MOLD MAX 60
TASKS TO DO-Review the safety data sheets for each of your molding and casting materials,then make and compare test casts with each of them.
Design a 3D mold around the stock and tooling that you'll be using, machine it, and use it to cast parts.
In this week we are trying out Molding and Casting.There are conventional methods of modling and casting but
we are using the digital way of doing it.We are making mold using a CNC machine.We first design the model in a 3D software,cut its negative
or sometimes positive in case of metal casting,mill the design in wax using a milling machine (either PCB milling machine or shopbot),pour the
material in propotion to cast part,allow it to settle and dry,remove it from the mould and the cast of our model is ready.This is the
work cycle in molding and casting of a part.
Group Assignment
Review the safety data sheets for each of your molding and casting materials,then make and compare test casts with each of them.
So the first step was to familiarize with the different materials available in our lab and to read its datasheet.
The different materials available are:
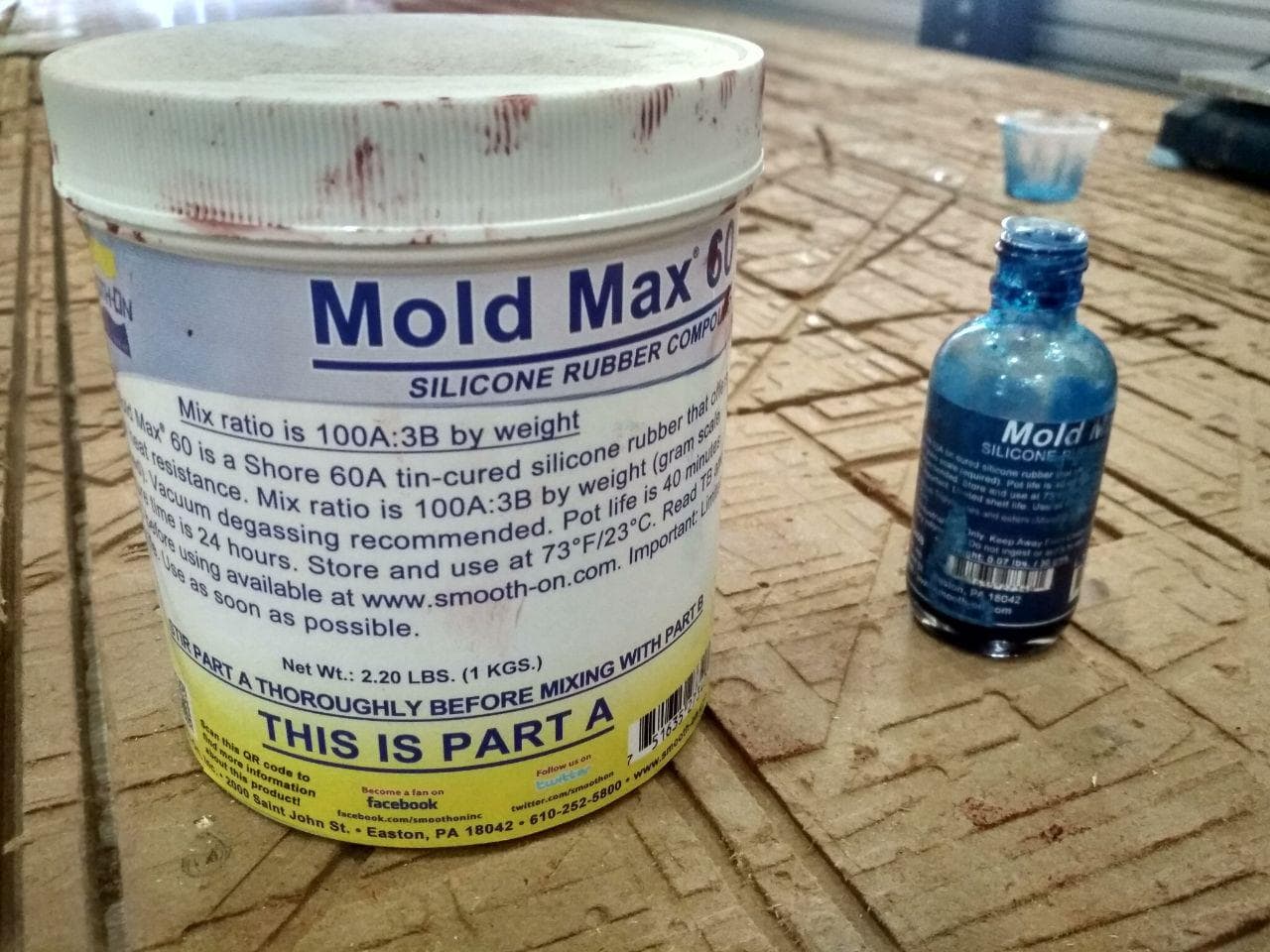
1)MOLD MAX 60
Mold Max 60 is a Shore 60A tin catalyzed silicone rubber formulated for applications requiring high heat resistance.
It features a low mixed viscosity and cured rubber exhibits very low linear shrinkage.
Applications include making foundry patterns, flat pattern reproductions and casting low-melt metal alloys such as tin and pewter.
Mixing Ratio of mold max is 100:3, Read more about Mold Max
Liquid Silicone Rubber (LSR-1) is a two-component, addition cure liquid silicone rubber designed for mold making. LSR-1 cures at room temperature to a translucent high strength elastic rubber with the addition of curing agents.
Main features of LSR-1 are low shrinkage and viscosity, ease to demold and High duplication times.
