Home
Week Ten : Casting And Molding
Group Assignment
Review the safety data sheets for each of your molding and casting materials and make and compare test casts with each of them
Here we took three molding and casting materials :
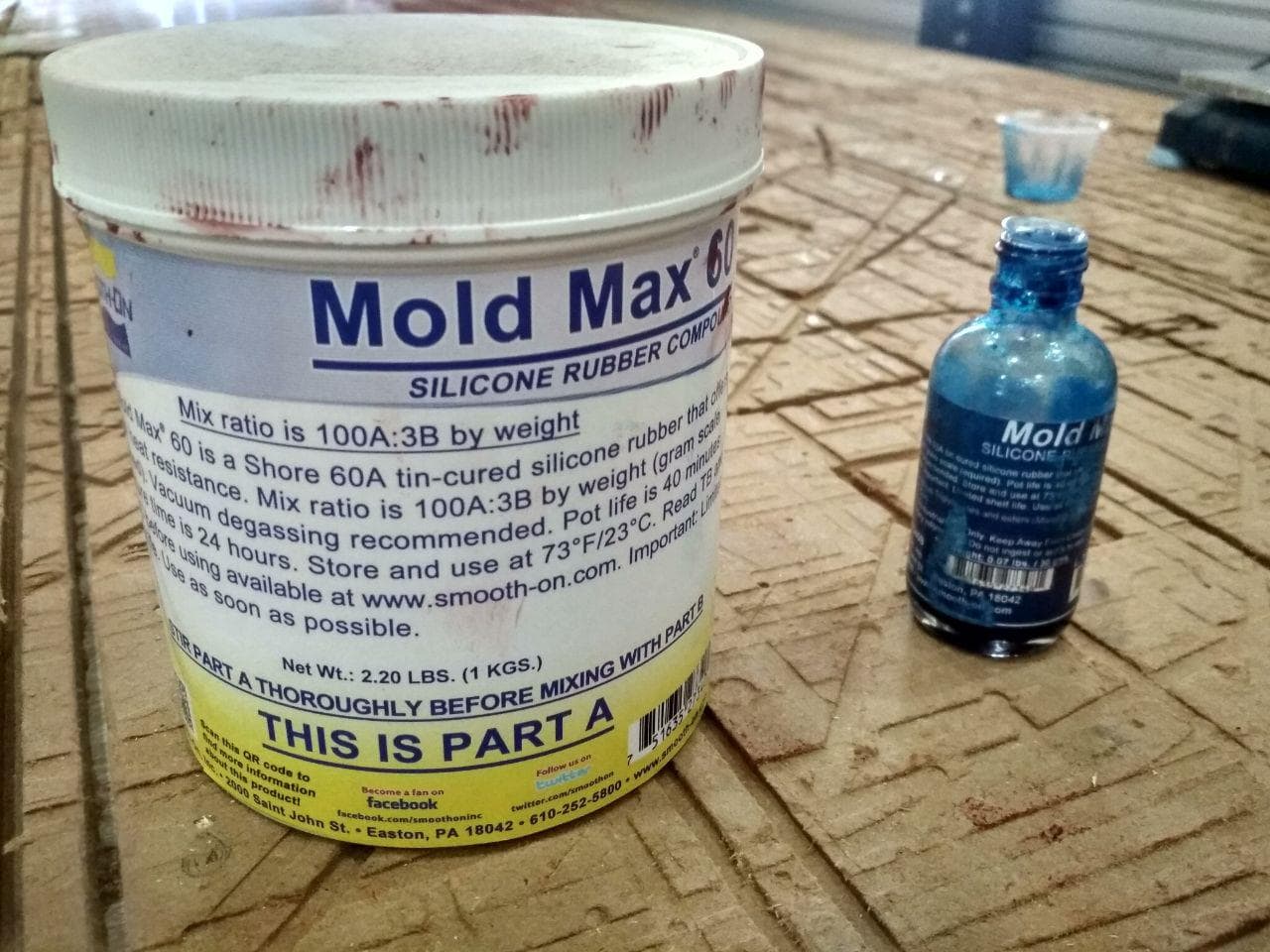
1. MOLD MAX 60
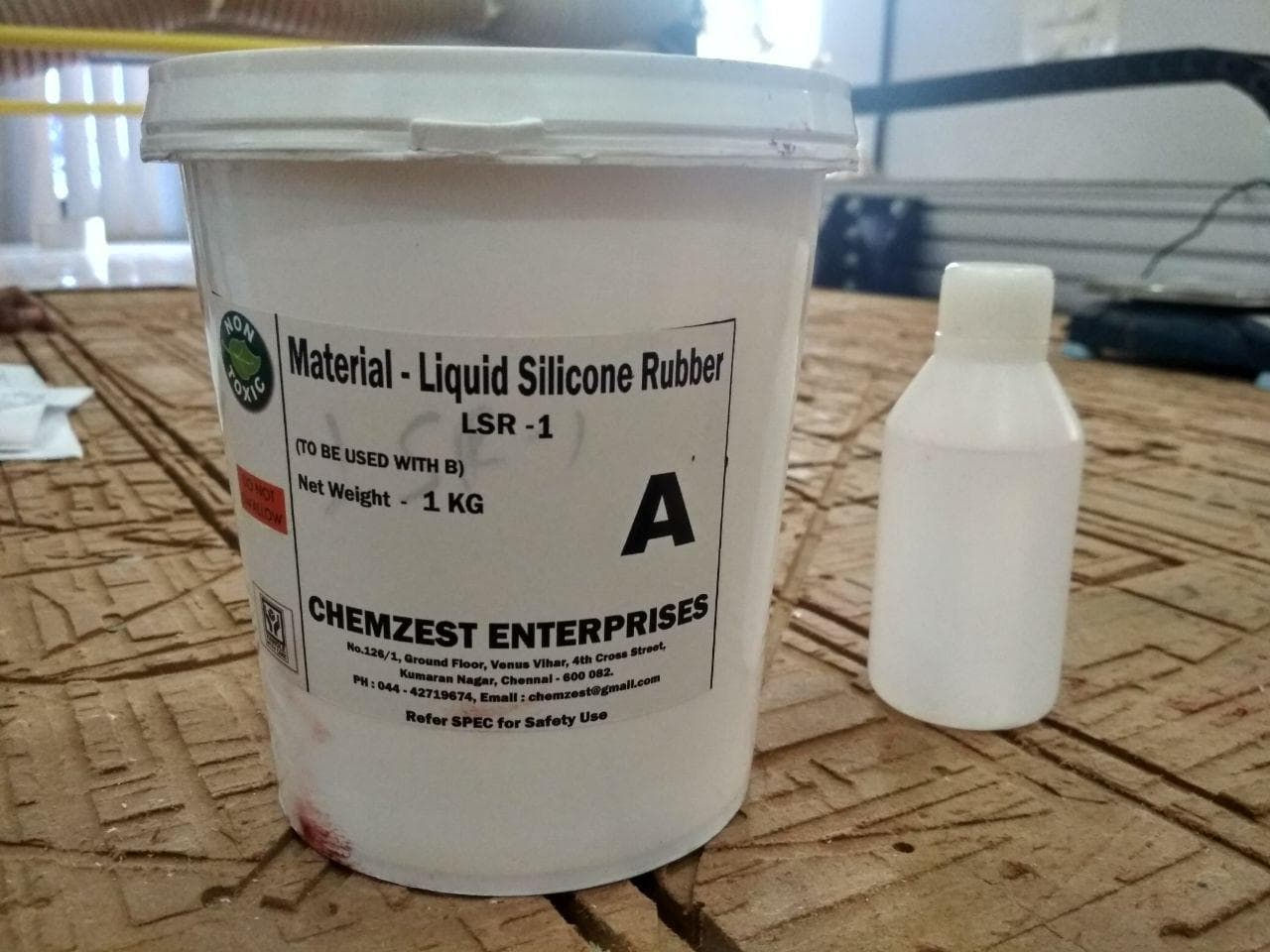
2. Liquid Silicone Rubber(LSR-1)
3. High Gloss & Transparent Epoxy Resin(HGTE-1)
Going through the data sheets, First we chose "MOLD MAX 60"
Mixing ratio of "MOLD MAX 60" is 100A : 3B
>> Here we took 43.5gram of A : 1.6gram of B
Mixed Viscosity : 20,000 cps(Centipoise)
Color : Red
Cure Time : 24 Hours - (73 Degree Fahrenheit / 23 Degree Celsius)
>> Requires 24 hours to get the mold ready
Pot Life : 40 minutes - (73 Degree Fahrenheit / 23 Degree Celsius)
>> Before 40 minutes we have to set or the mixed material will get hardened
Dielectric Strength : > 500 Volts/mil
Thermal Conductivity : 0.347 Watts / Meter Kelvin
Second, we chose "Liquid Silicone Rubber(LSR-1)"
Mixing ratio of "Liquid Silicone Rubber(LSR-1)" is 100A : 10B
>> Here we took 45gram of A : 3gram of B
Mixed Viscosity : 45 Pa.s(Pascal-Second) / 45,000 cps(Centipoise)
Color : Translucent
Cure Time : 24 Hours - (77 Degree Fahrenheit / 25 Degree Celsius)
>> Requires 24 hours to get the mold ready
Pot Life : 120 minutes - (77 Degree Fahrenheit / 25 Degree Celsius)
>> Before 120 minutes we have to set or the mixed material will get hardened
Tensile Strength : >= 65 KilogramForce / Centimeter square
Tear Strength : >= 20 KilogramForce / Centimeter
Third, we chose "High Gloss & Transparent Epoxy Resin(HGTE-1)"
Mixing ratio of "High Gloss & Transparent Epoxy Resin(HGTE-1)" is 100A : 60B
>> Here we took 50gram of A : 30gram of B
Viscosity : 1160mPas for Resin & 479mPas for Hardener
Color : Clear
Cure Time : 3 Hours - (77 Degree Fahrenheit / 25 Degree Celsius)
>> Requires 3-4 hours to get the mold ready
Pot Life : 20 minutes - (77 Degree Fahrenheit / 25 Degree Celsius)
>> Before 20 minutes we have to set or the mixed material will get hardened

There are 9 coloring agent(Smooth-on) - Green, Red, White, Flesh, Blue, Brown, Yellow, Violet & Black
We Used coloring agent(Smooth-on) - Yellow, Violet & Black

Safety
Can cause eye and skin irritation - use proper safety measures like Gloves & Goggles
Never allow water or moisture to come contact with molten lead, it causes violent spatter
Wash your hands properly, so that the lead is not transferred to food that could be ingested
Keep your work area clean
Assignment Works
We got some molds that we could try on, so we mix different materials and got some results

