 liquid silicone rubber (LSR)
liquid silicone rubber (LSR)GROUP PROJECT : Review the safety data sheets for each of your moulding and casting material then make and compare test casts with each of them
INDIVIDUAL PROJECT : Desing a 3D model around the stock and tooling that you will be using ,Machine it , And use it for cast parts.
This week was very special to me as coming from a chemistry background .As early heard about some process in casting and molding and resins ,plastic polymers ... as well as towards the practical section it is completely defferent process we want know about all the chemical combinatons and processes . so,this week was a new expericence
In our lab we have "LIQUID SILICONE,LIQUID PLASTIC , MOLDMAX -60 high heat resistant liquid silicone rubber " .first we want to look the datasheet avilable for all the ccompounds then we started the processing of each.
1.LIQUID SILICONE RUBBER
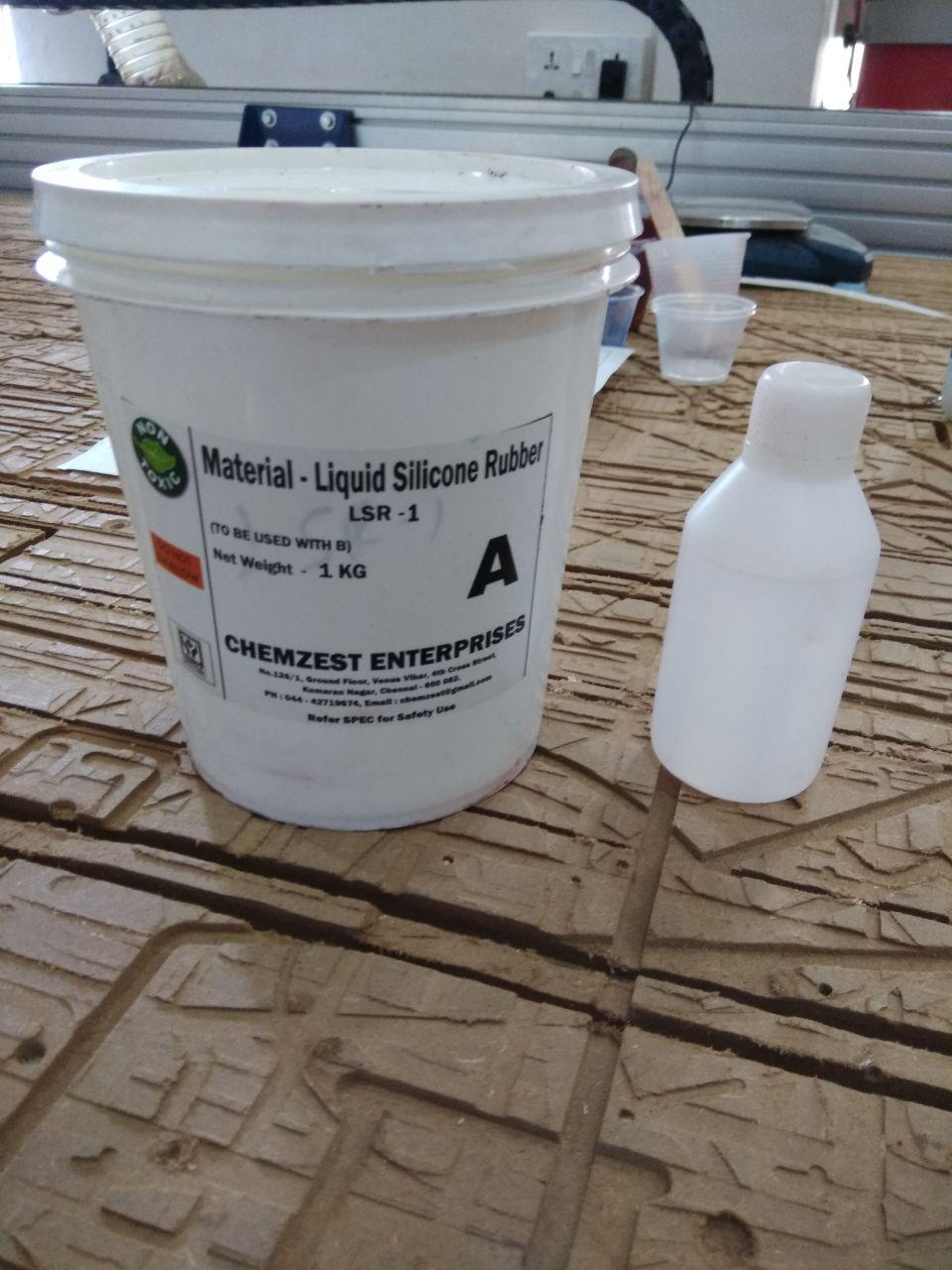
