other friends. While mixing, do remember to mix by rotating the stirrer laterally carefully, as air bubble could be formed if you rush.
While mixing, do remember to mix by rotating the stirrer laterally carefully, as air bubble could be formed if you rush.
 After carefully mixing the two parts of the materials together, start the pour into the wax mold from a single corner and also do this slowly and carefully in such a way that air bubbles are not formed inside.
After carefully mixing the two parts of the materials together, start the pour into the wax mold from a single corner and also do this slowly and carefully in such a way that air bubbles are not formed inside.
 If some bubble form by any change at the top, prick the bubble out using the stirrer.
If some bubble form by any change at the top, prick the bubble out using the stirrer.
 After setting up the silicon on the mold, I left it over night to make sure it is completely cured , the data sheet suggest it take about 5 to 6 hours. Inspect it once after its cured.
After setting up the silicon on the mold, I left it over night to make sure it is completely cured , the data sheet suggest it take about 5 to 6 hours. Inspect it once after its cured.
Casting from the mold
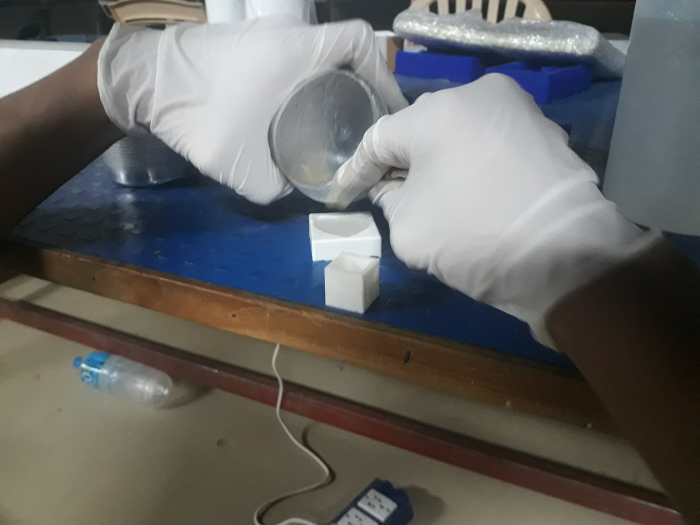
For casting I used clear epoxy and harder mix with a ratio of 2 epoxy and 1 hardener. After mixing the parts throughly, just pour into the mold and wait for it to cure.