Assignment
This week assignment is to design a 3D model and make a mold and cast with it
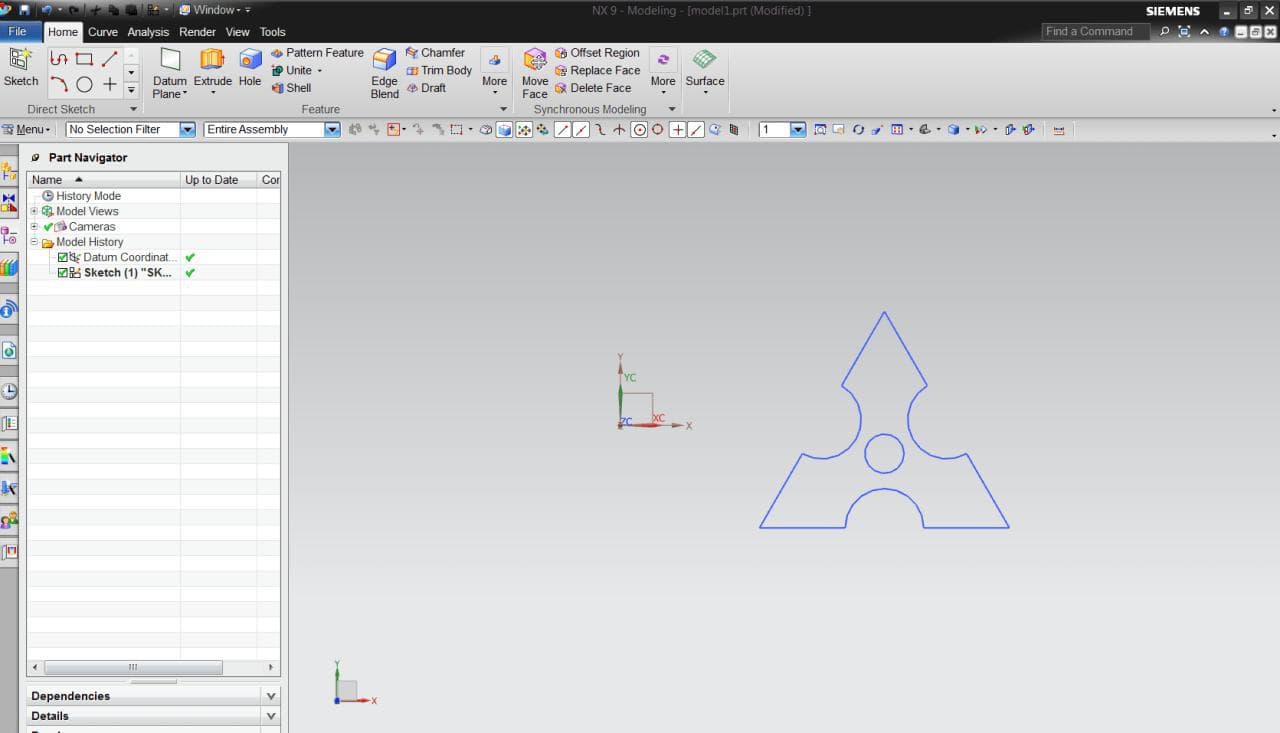
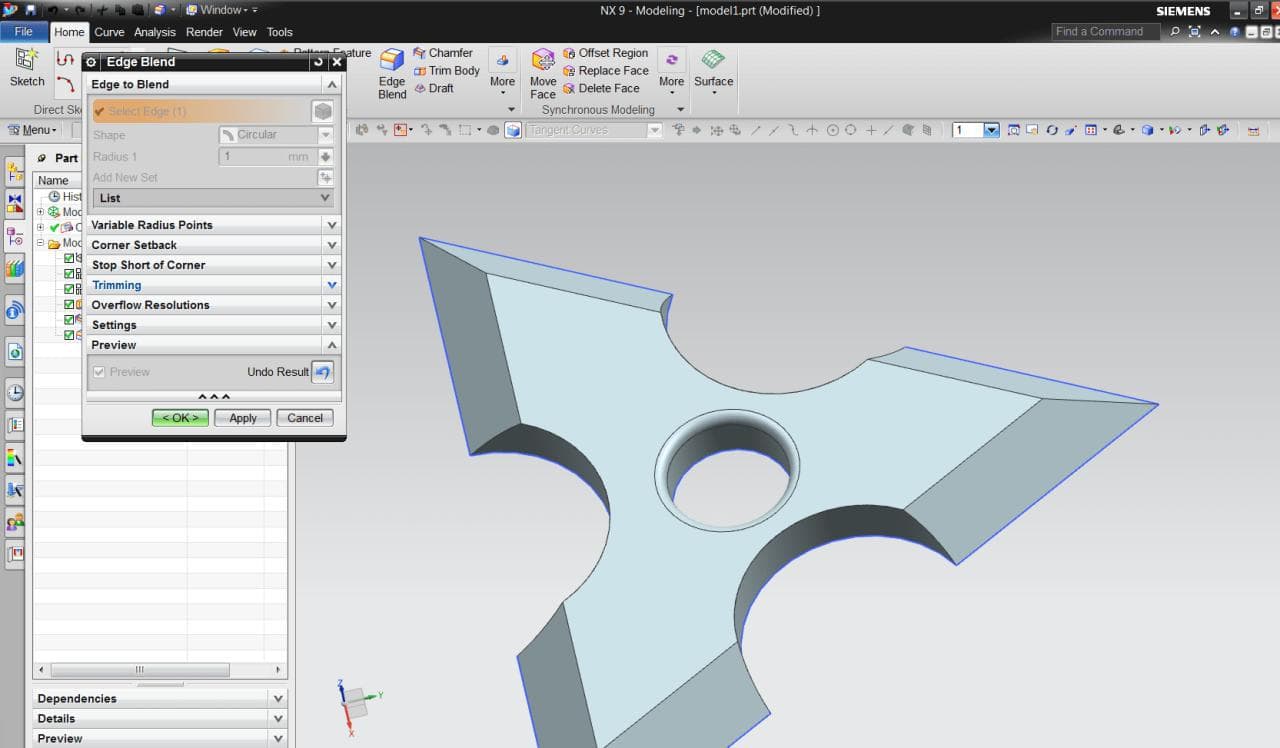
I thought of designing a Ninja Star also known as "SHURIKENS". I only saw those things in movies, so I wanted to design it and make a cast out of it.
Designing
I used NX9 for designing.First I used Fusion360,but i got stuck in between when it comes to giving sharp taper edges,So I turned to Siemens NX-9
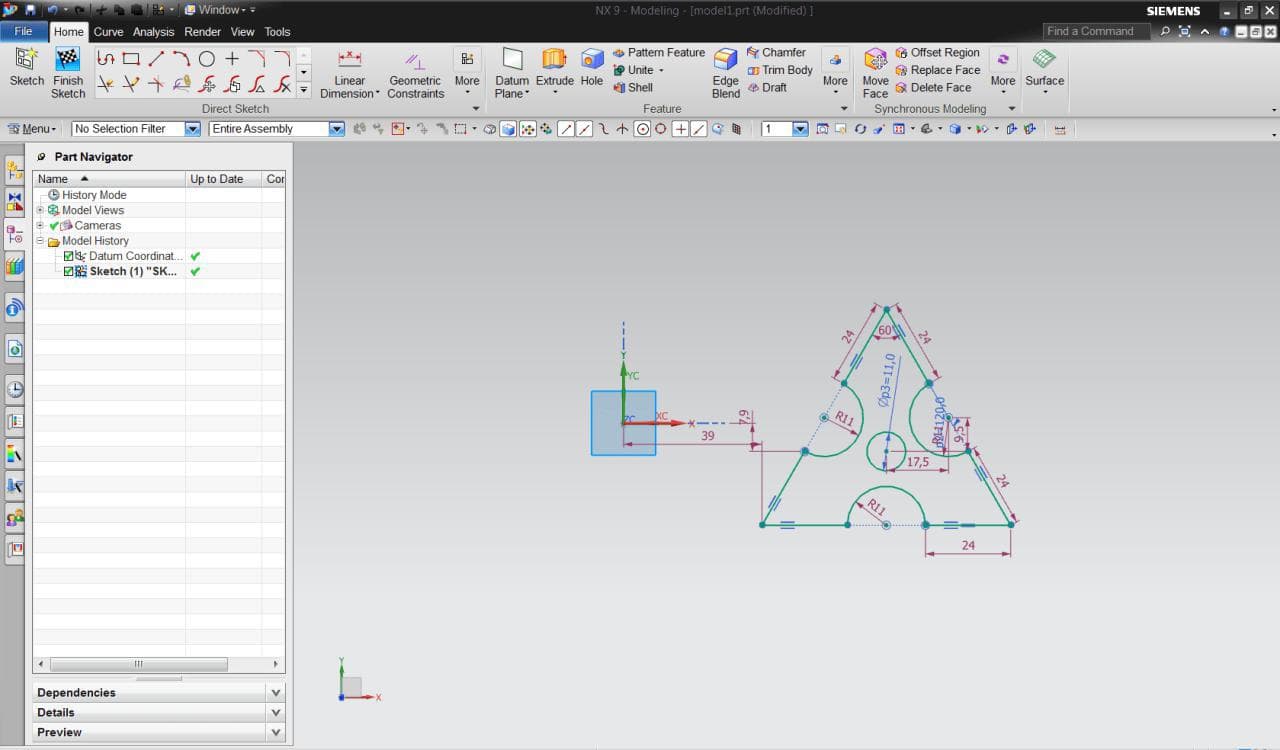
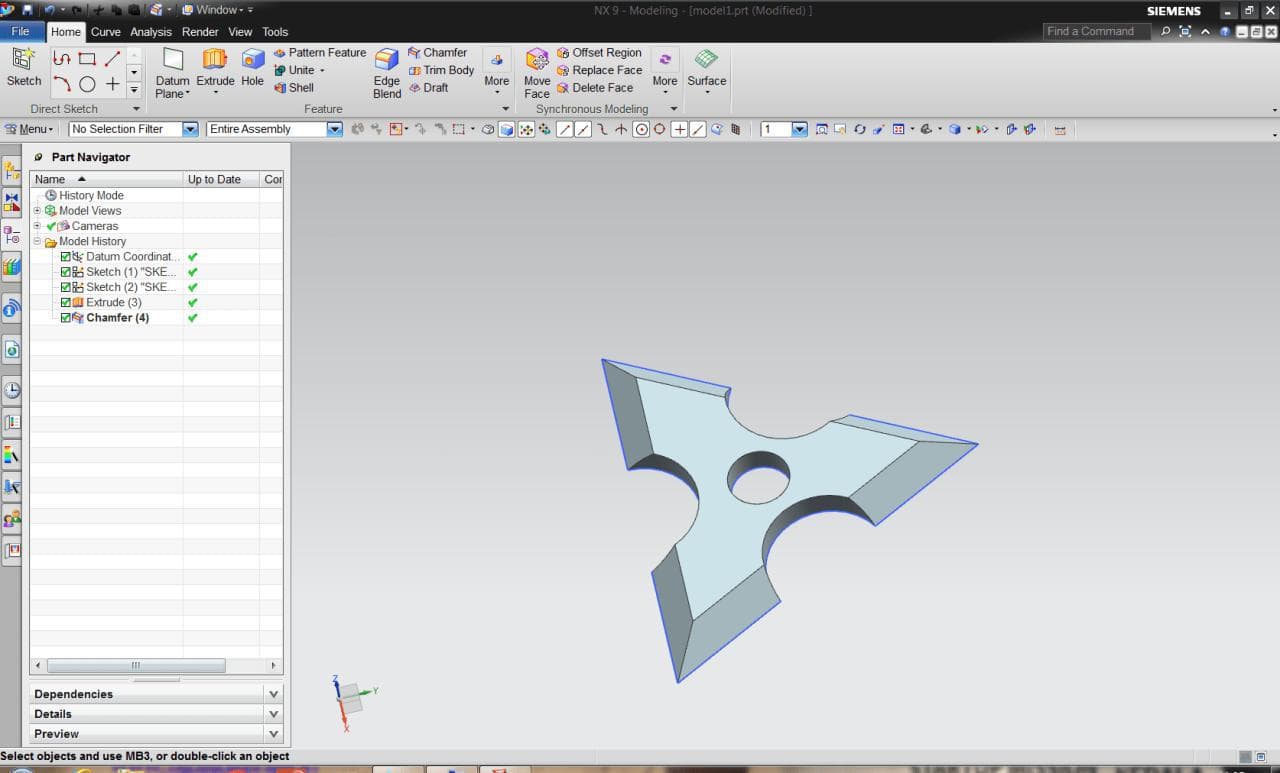
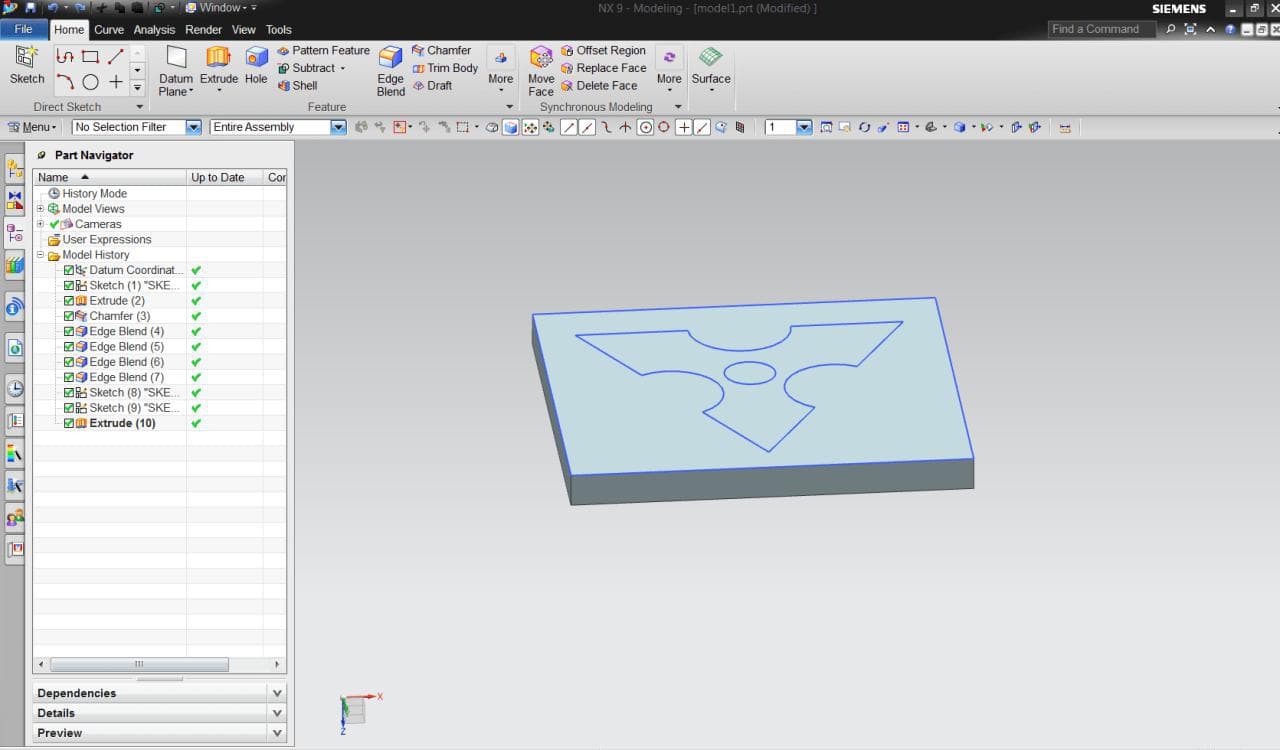
First I drew the model in 2D and extruded it
Using "Chamfer" I gave it the sharp edges
Inorder to make it smooth surface I Used "Blend"