Liquid Silicone Rubber (LSR-1) is a two-component, addition cure liquid silicone rubber designed for mold making.LSR-1 cures at room temperature to a translucent high strength elastic rubber with the addition of curing agents.It has an excellent molding durability and a low viscocity
Here the mixing prepotion of curing agent is "100:10" and the cure time is "24hr" .The appearence of the LSR is translucent and the data sheet is available .here
liquid silicone rubber (LSR)2.LIQUID PLASTIC
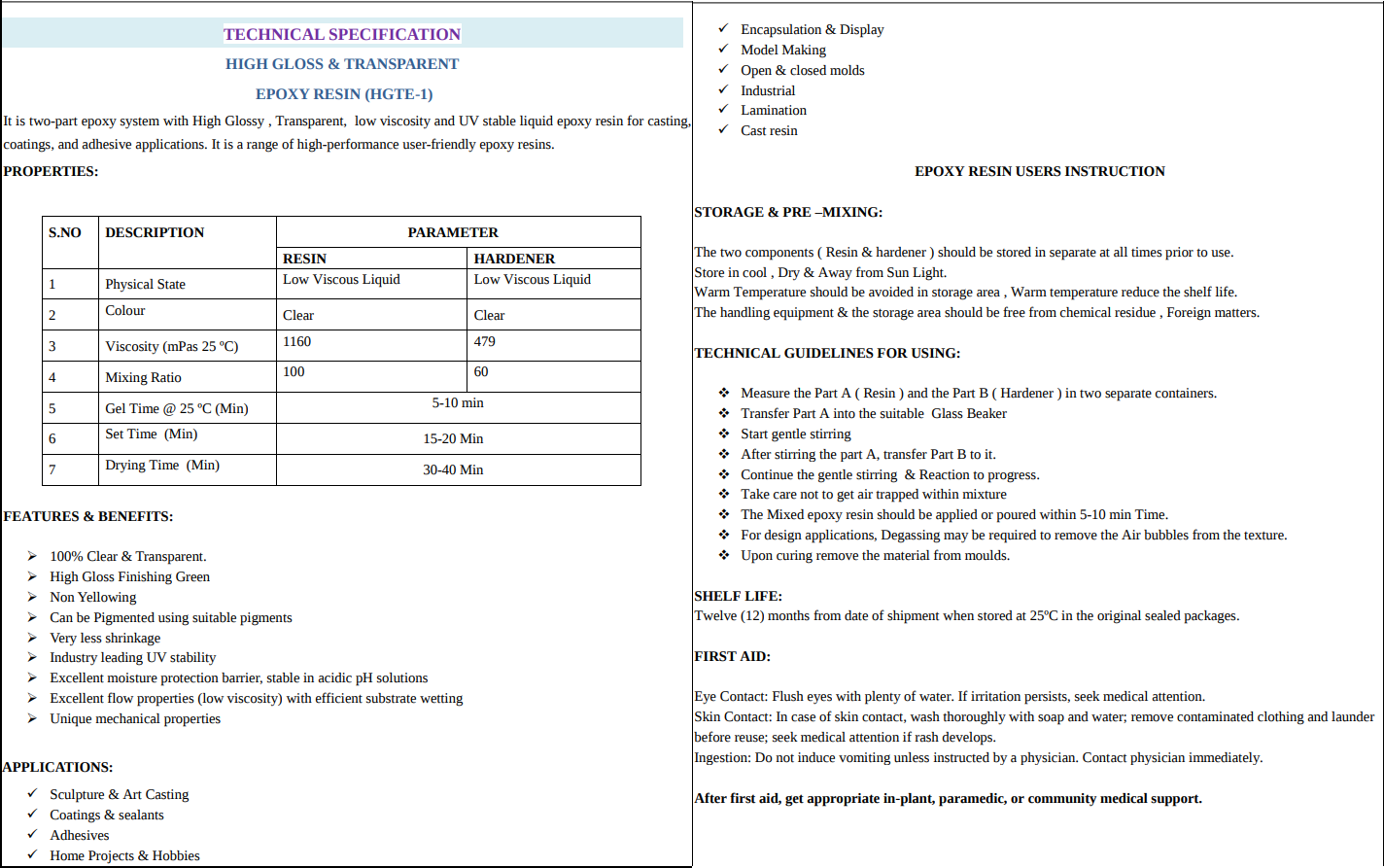
It is two-part epoxy system with High Glossy , Transparent, low viscosity and UV stable liquid epoxy resin for casting, coatings, and adhesive applications. It is a range of high-performance user-friendly epoxy resins.It is 100% clear and transperant and Can be Pigmented using suitable pigments .it has a very low vicosity and Excellent moisture protection barrier
Here the mixing ratio of the Transparent hardner& Resin is "100;60" , And both has low viscosity and clear it takes 15-20 mins for setting and 30-40 mns for drying the data sheet is available .here
 HIGH GLOSS & TRANSPARENT EPOXY RESIN (HGTE-1)