Mixed Viscosity : 20,000 cps(Centipoise),
Color : Red,
Cure Time : 24 Hours - (73 Degree Fahrenheit / 23 Degree Celsius)
Pot Life is 40 minutes - (73 Degree Fahrenheit / 23 Degree Celsius)
2)Liquid Silicon Rubber(LSR-1)
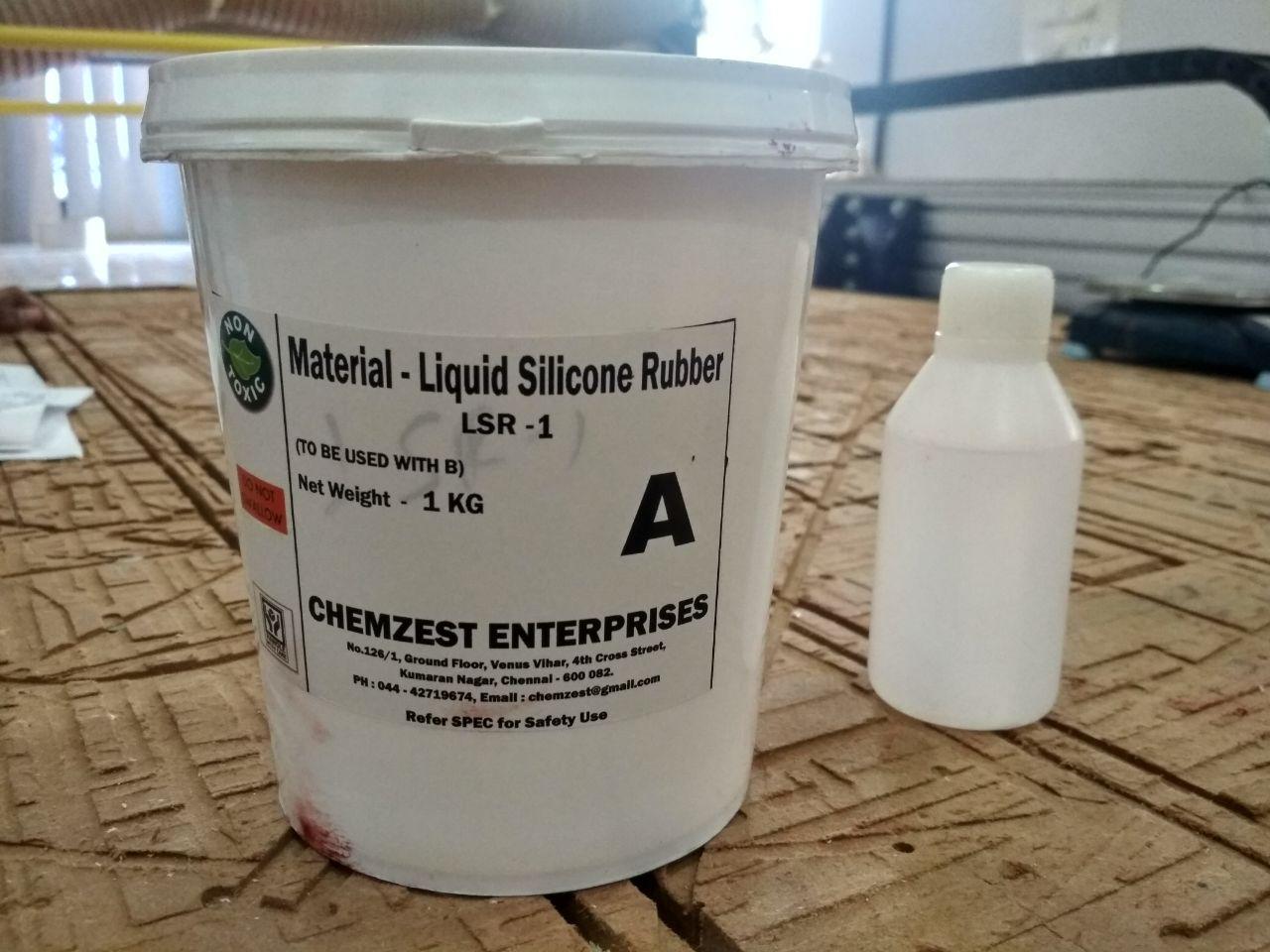
Mixing ratio of "Liquid Silicone Rubber(LSR-1)" is 100A : 10B, Read more about LSR-1
It is two-part epoxy system with High Glossy , Transparent, low viscosity and UV stable liquid epoxy resin for casting,
coatings, and adhesive applications. It is a range of high-performance user-friendly epoxy resins.
Mixed Viscosity : 45 Pa.s(Pascal-Second) / 45,000 cps(Centipoise),