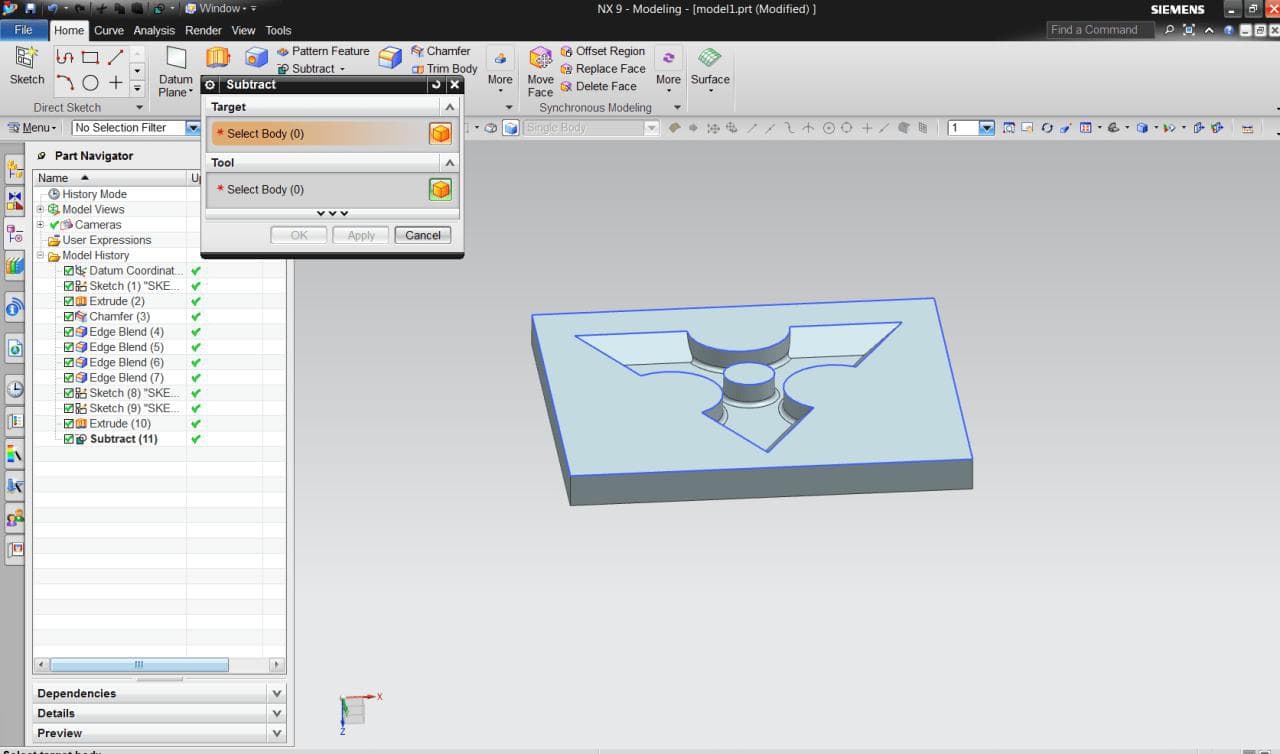
Again drew a rectangle around the model and extruded it
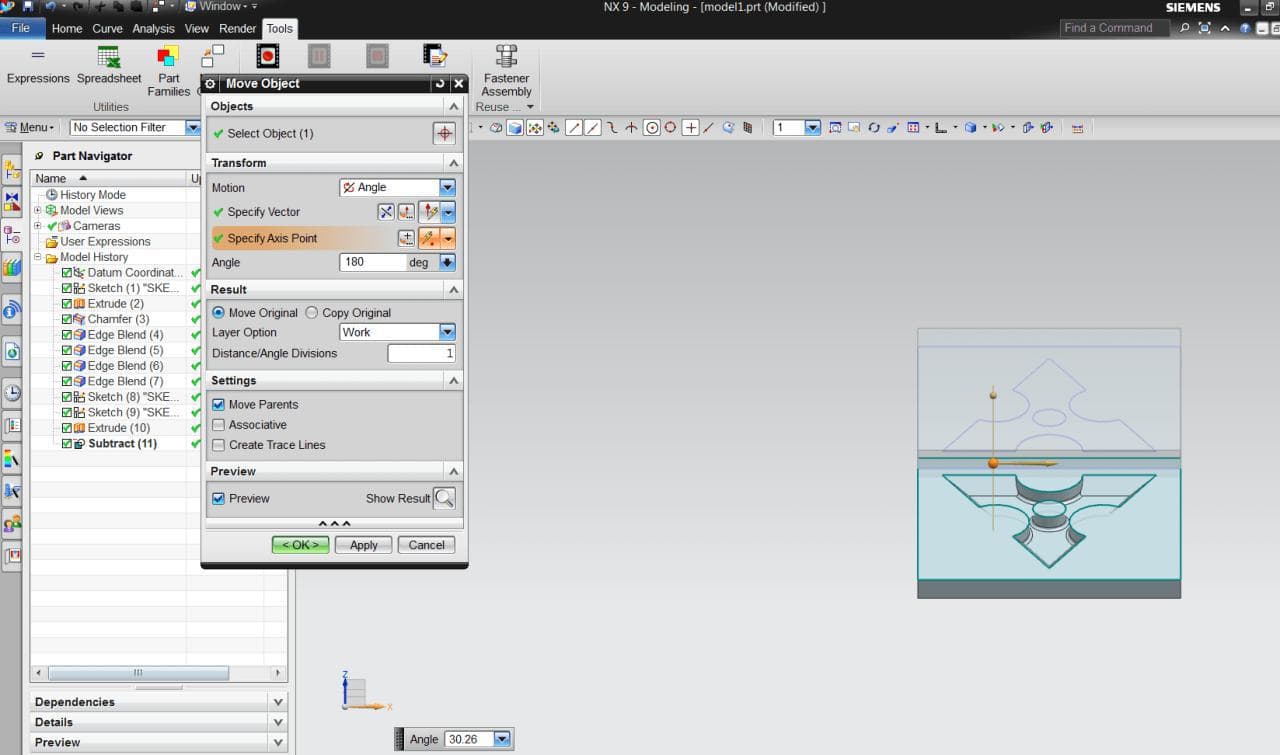
Using "Subtract" I created a negative mold
Milling
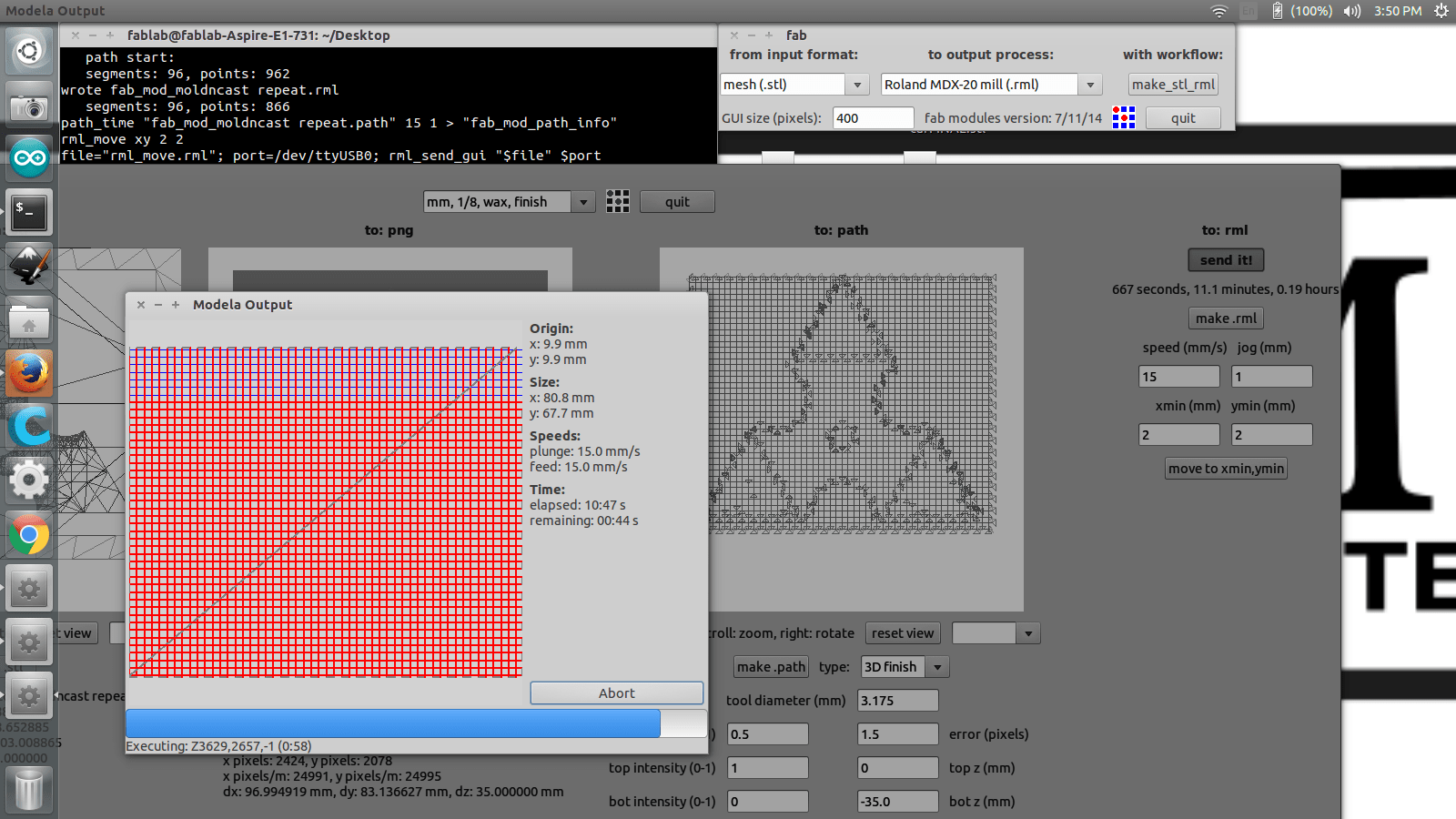
For milling we used Roland MDX-20
Software : Offline FabModules
Input Format : Mesh(.stl)
Output Pocess : Roland MDX-20 mill(.rml)
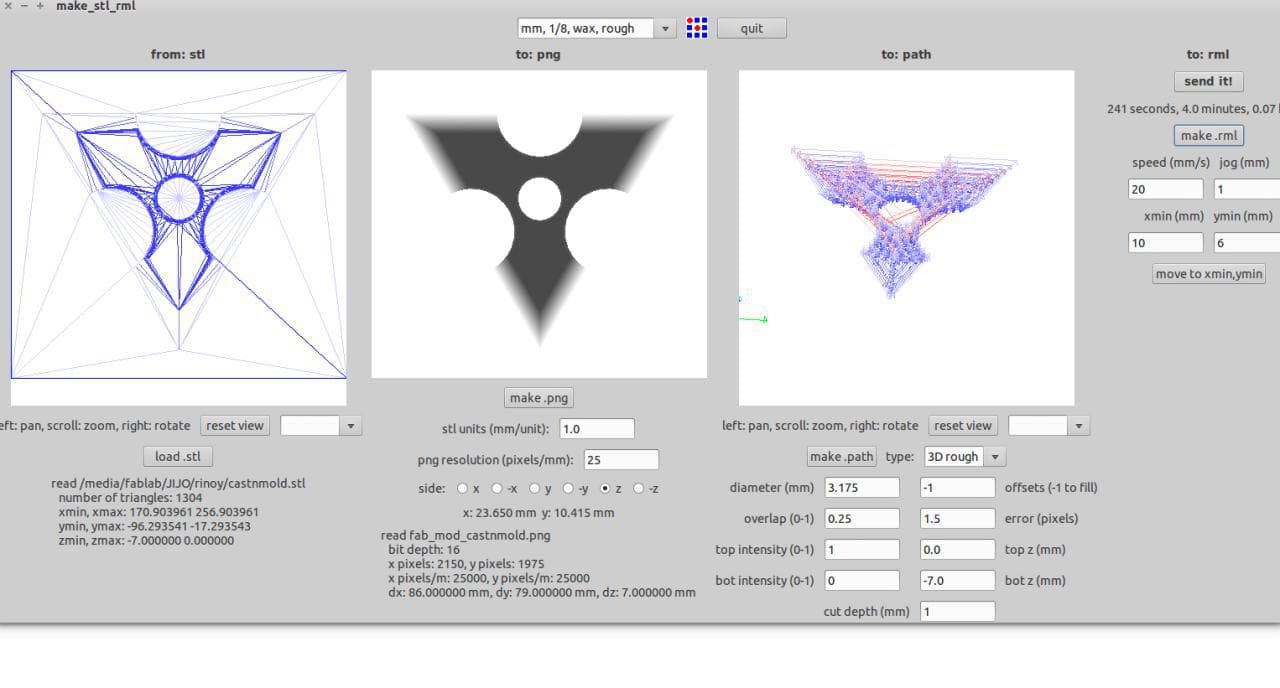
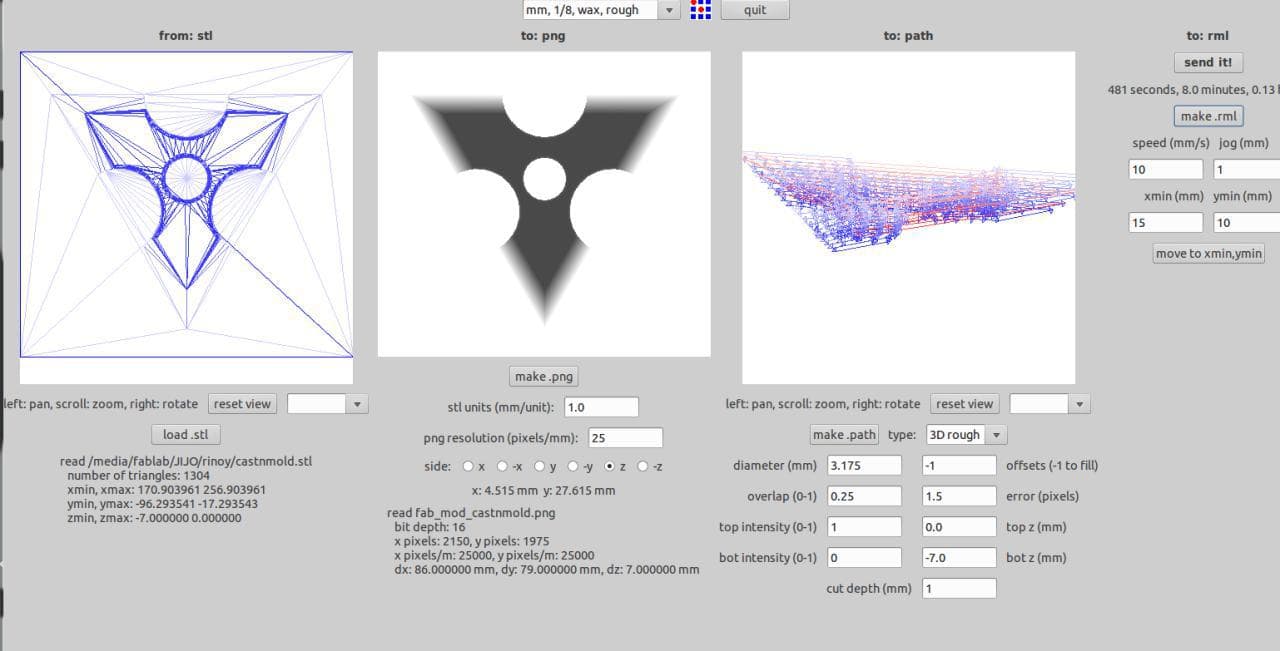
Make_stl_rml
Load File : Load.stl
Select Tool : mm,1/8, wax, rough
Convert : make.png
Make Path : make.path
Set Axis : Set X, Y & Z
Set Speed : 20mm/s
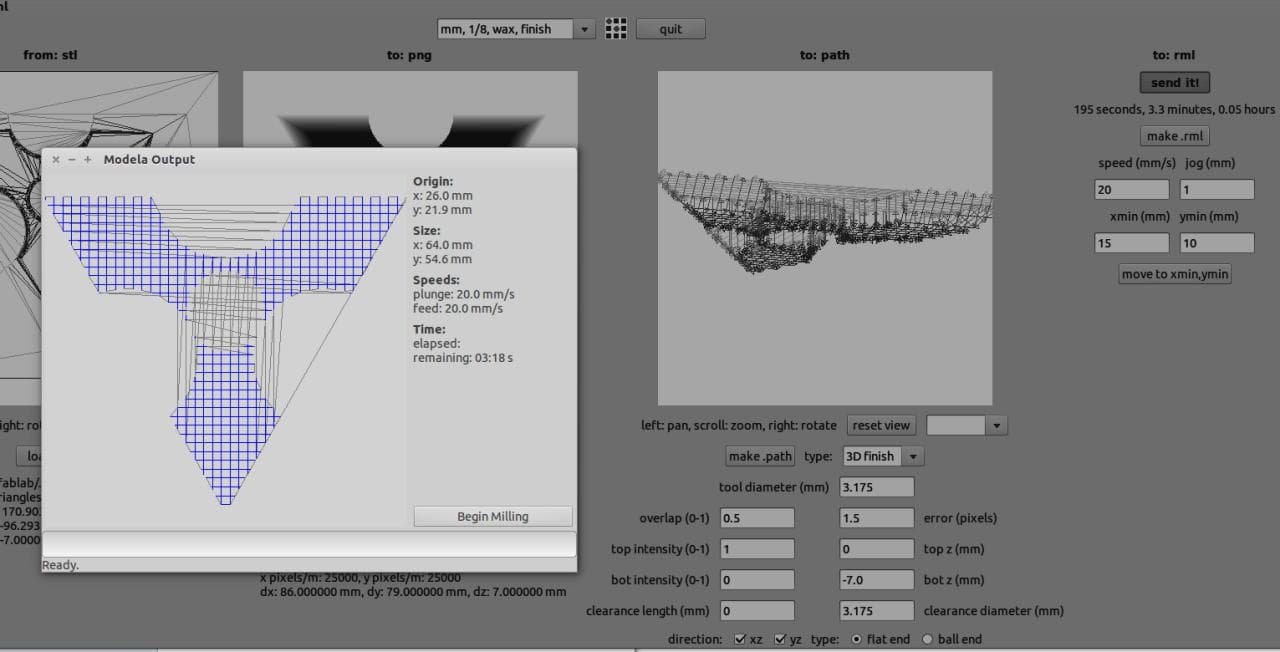
Roland Milling Format : make.rml
Sending : Send it!
Details will be popped in new window
Begin Milling