This is the casted material from the mold

All the design files are
'HERE'
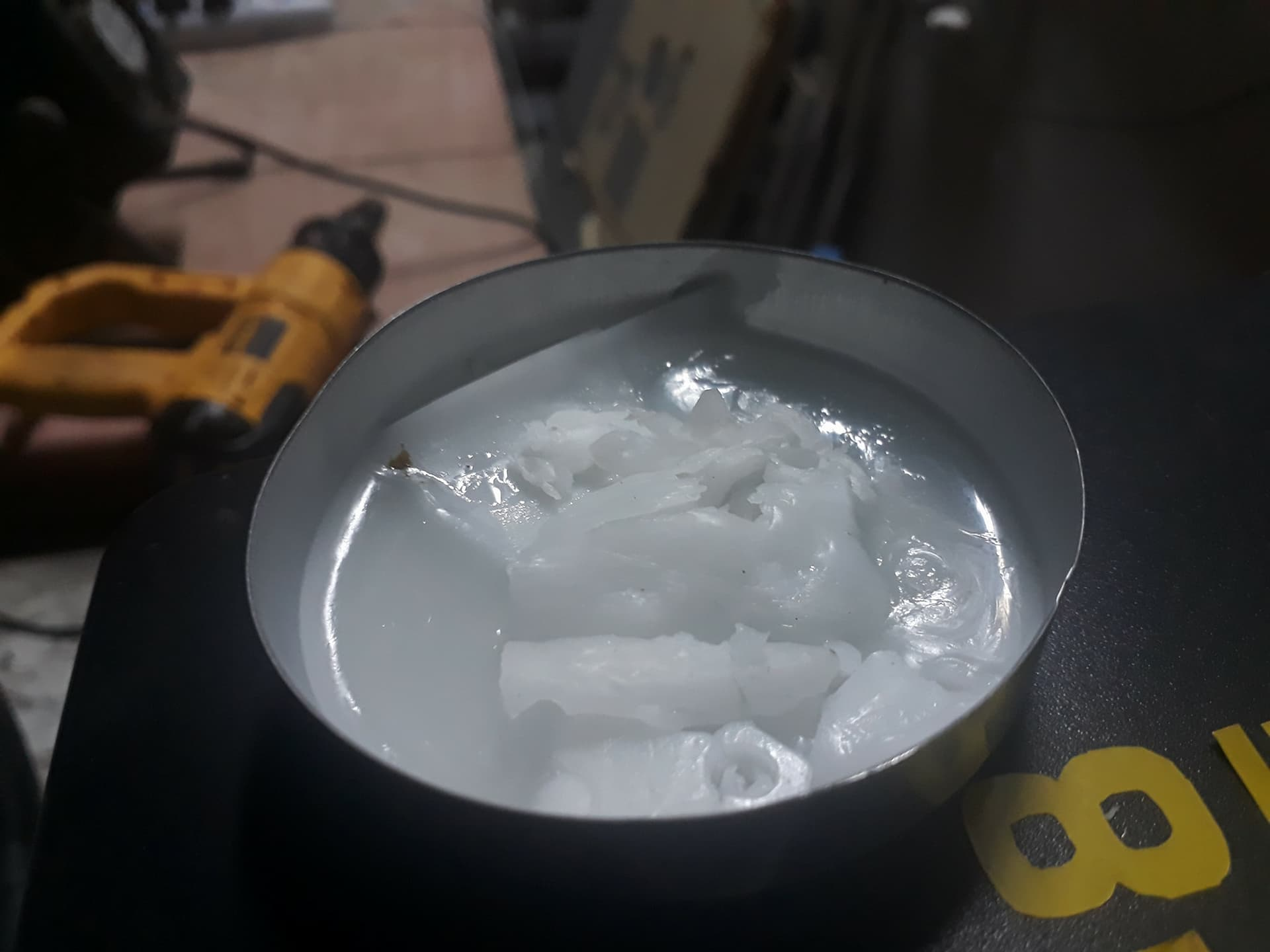
Flexwax 120
This is melted and brushed upon the design of our required mold. It is ideal for making flexible casts of nearly any three dimensional object such as masks, hands, sculptures and much more. Molds made with Flexwax can be re-melted and used again and again. Flexwax is ammonia-free, non-toxic and with relatively simple instructions to use. This part of my group assignment where we divide to study about different materials used in molding and casting. The only safety precautions to take care of is the temperature ( it is liquid under 50 degree Celsius ) if body parts are being used to make mold from this material as if its too hot it could burn the skins.
Experimenting Flexwax 120
Though it was mentioned it is easy to use, it is bit difficult to use as the wax was too soft and it sometimes didn't retain its mold shape. One other reason is that the weather was also very hot which makes the wax mold soft.

Field Trip
During this week's assignment we went for a field trip to a local blacksmith attached along an NGO school for children, a place ran by a fantastic man who is living his dream. It was 4 hour ride to the place and since the planned trip was for a day we had only few hours to experience the place. We understood how local castings were done with black sand and graphite power as release agent for casting metal. We were shown different tools and procedures. We made mold of a turtle , a metallic turtle with black sand and graphite powder as release agent and a pipe was used in the second layer of the mold for making a hole on the top layer which I guess will be used later. I have seen similar process on you-tube so it was awesome to see for real. Our mold failed several times and after making the mold, we unfortunately could not cast metal on to it due to less time we had and also the furnace wasn't heated enough at the time we were there.


The Furnace with charcoal is fired and the materials that will be used in the caste will be heated.




The sample to be molded is placed inside a metal frame with the flat portion on the bottom, ideally, half of the portion is filled with complex designs and Then filled to the brim of the cast box with molding sand.

Any remaining part of the design sample is filled with the other half of the cast box with a small way/hole kept for the molten metal to flow which will be casted into the shape of the molded sand.

The small pipe was kept as the inflow of the molten material, which was copper in our case.
 Then through the inlet hole, the molten metal is filled
Then through the inlet hole, the molten metal is filled

 Then we can get our cast. The additional material which was initailly the path of
the molten materials is than cut off and finished.
Then we can get our cast. The additional material which was initailly the path of
the molten materials is than cut off and finished.
This method is very tradtional and has been used for serveral thousands of years, passed down from artisans to artisans. The experience was very much fun for me.