Color : Translucent,
Cure Time : 24 Hours - (77 Degree Fahrenheit / 25 Degree Celsius)
Pot Life : 120 minutes - (77 Degree Fahrenheit / 25 Degree Celsius)
Tear Strength : >= 20 KilogramForce / Centimeter
3)High Gloss & Transparent Epoxy Resin(HGTE-1)

Mixing ratio of "High Gloss & Transparent Epoxy Resin(HGTE-1)" is 100A : 60B, Read more about HGTE-1
In these we can use colouring agents to provide colour to our liquid plastic resin We used all the available compounds for making test casts.We decided to make grip for file in our lab,
used some previous molds to cast items,tried to make mold using moldmax and Liquid silicon and compare the results. 2)Using Liquid Silicon Rubber(LSR-1) 3)High Gloss & Transparent Epoxy Resin(HGTE-1)
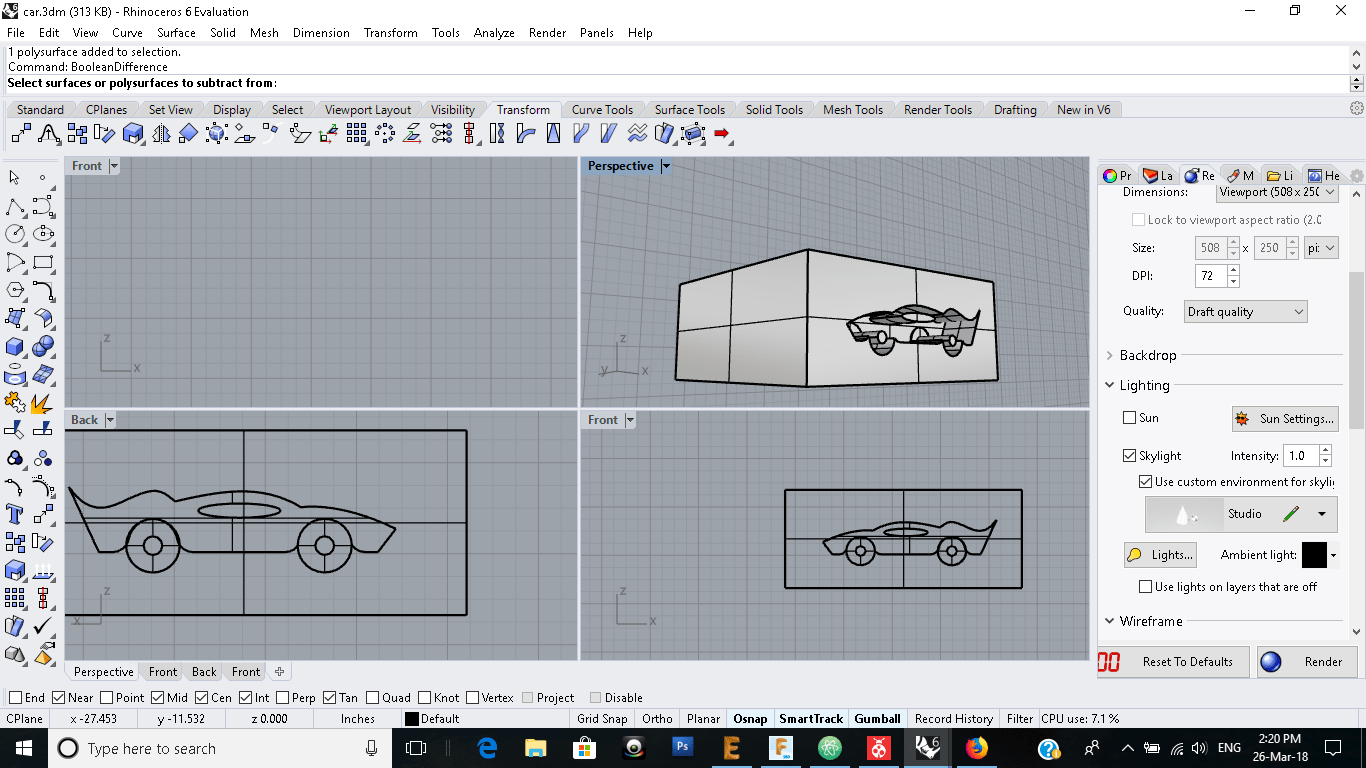
Designing of 3D mold
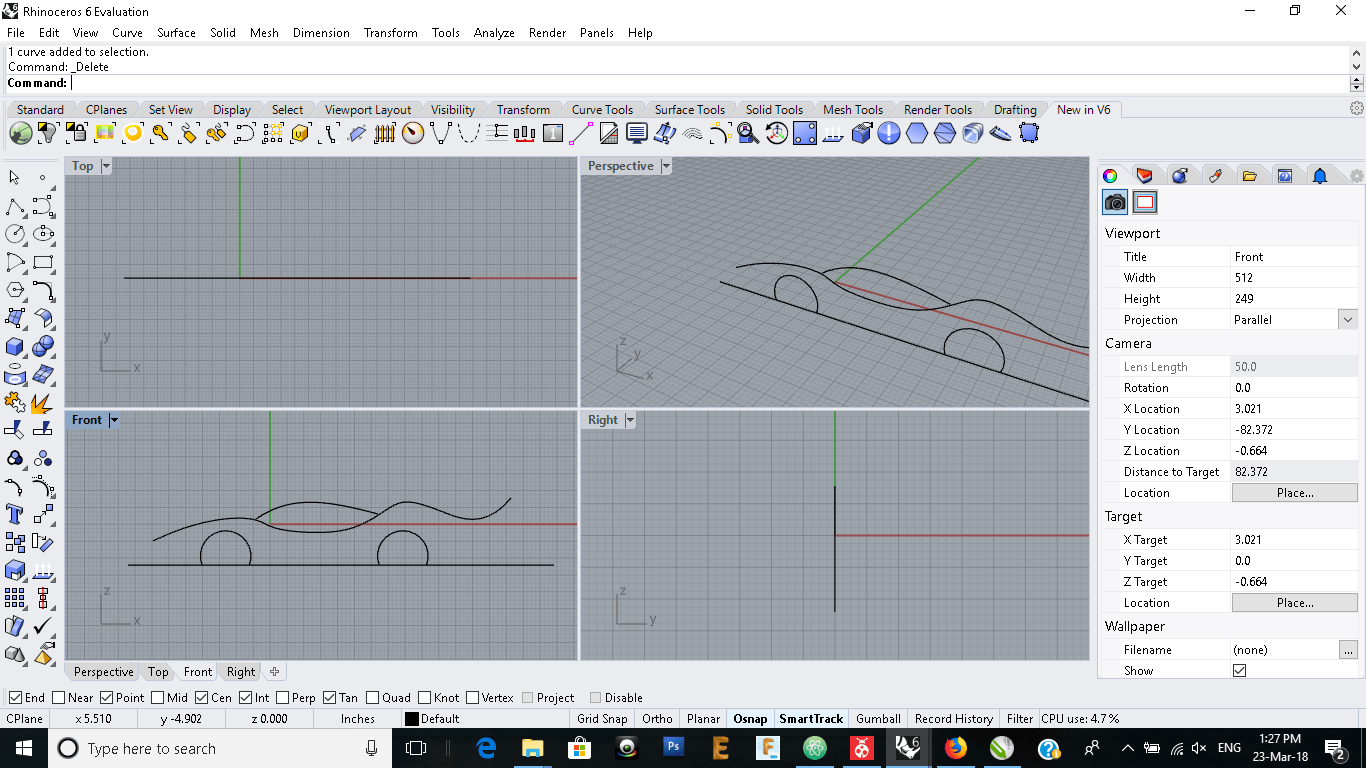
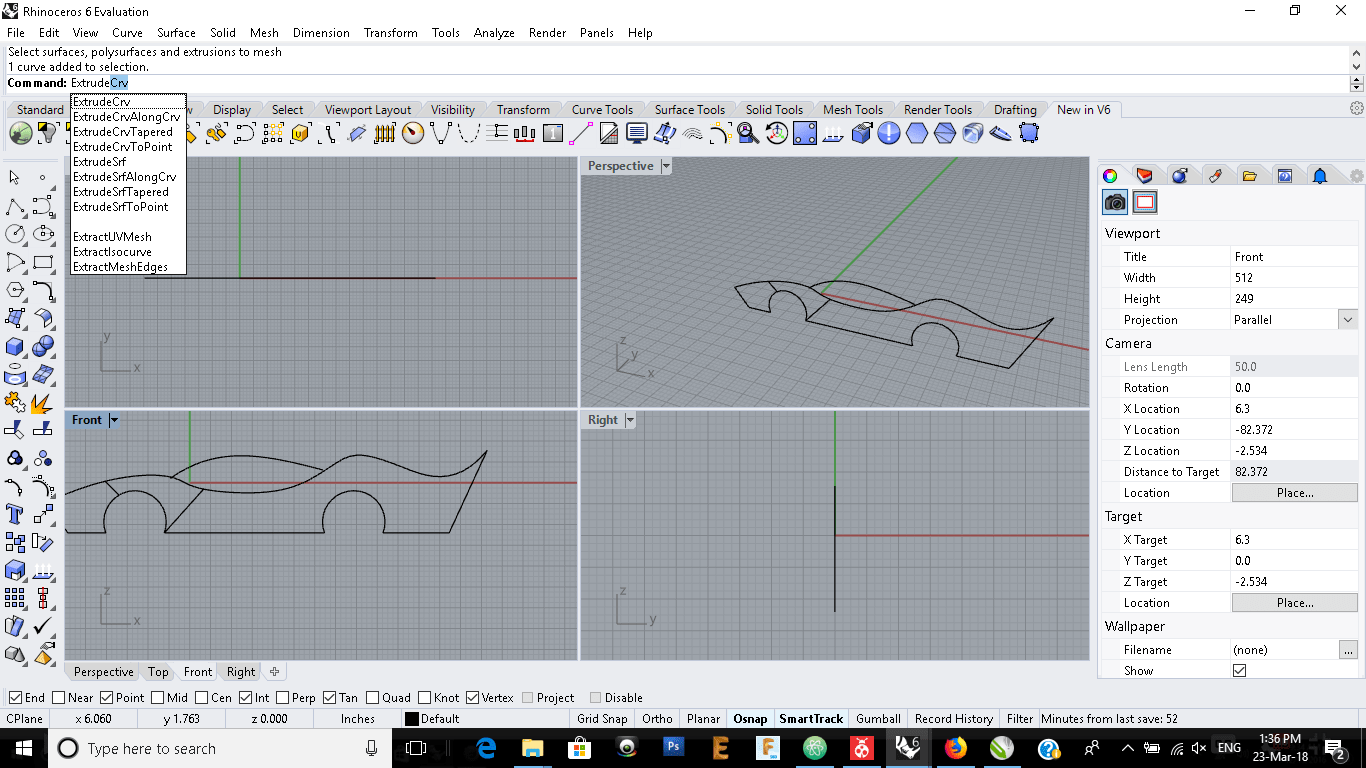
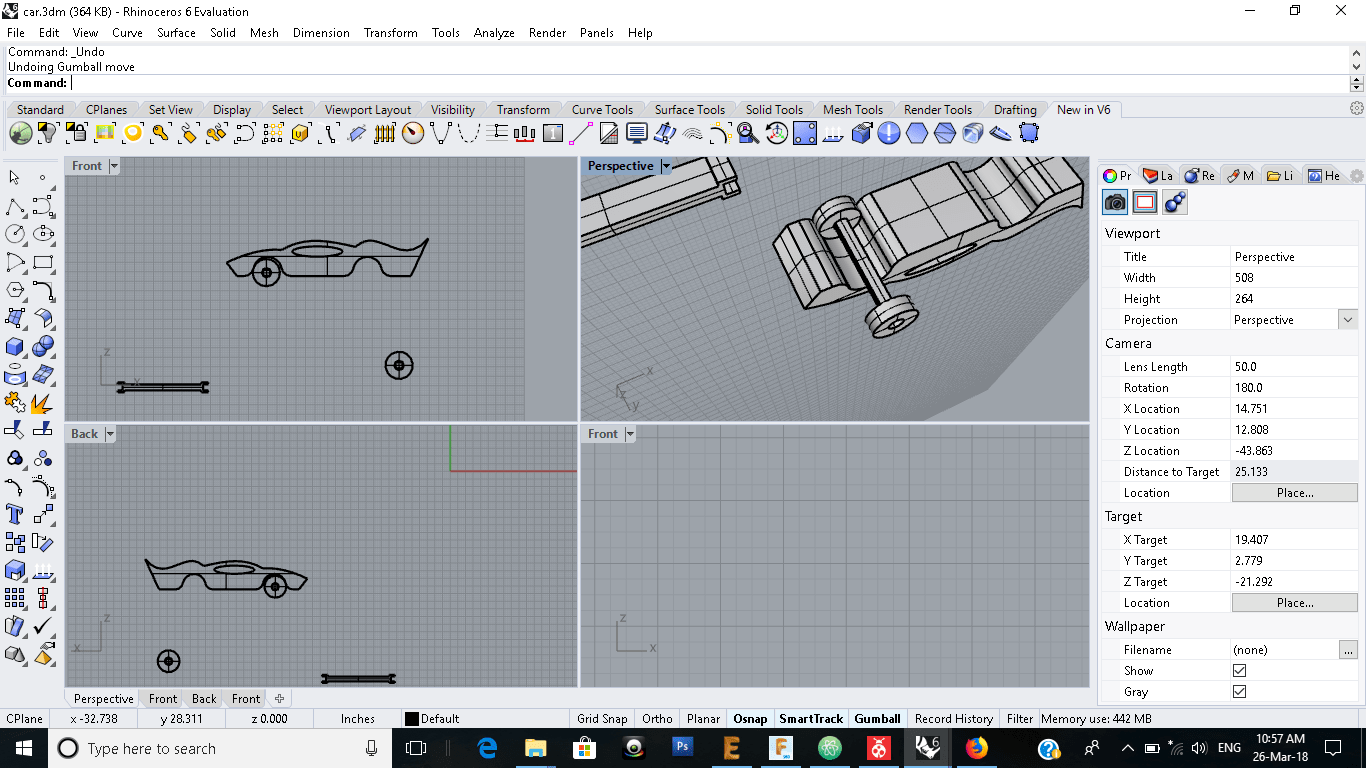
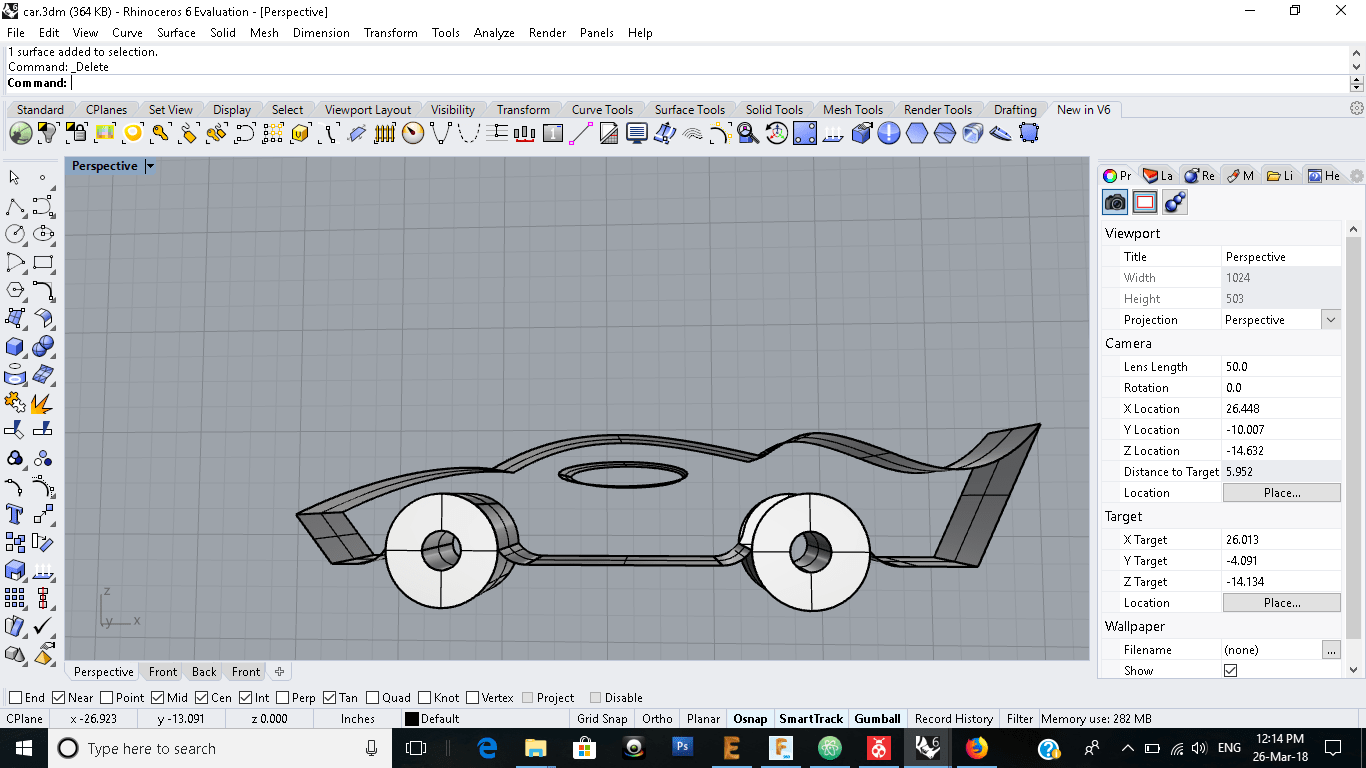
For designing I used Rhino this time modelling a super toy car.The designing shots are as follows:
At first I decided to make the car as working by modelling different parts and joining them but considering the small size
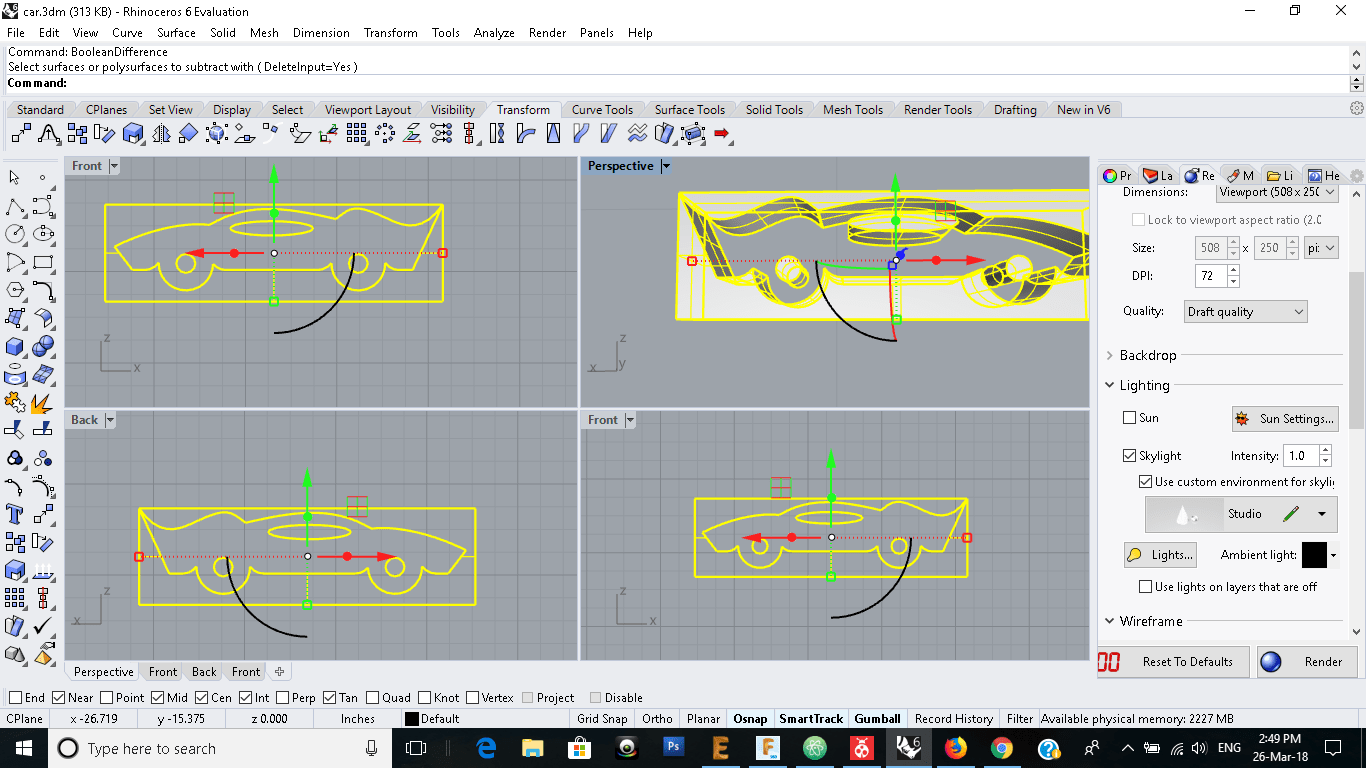