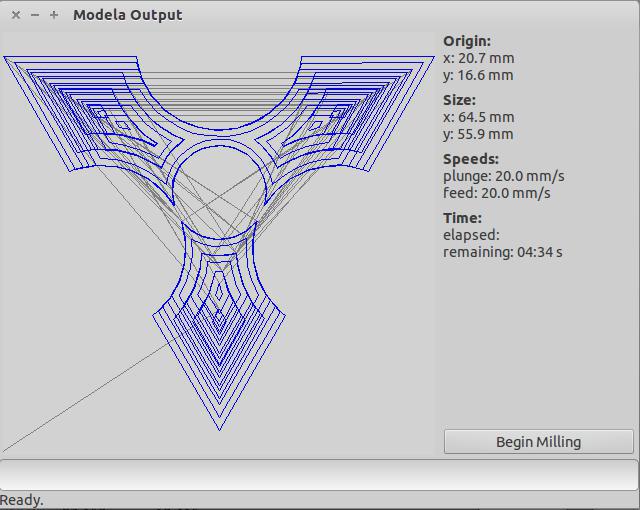
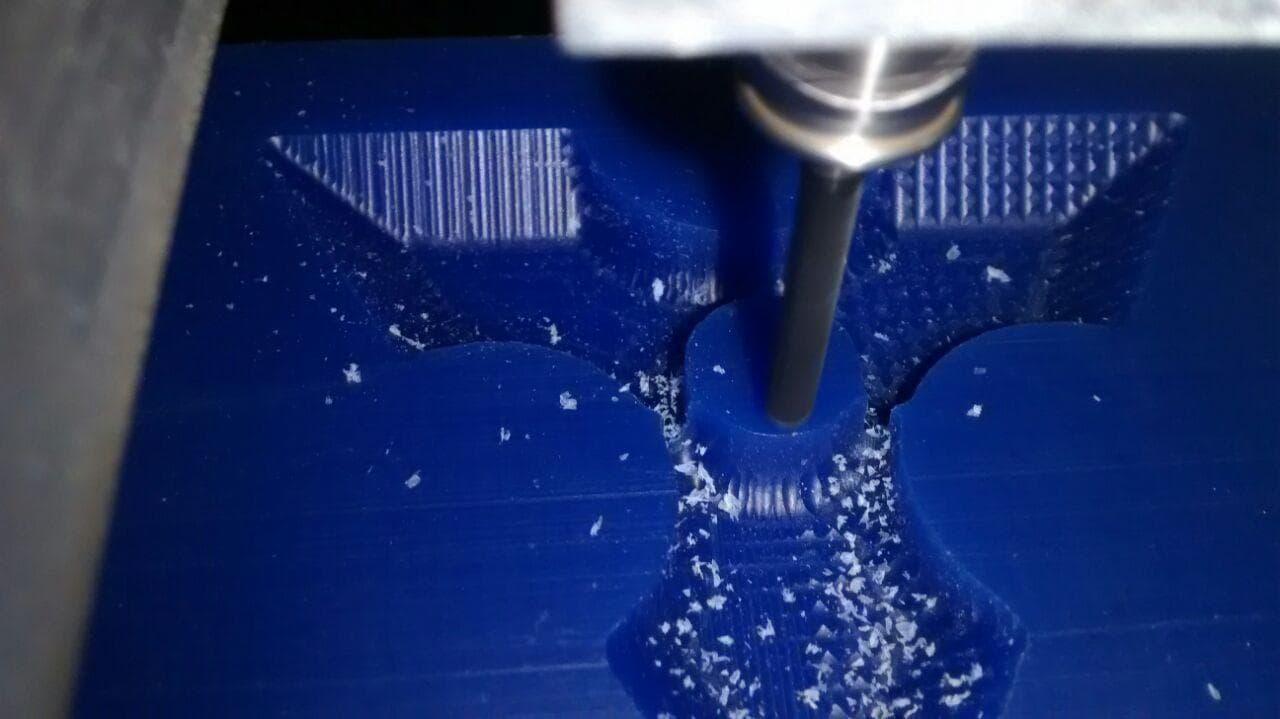
Rough Surface