HIGH GLOSS & TRANSPARENT EPOXY RESIN (HGTE-1)3. MOLDMAX -60 high heat resistant liquid silicone rubber
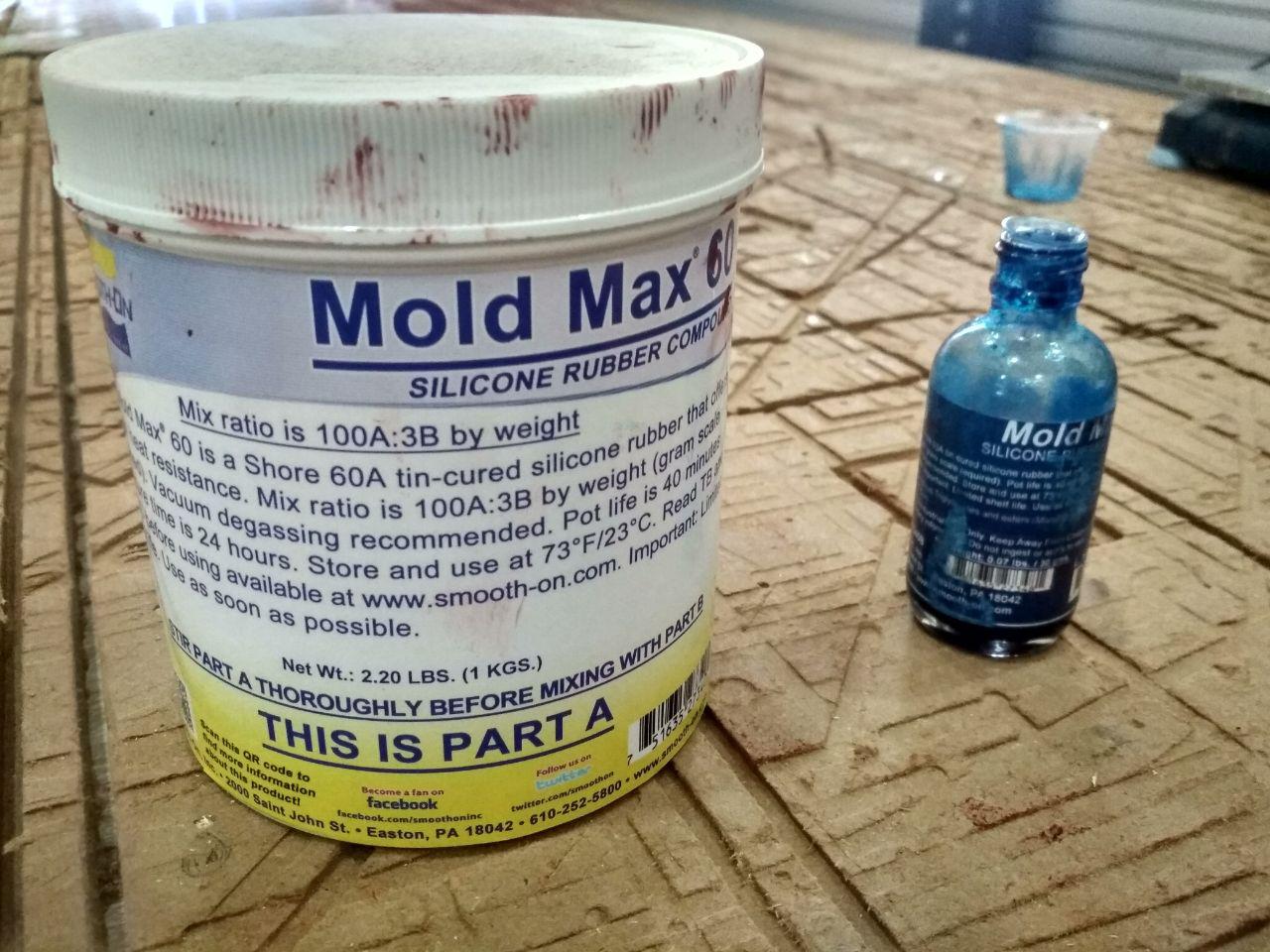
Mold Max™ 60 is a Shore 60A tin catalyzed silicone rubber formulated for applications requiring high heat resistance (up to 560°F/294°C). It features a low mixed viscosity and cured rubber exhibits very low linear shrinkage.
Here the mixed ratio of the mould max is "100:3",and it has red colour . Here you can read more about moldmax
 MOLDMAX-60
MOLDMAX-60Test casting in our lab
Here we casted some items as a group assignment with the available compounds in our lab .use some previous mold to cast with "moldmax and LSR" .Also made the mold of some items which helps to find the setting time and mixing method
1.Testing with "LSR-1"
Here we take 45g of "LSR-1" so we want to take 4.5g of cure liquid as the mixing ratio is 100:10.Then we want to mixed it well before hardening ,After mixing it poured on the suface of the the pieces that take for making the mold

2.Testing with "MOLDMAX-60"
Here we take 43.5g of mold max and mixed with 1.6g of curing agent as the ratio is like 100:3 .Then we want to mix the both very well it is seems little difficult with hardness but we want mix it well, after mixing it we poured it on the surface of the aterial that we want to make the mold

3.Testing with "LIQUID PLASTIC"
After making all the molds then we make the cast of it by using liquid plastic here we take 50g resin and 30 g of hardner like by 100:30 ratio both are clear solution so we can add colour pigments to it we also tried it then after mixing 3/4mns the it poured it on the mould that we made

after the setting we just removed it from the mold and we got the shapes that we tried to make after the test result we got the idea about mixing process and all then tried to make our own 3D models.the results are below

MY 3D MOLD
After working group then we went with our individual assignment ,Here I decided to go with a simple model that can make easly through this process with less time and material .which can help me to know more about moulding and casting process.