of the model I changed my mind and stick on with a single still model. After designing i decided to make a positive mould of this car so that i can cast a mould in Moldmax or
Liquid silica and use bismuth for casting my model.I can use that mould again to cast using other materials.Also one added advantage is that
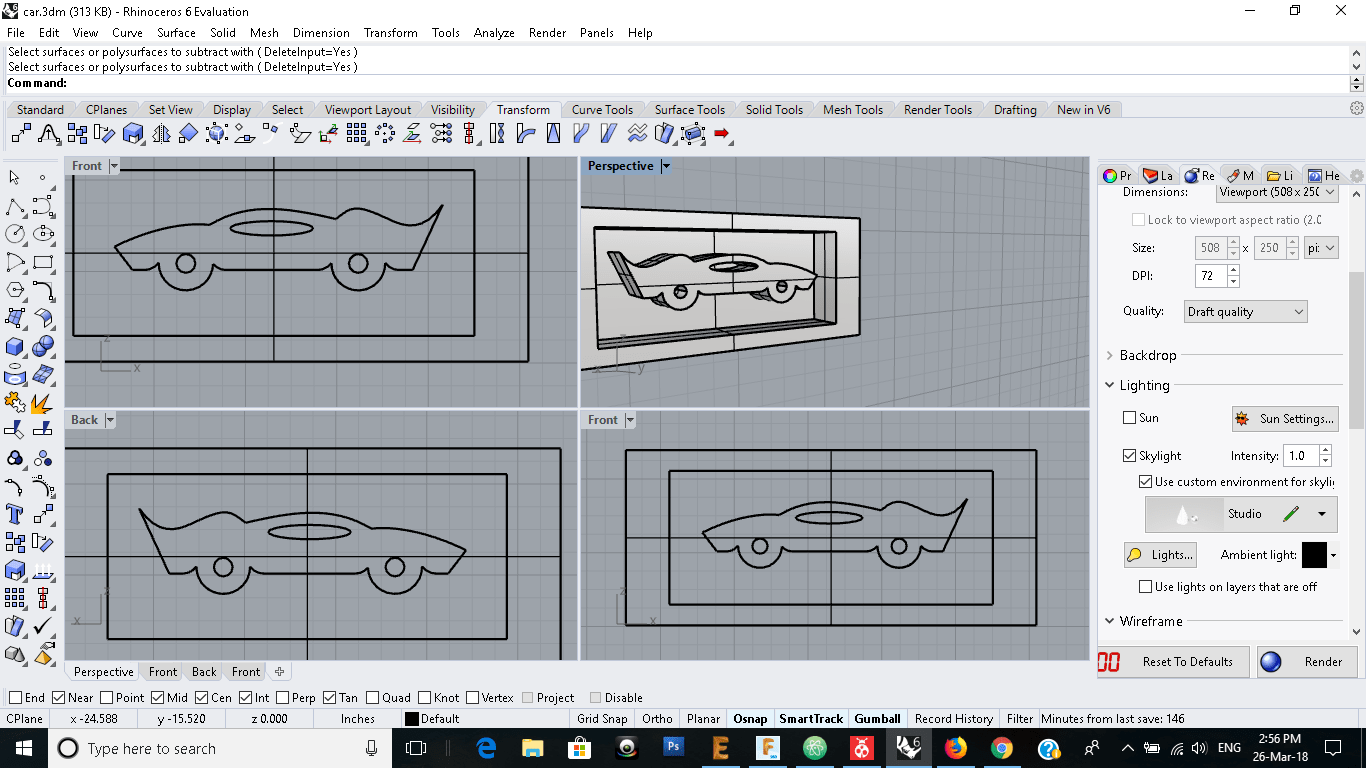
if the negative mould is wax there is a tendency to get the mould destroyed soon,but the liquid silica and moldmax are more durable. For milling I used Roland modella MDX-20 and used Fabmodules as the print manager.The input file is .stl format.