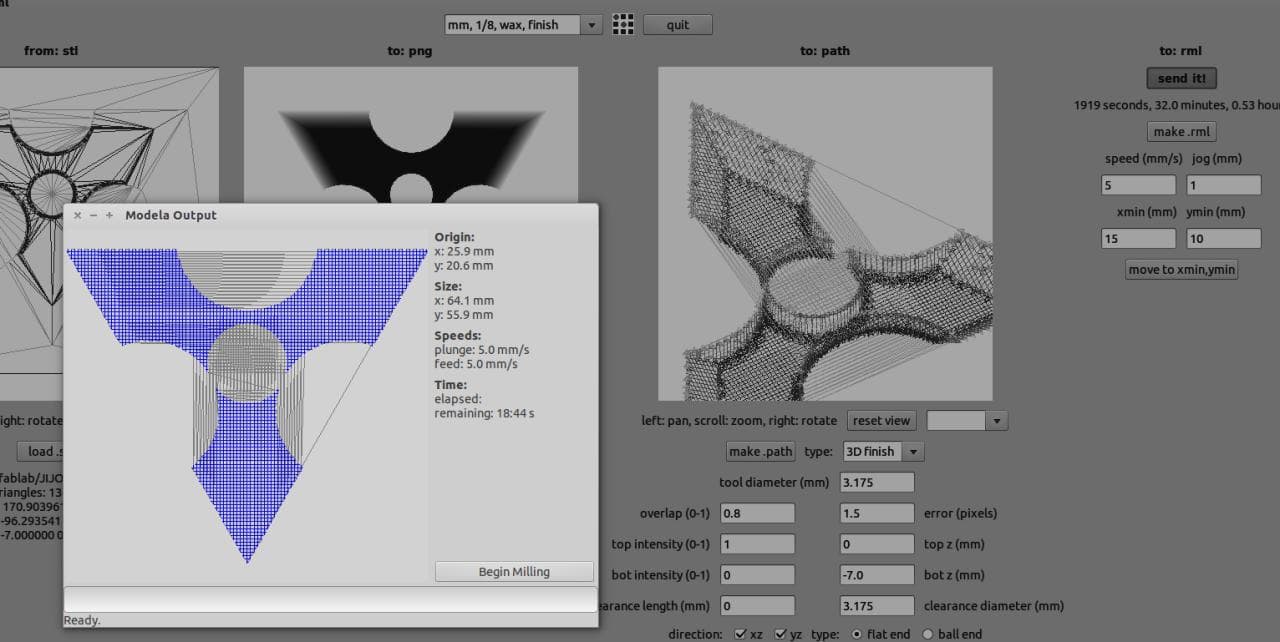
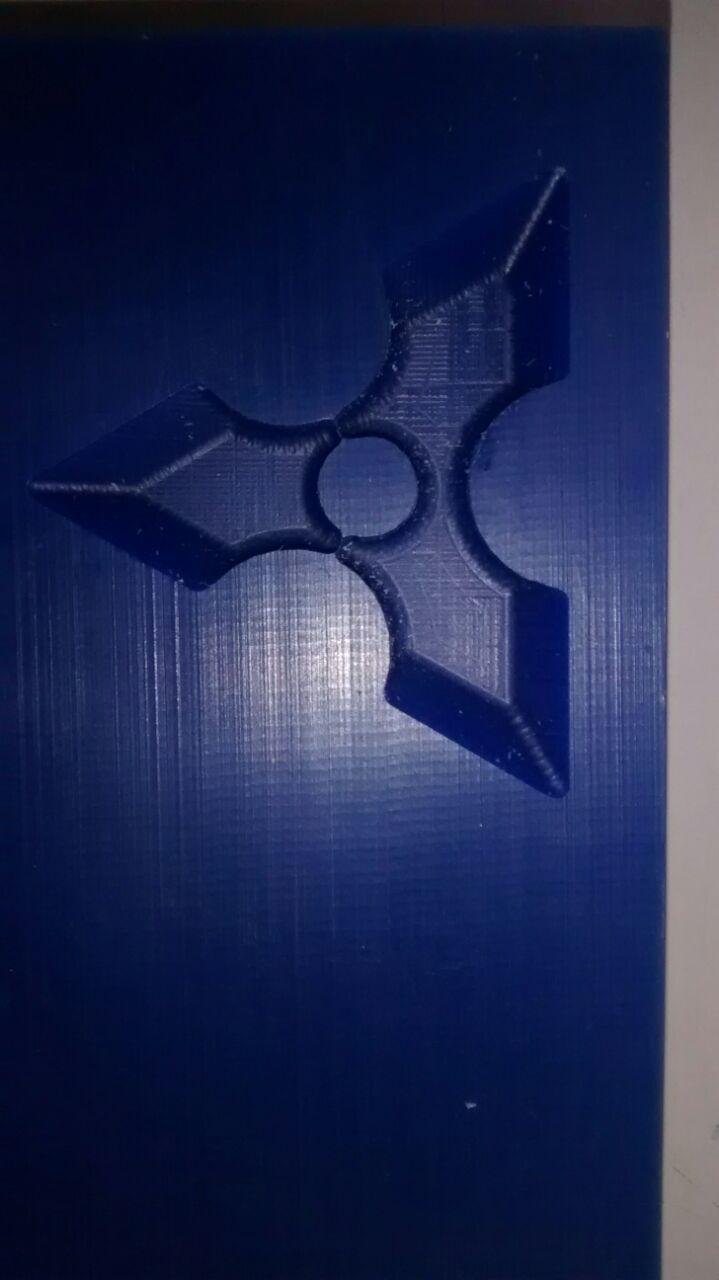
Finished Surface
Repeat the above steps without changing the axis.Only difference is change tool specification
Select Tool : mm,1/8, wax, finish
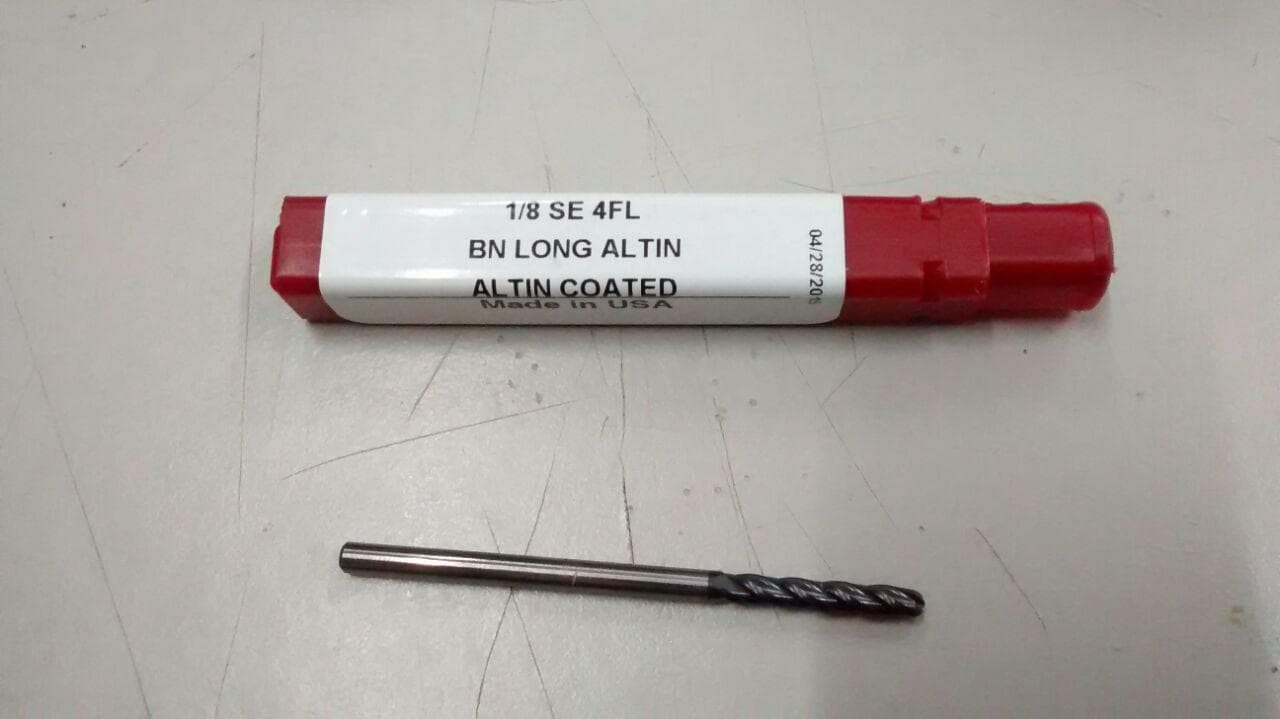
Tool Used for Milling
1/8-4F(4-Flute) Aluminium Titanium Nitrade(AlTiN) is used
Material Used to Create Mold
Machinable wax is an extremely hard wax with a high melting point that has been formulated to deliver exceptional machining properties with high resolution detail
Applications in which machinable wax is : Used for Prototyping, Dental CAD/CAM, Jewelry Manufacturing, Precision Lost Wax Casting, Mold making, Manufacture of turbines and pump impellers etc
I took 177*77*38 Dimensioned Machinable Wax