1.Design of My Model
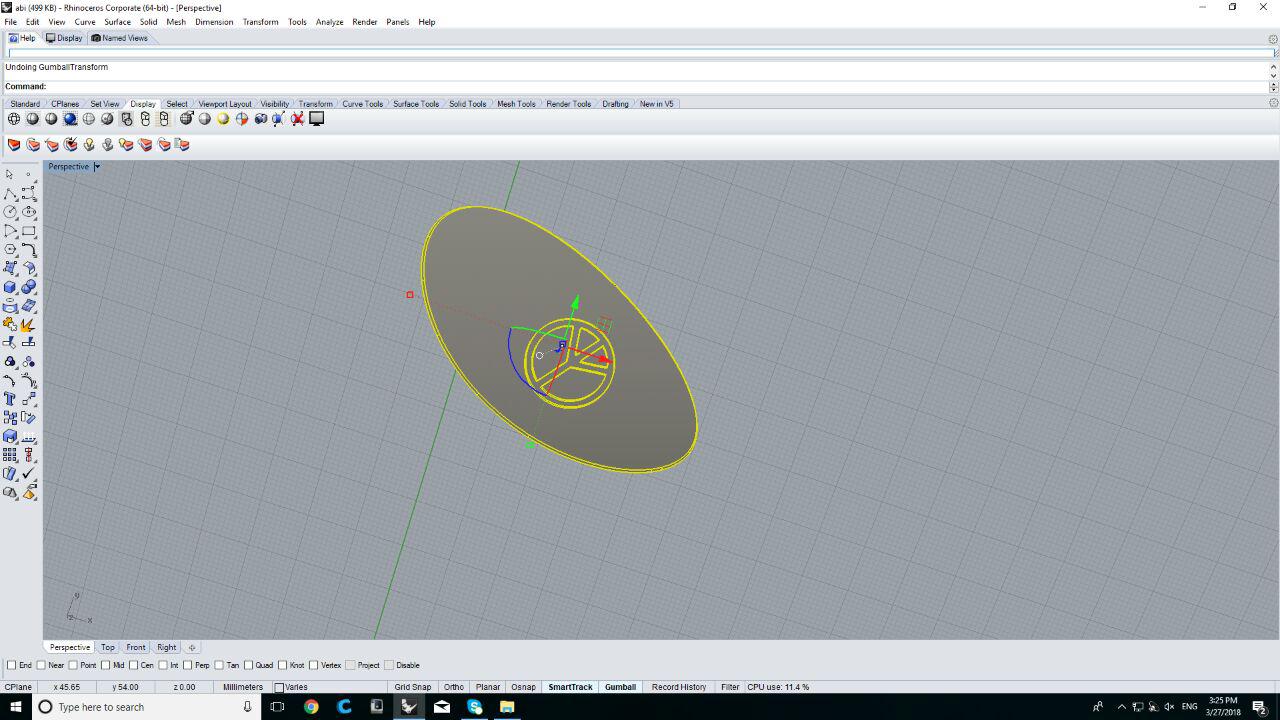
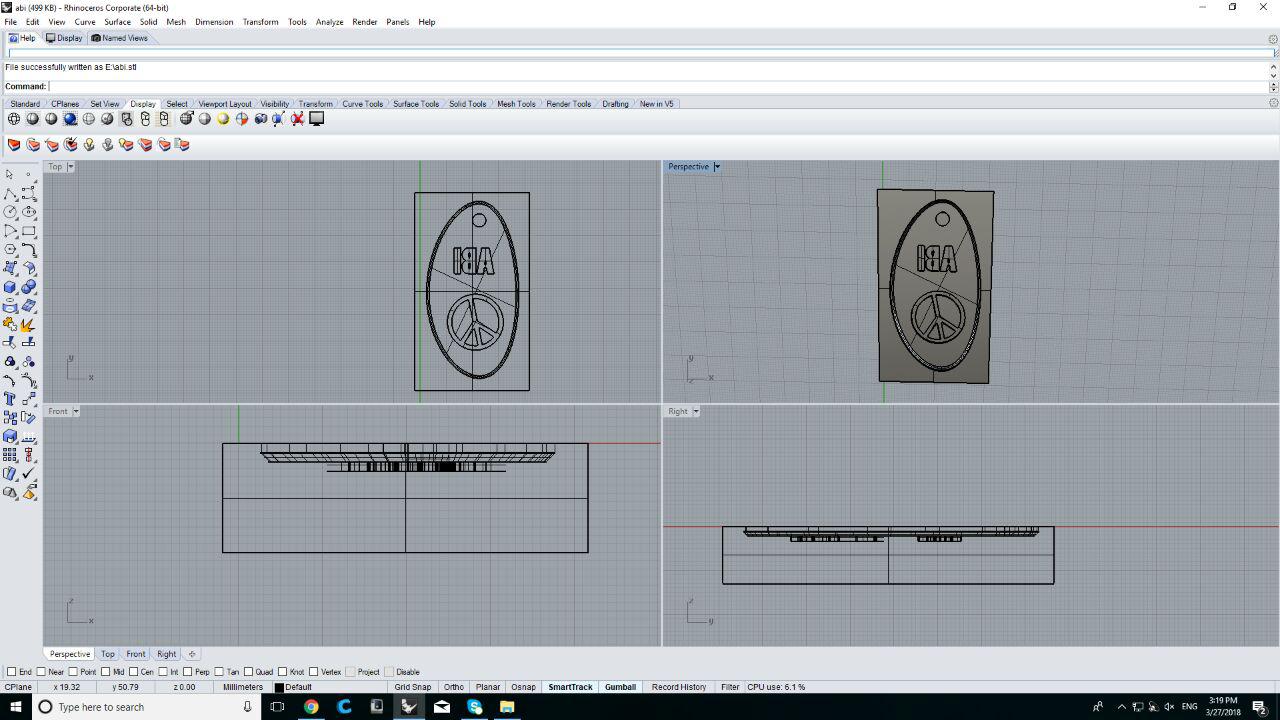
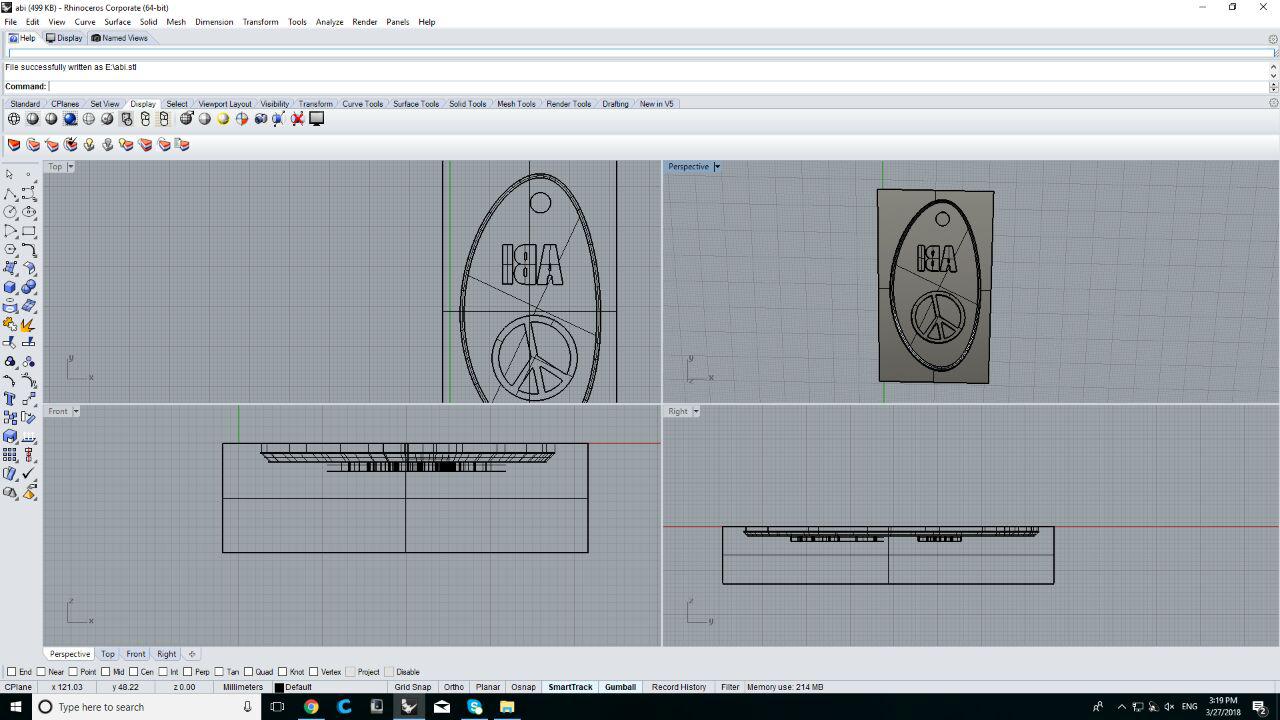
Here I decided to draw a simple keychain locket .I think that it is realy simple and good to go with design making as a 3D model ,Here I choosed 'RHINO 3-D' drawing software to make my model .I already worked with Rhino It is very user-friendly software so I desided to go with Rhino.