In fab modules the input .Stl file is converted to .png file and is fed to the machine to make traces for milling.I used 1/8th bit for
milling operation. The milling consists of two operations :Rough milling and finish milling.
Problem
My milling process showed 62 minutes to complete but for some unknown reason it stopped in halfway.Then I
have to again start milling from the first milling in air for halftime to resume with the operation. Milling continued and at 50th minute I pressed the view mode to clean the milled wax dust from and around the mould (before also did the same)
but the machine again behaved unnaturally and it stopped.This time I didnt resumed to cut from the begining as my friends were waiting with their
design files.So I am using this mould with a lesser depth of 5 mm to cast my super car.
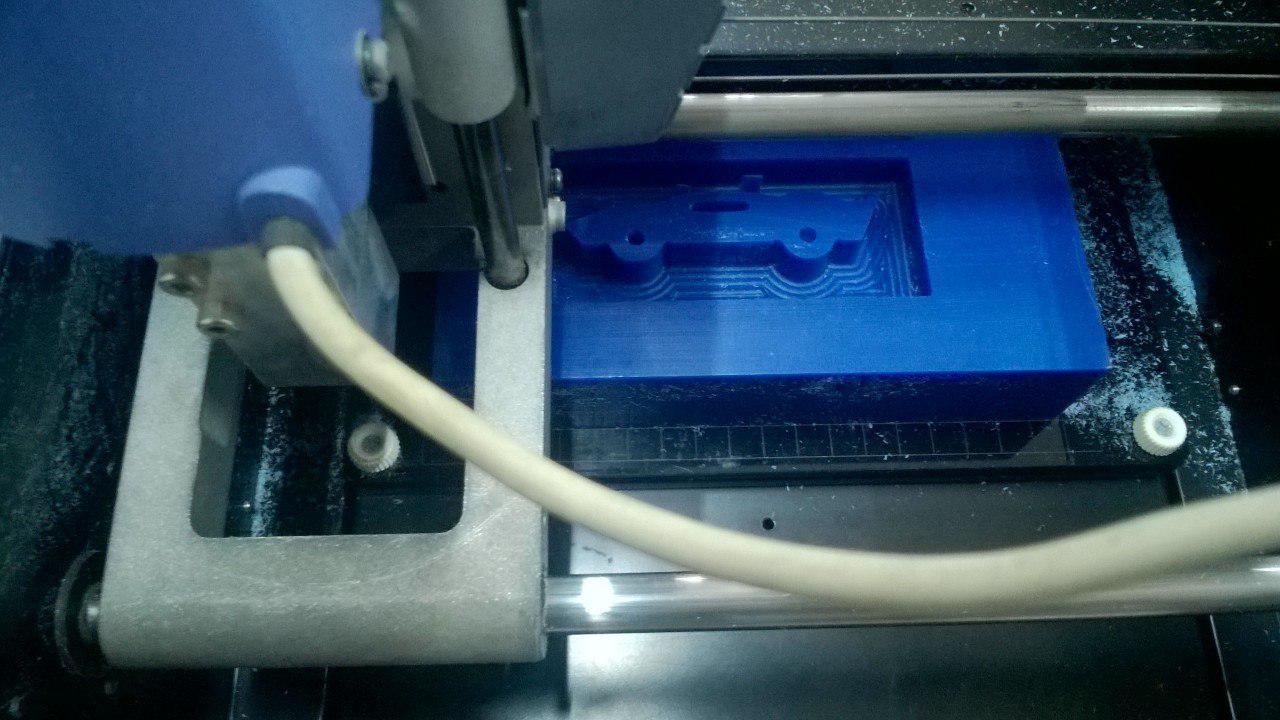
Making the negative mould using Moldmax 60
I used MoldMax for making the negative mould of my model.I didnt gave any depth allowance for
my model and the wax block so I have to build walls before pouring MouldMax.
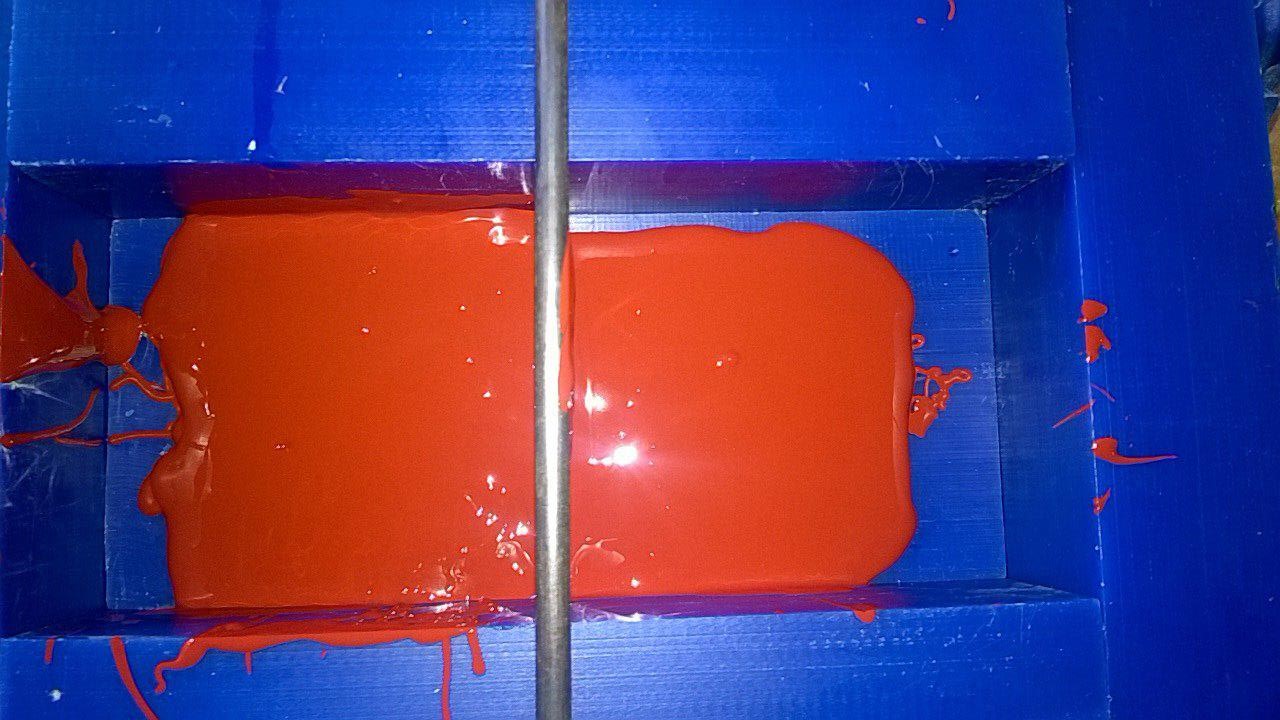
A and B part of MoldMax60 was taken in propotion 100:3.I took 150.8g of part A and 4.6g of
Part B.It should be mixed well and poured to the wax.