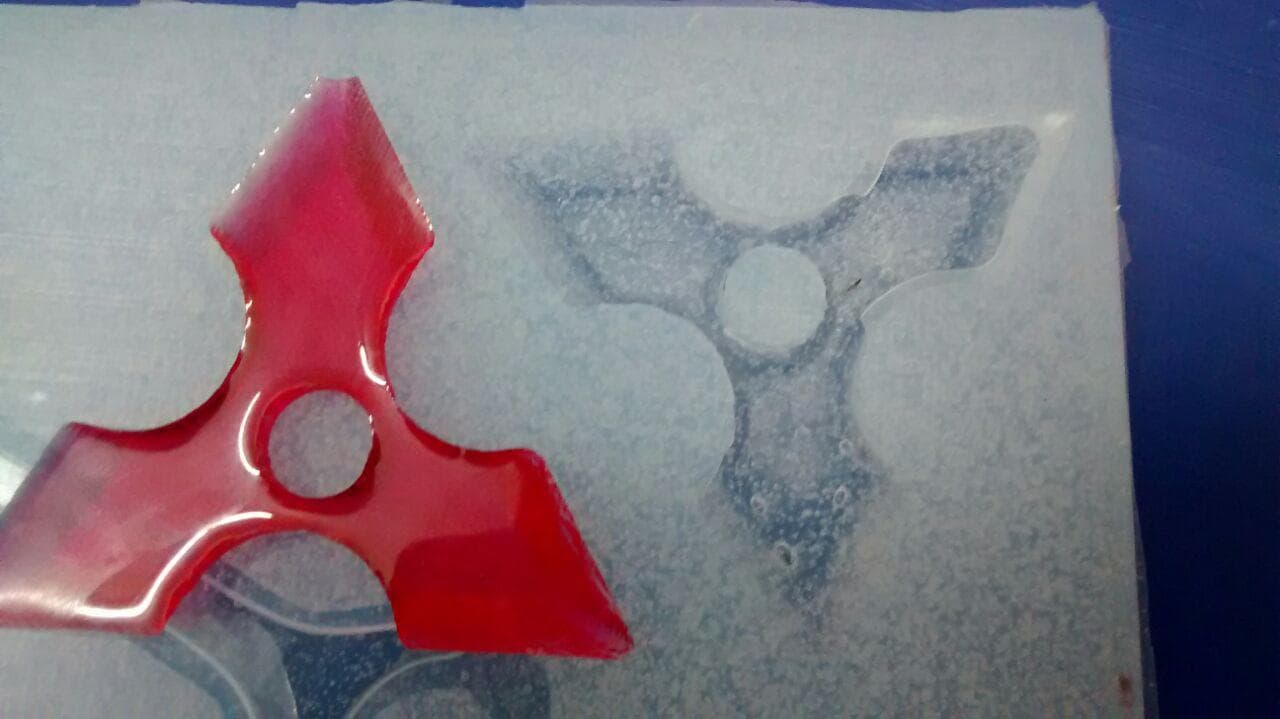
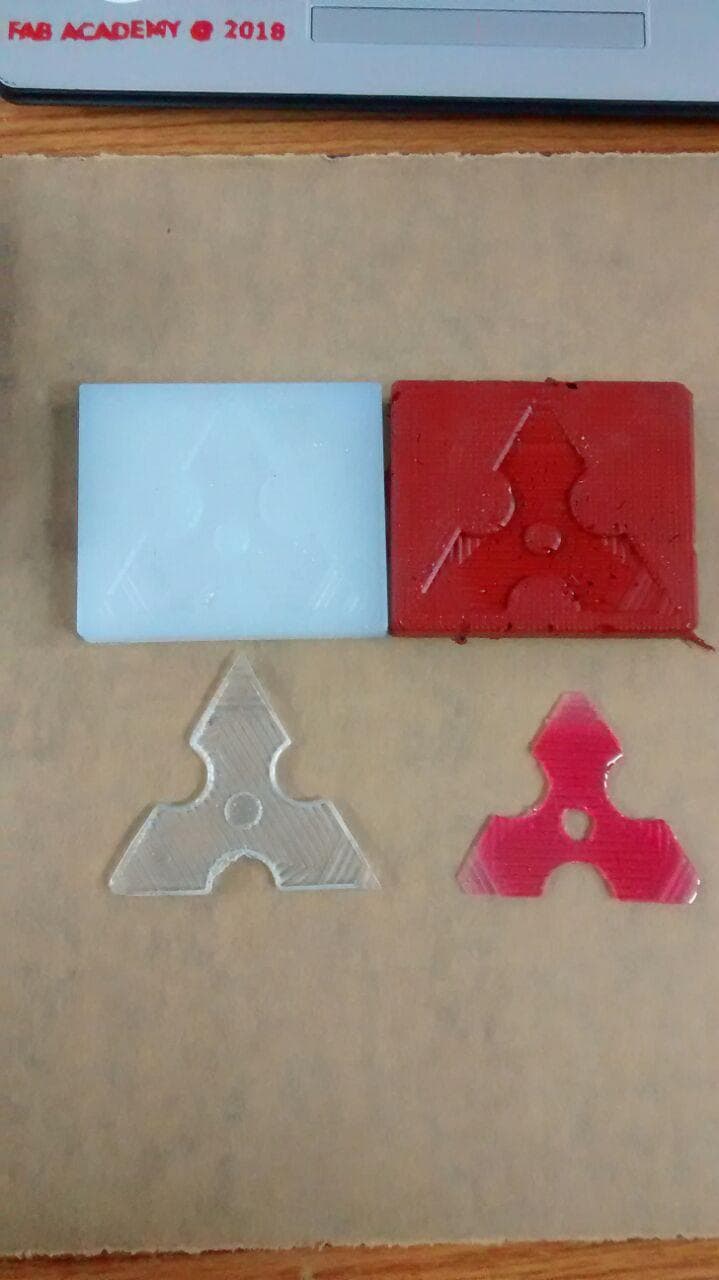
Mold and Cast
Mold and cast created from my design
Casted material is made using "High Gloss & Transparent Epoxy Resin(HGTE-1)"
I took 50gram of High Gloss & Transparent Epoxy Resin(HGTE-1) : 30gram of B(Hardener) and kept it for 24 hours
I had to drill a hole in one edge using Hand-Drill to takeout the cast
I thought of having one more cast using Lead
For making a cast out of lead, I made a mold again using "Liquid Silicone Rubber(LSR-1)"
For that,I took 150gram of Liquid Silicone Rubber(LSR-1) : 15gram of B(Hardener) and kept it for 24 hours
I had to make 4 walls and base, for that I used 5 piece of machinable wax and made a wall and base.To keep the walls strong I used "Handed Bar Clamp"