The model is like a elipse shape with a symbol and the short name of me the make if the model seems me vey simple with extrution and text editing
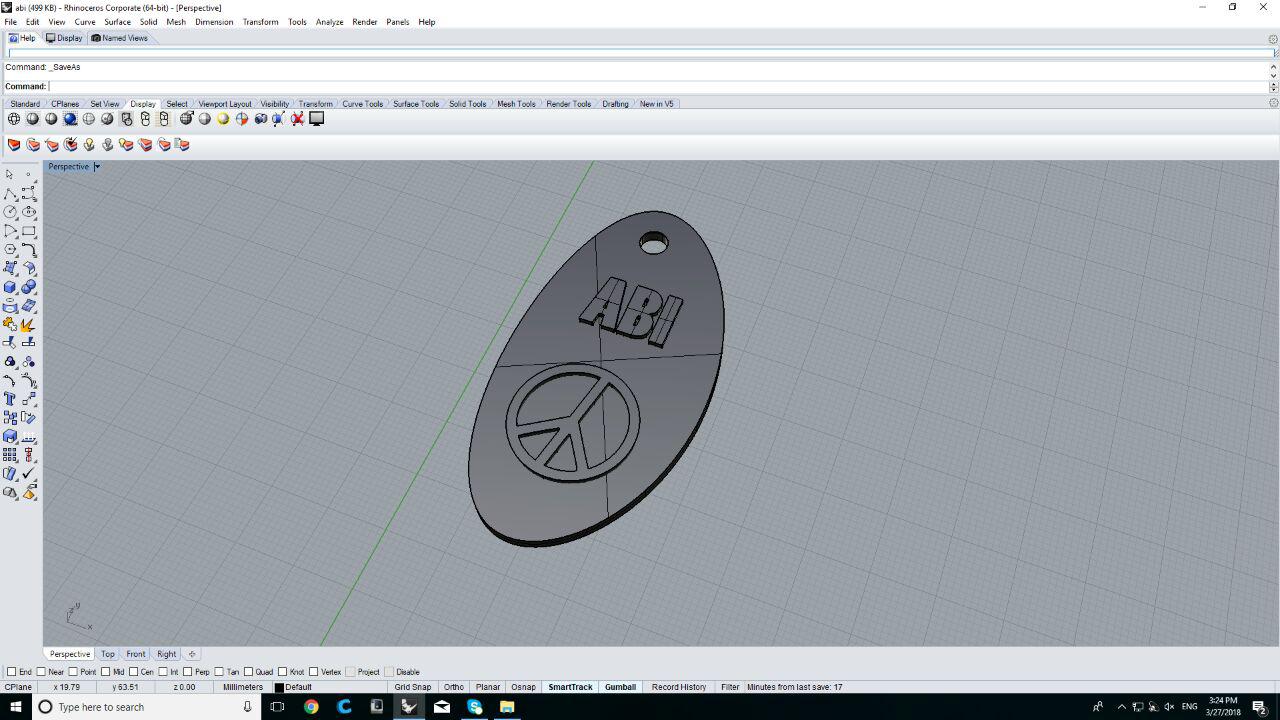 3D model of my keychain
3D model of my keychainThe I take a nagative of my model after creating a Bar ,thit is likely going to mill it will help me to get the correct dimension and position of my model above the wax I am going to take ,Here you can download my 3D model
2.Milling of my model My Model