After 24 hours i checked the mold and the inner projection of the cuts didnt came out well,there was only a projection of
the holes and the inner cuts,anyway I decided to use it to cast using melting metal meanwhile I using Liquid silicon rubber to alternately cast a mold. A and B part of LSR-1 was taken in propotion 100:10.I took 150 g of part A and 15g of
Part B.It was mixed well using a stick and poured to the wax to make the negative mould.This time while pouring,
I made sure that there was no air entrapped in the holes by tapping with a small stick.The mix was allowed to cool for 24 hours.After 24 hours
I removed the mould and it was perfect and the inner projections were perfect and went for casting.
Bismuth is used in our lab for casting, Its melting point is 271 degree Celsius and its boiling point is 1560 degree Celsius.So some broken bits of Bismuth is taken
in a crucible and placed inside the furnace for melting.The temperature was set to 300 degree and have to wait for a few minutes to get it melted.We have to be extremely
careful while taking the crucible from the furnace and have to use hot oven gloves while using the furnace.
Firstly ,I casted in the mold made using moldmax60.The metal was poured into the mould and allowed to cool.There were lot of impurities present
in the metal,air bubbles were present and the result is as follows:
The next day the liquid silicon rubber mold was ready and I melted the cast from moldmax 60 and recasted using LSR mould.So my cars are kept for melting in
the crucible and the furnace is set to 300 degrees.After a few minutes the cars have melted and I poured it to the LSR mold.The holes were complete
and on one side some air bubbles were present.
Plastic casting
For plastic casting the transparent resin were added in the ratio 10A:6B.For colouring I used the
white colour and red colour pigment.I took 20g of part A and 12g of part B. This was an awesome week,learned lot about molding and casting.Duplication at a faster rate is the
main use of molding and casting.
Viscosity : 1160mPas for Resin & 479mPas for Hardener,
Color : clear,
Cure Time : 3 Hours - (77 Degree Fahrenheit / 25 Degree Celsius)
Pot Life : 20 minutes - (77 Degree Fahrenheit / 25 Degree Celsius)
TEST CASTING
1)Using MOLDMAX
The Mixing Ratio of mold max is 100:3,we took 43.5g of A part and we have to take 1.3 g of B but while pouring it overflowed a bit and
used 1.6 g of Band mix it well before the pot time.



The Mixing Ratio of LSR-1 is 100:10,we took 45g of A part and we have to take 1.6 g and mix it well before the pot time as it gets hardened.


The Mixing Ratio of resin is 100:30,we took 50g of A part and we have to take 30g and mix it well.Adding colouring agents and the
test casting was fun.We tried adding different colours and mixing them each other.





Test casting results
Milling operation of 3D mold
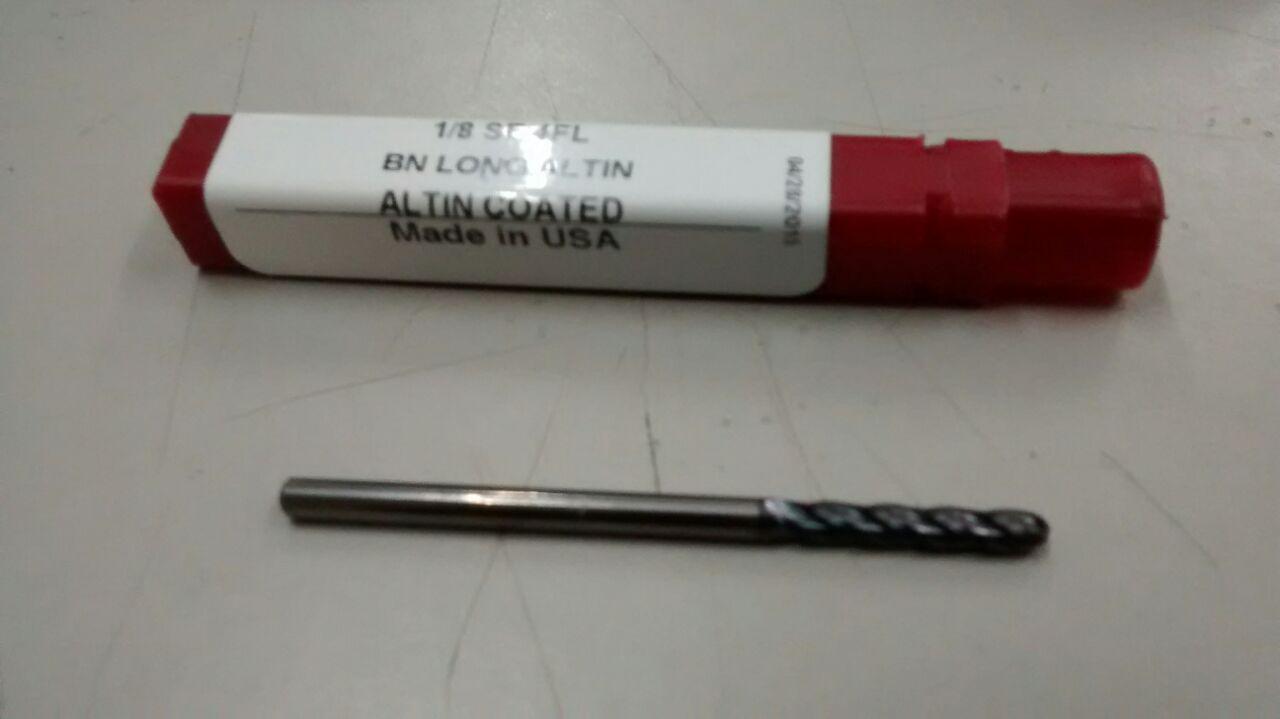
1/8th inch tool
Rough milling is done to cut our mould from wax and finish milling to finsih its surfaces.Since I am doing the positive mould and my
cars surface were smooth I didn't proceed for finish milling.