Mold Looks like this
Took a Bismuth piece and heated using furnace to melt
BISMUTH - melting point is 271°C and its boiling point is 1560°C.I have set the furnace temperature to 300°C and waited for 30 minutes

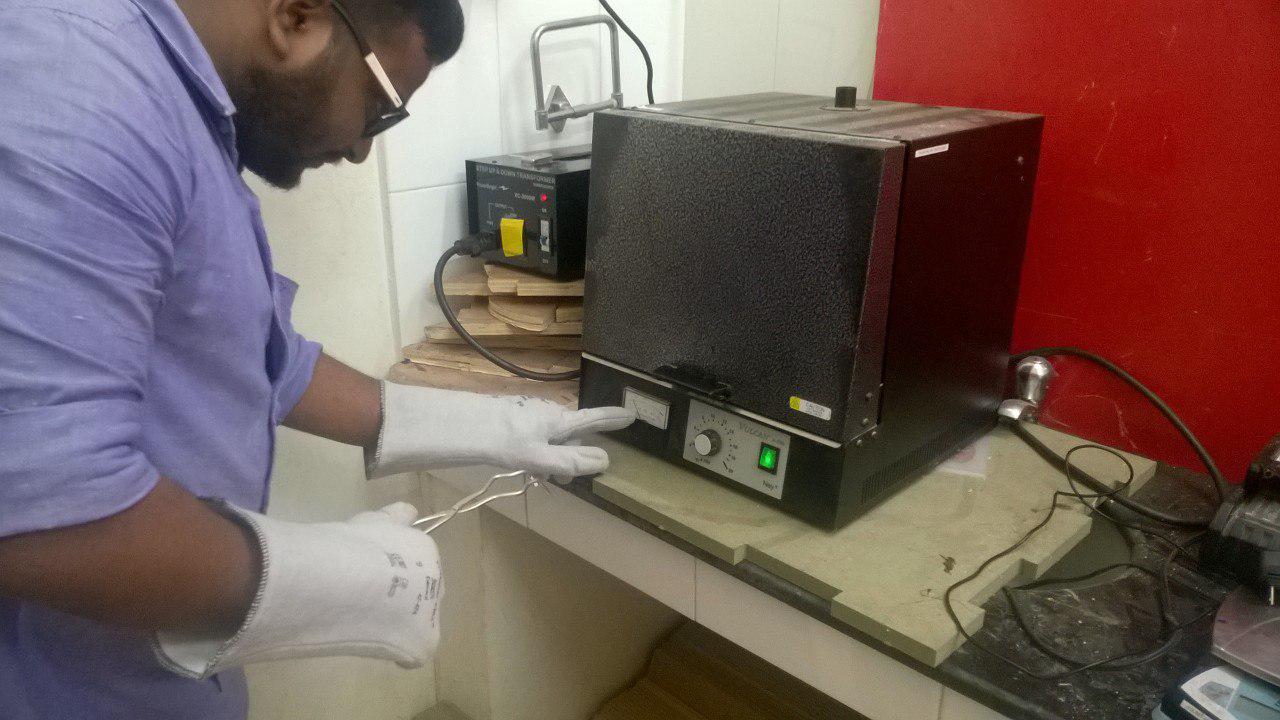
Electric Furnace
The available electric furnace in our lab is Vulcan Model A-550 (200-240V 50/60Hz)
Vulcan Model electric furnace has a single set point analog controller. User selectable temperature ramp rate is not available in this model making it a more economical option when rate of temperature climb is not a concern. The Vulcan A-550 like all Vulcan benchtop furnaces have a maximum temperature of 1000 Celsius or 2012 Fahrenheit
Volume : 550(CubicInch - Cu.In)
Chamber(Inside) Dimension : 230*180*230
Exterior Dimension : 400*410*430
Power : 1300 Watts(Max.< 2220W)
After 20 minutes, took out the molten material and poured it into my recently made mold

Clay Graphite Crucible
Clay Graphite Crucible can withstand the highest temperatures in typical foundry work. "Silicon Carbide" has the added advantage of being a very durable material. Our Clay Graphite Bilge Shape crucibles are rated for 2750 °F (1510 °C)

My cast using Bismuth

My Casts
I have made 3 casts using : Liquid Silicone Rubber(LSR-1), High Gloss & Transparent Epoxy Resin(HGTE-1) & Bismuth

ReDoing My Assignment in 3 Step Process
This week assignment is to design a 3D model and make a mold and cast with it in a 3 Step Process
As I went through the assignment My global evaluator - TAKE told me to redo the assignment in 3 Step Process
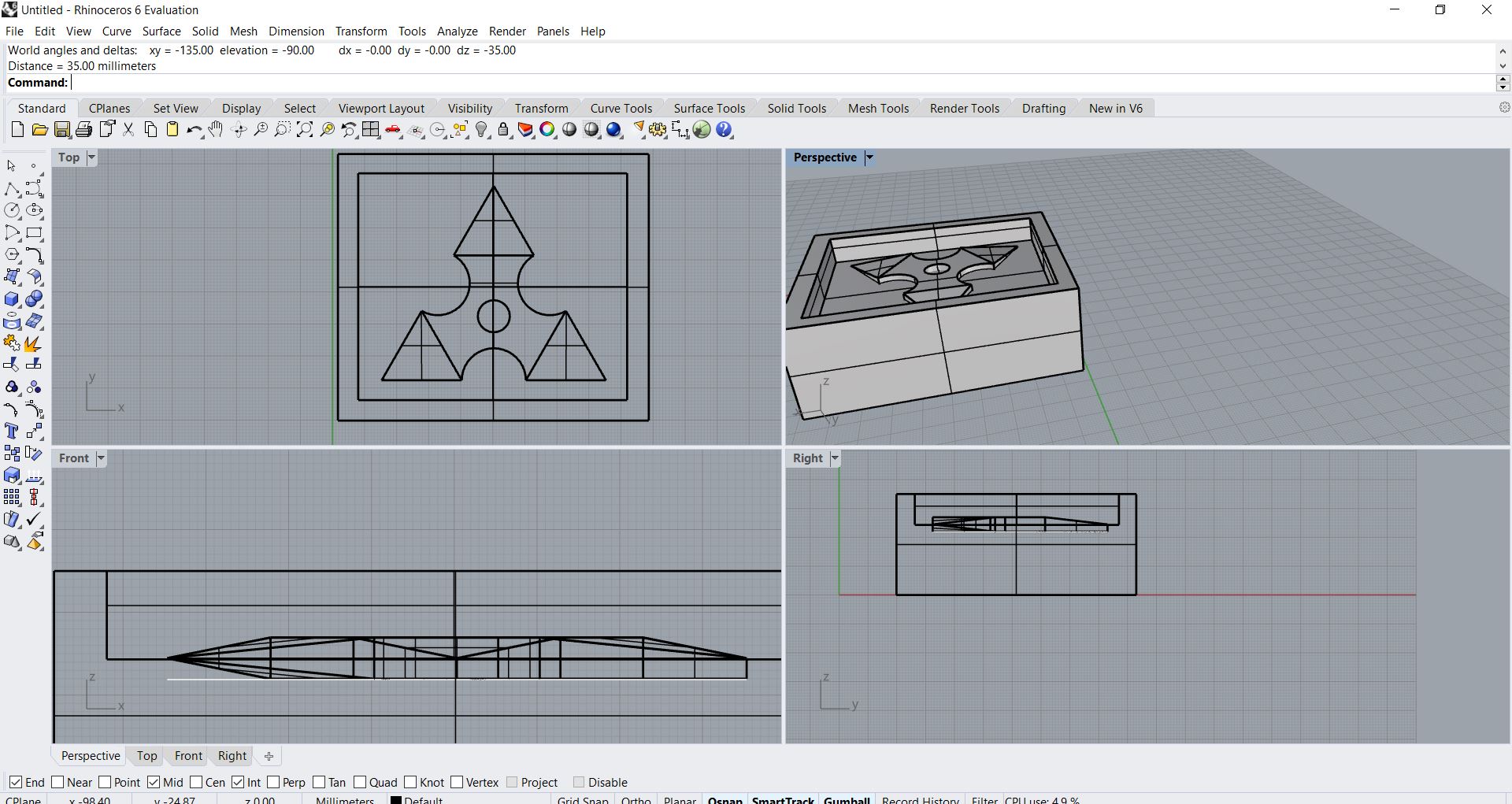
Designing
I used RHINO 6 for designing a mold
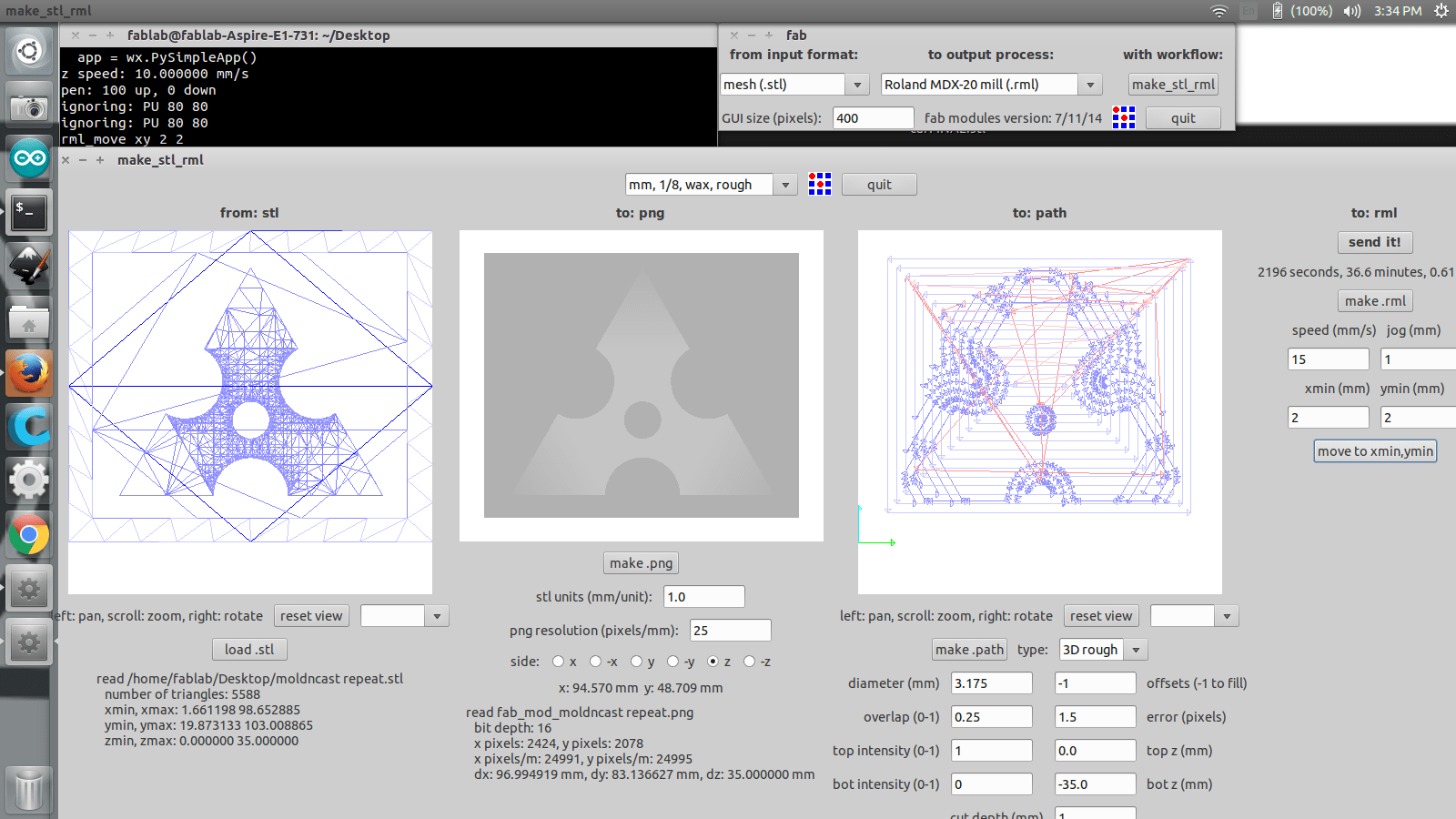
Milling
For milling we used Roland MDX-20
Software : Offline FabModules
Input Format : Mesh(.stl)
Output Pocess : Roland MDX-20 mill(.rml)
Make_stl_rml
Load File : Load.stl
Select Tool : mm,1/8, wax, rough
Convert : make.png
Make Path : make.path
Set Axis : Set X, Y & Z
Set Speed : 20mm/s
Roland Milling Format : make.rml
Sending : Send it!
Details will be popped in new window
Begin Milling
Rough Surface
Finished Surface
Repeat the above steps without changing the axis.Only difference is change tool specification
Select Tool : mm,1/8, wax, finish
The milling process done using two tool bit which is shown in image below

First Process is to "MILL OUT THE MOLD IN WAX"
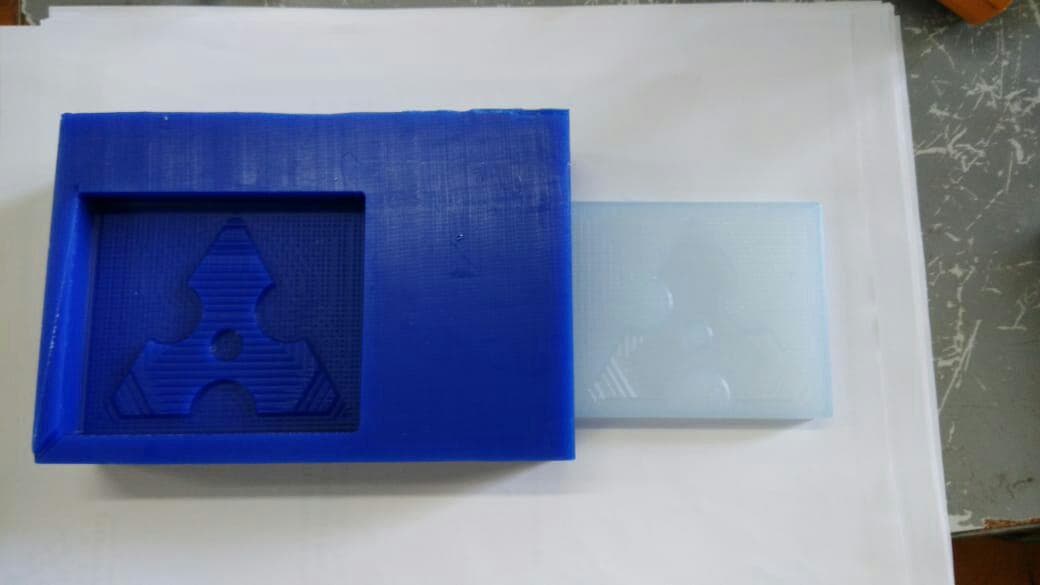
Mold and Cast
Mold and cast created from my design
Mold material is made using "High Gloss & Transparent Epoxy Resin(HGTE-1)"
I took 100gram of High Gloss & Transparent Epoxy Resin(HGTE-1) : 10gram of B(Hardener) and pour it in mold and kept it for 24 hours
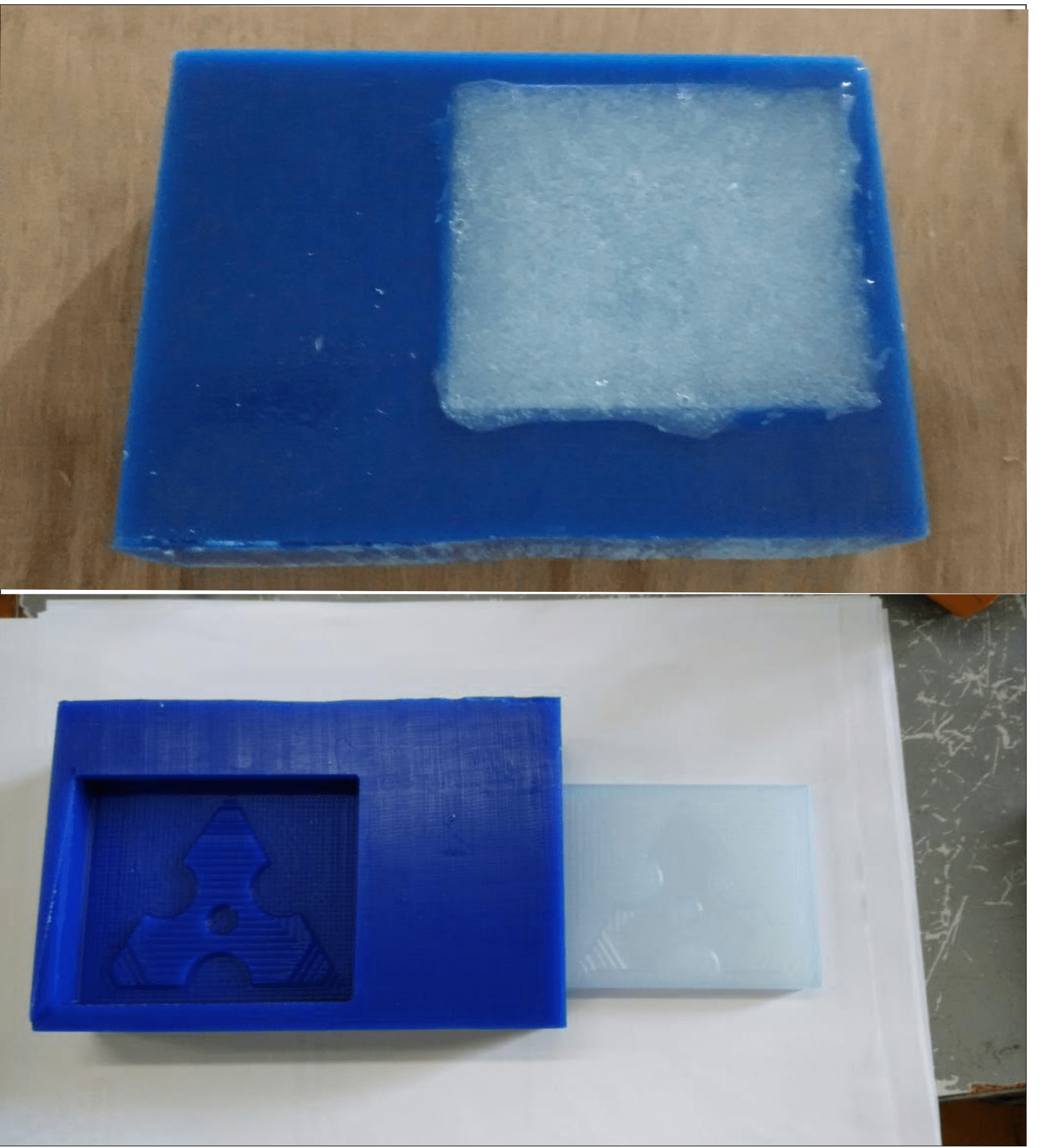
Second Process is to "CAST A SILICON MOLD FROM WAX THAT I HAVE MILLED"
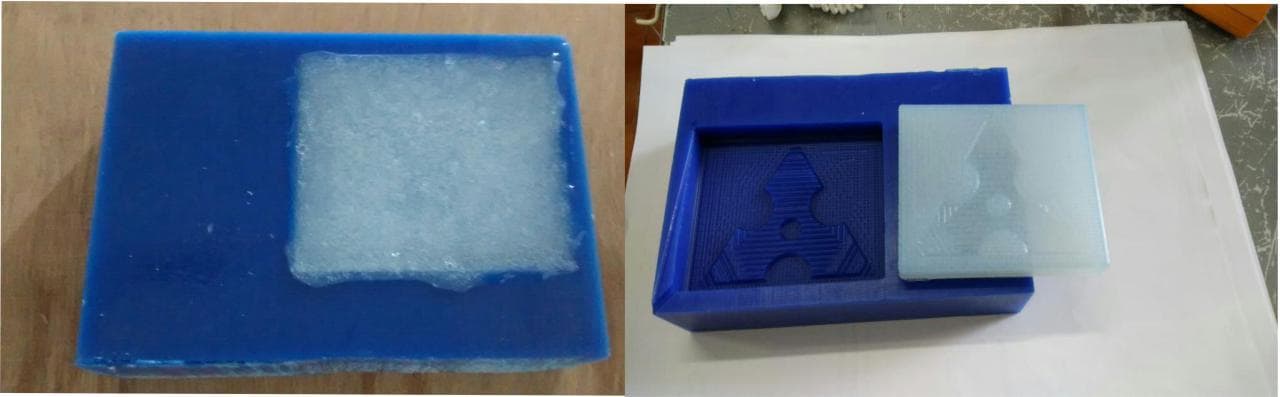
Made a mold out of both Silicon and moldmax60

Third Process is to "CAST FINAL PRODUCT FROM SILICON MOLD"
I wanted to make a cast out of Bismuth.

HEROSHOT