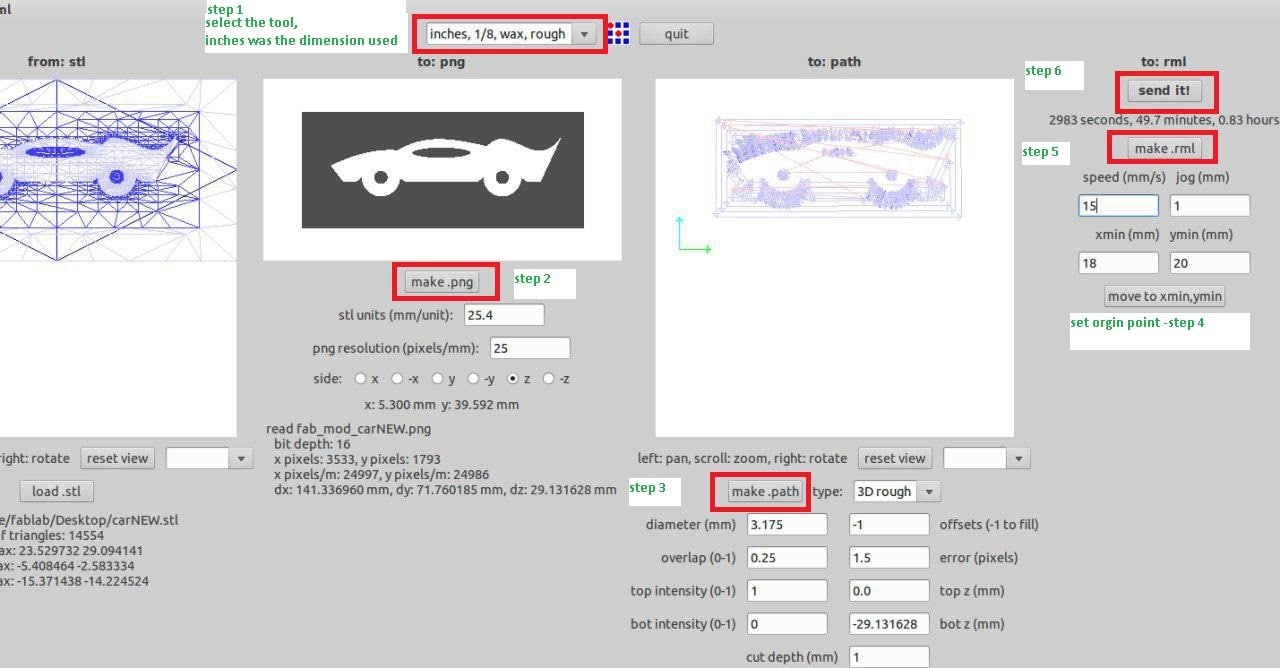
Step by step setting in milling operation
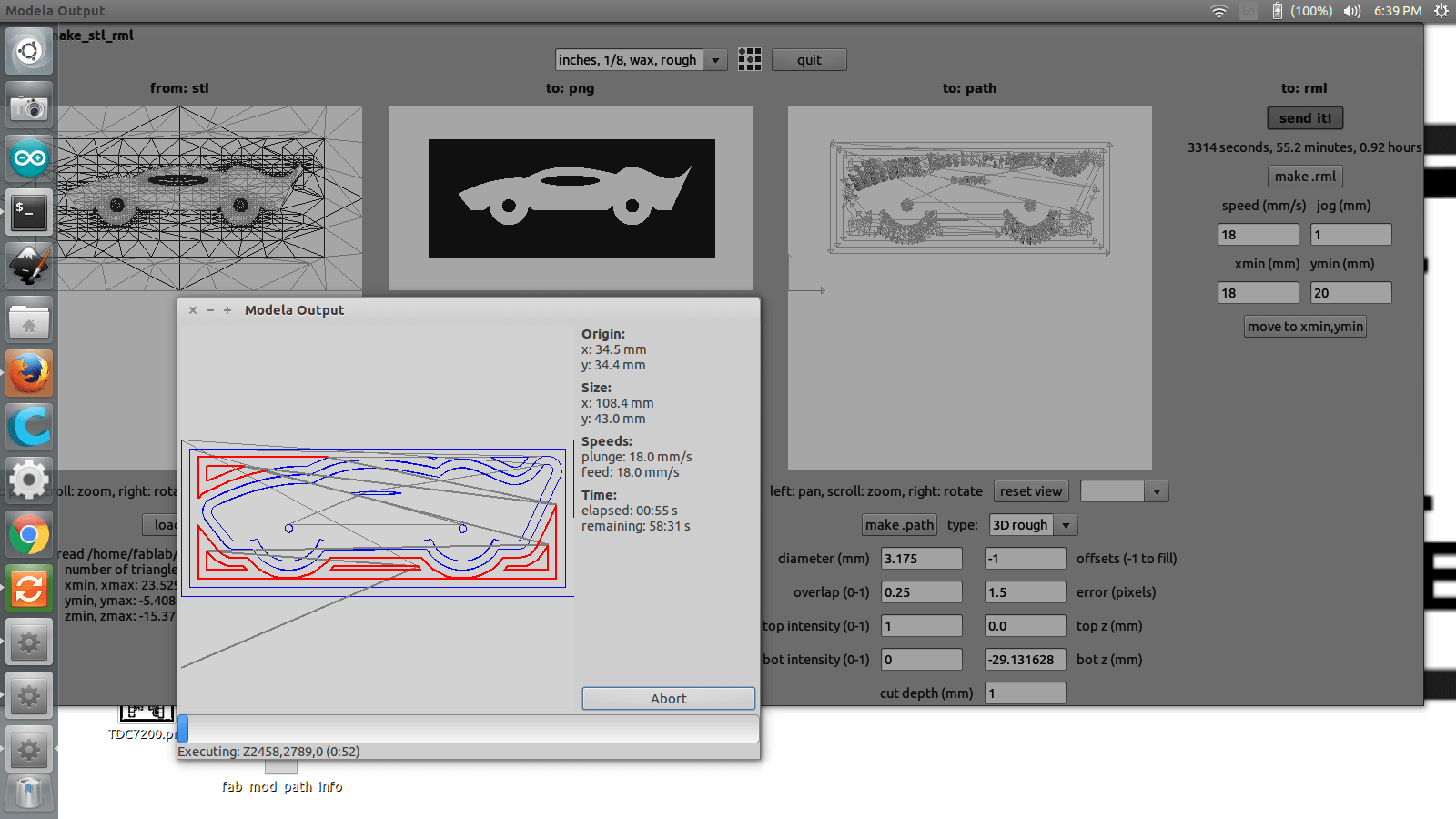
Restarted cutting -milling window where I increased the speed from 15 to 18mm/s
Problem

wall set and poured with moldmax

Making the mold using Liquid silicon Rubber
Casting using Bismuth alloy




The inner cuts are covered on the back side and lot of air bubbles are present


remelting the cars for casting using the LSR mold


the mold made from LSR is good


the cuttings are clear and only a few air bubbles are present


casting using liquid plastic,already casted white model nearby

ready for race