Finishing my model I decided to mill my model here I take a wax bar which is going to mill the . I palced my wax bar above the plate on the milling machine. Then I opend my model on the fab modules .Here I used 1/16 bit for giving me a clear cut because my model and the letters in it was small
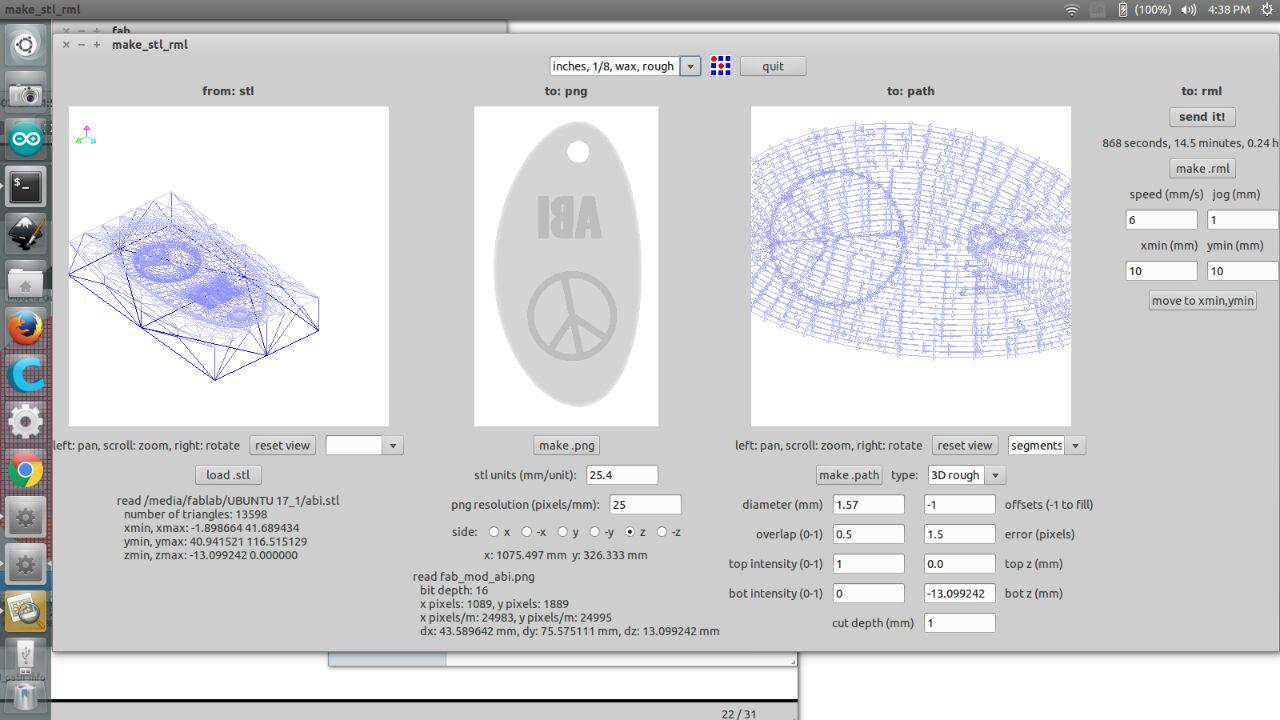
The tool diamete I gave that "1.57" and the spee is 6mm /s as knowing that there is no too much time going to take .And I will get a better cut in low speed and will not affect in tool life .As expected it takes 13 mns for rough cut and 10 mns for finish cut , In each cut we cant to change the tool to rough and finish
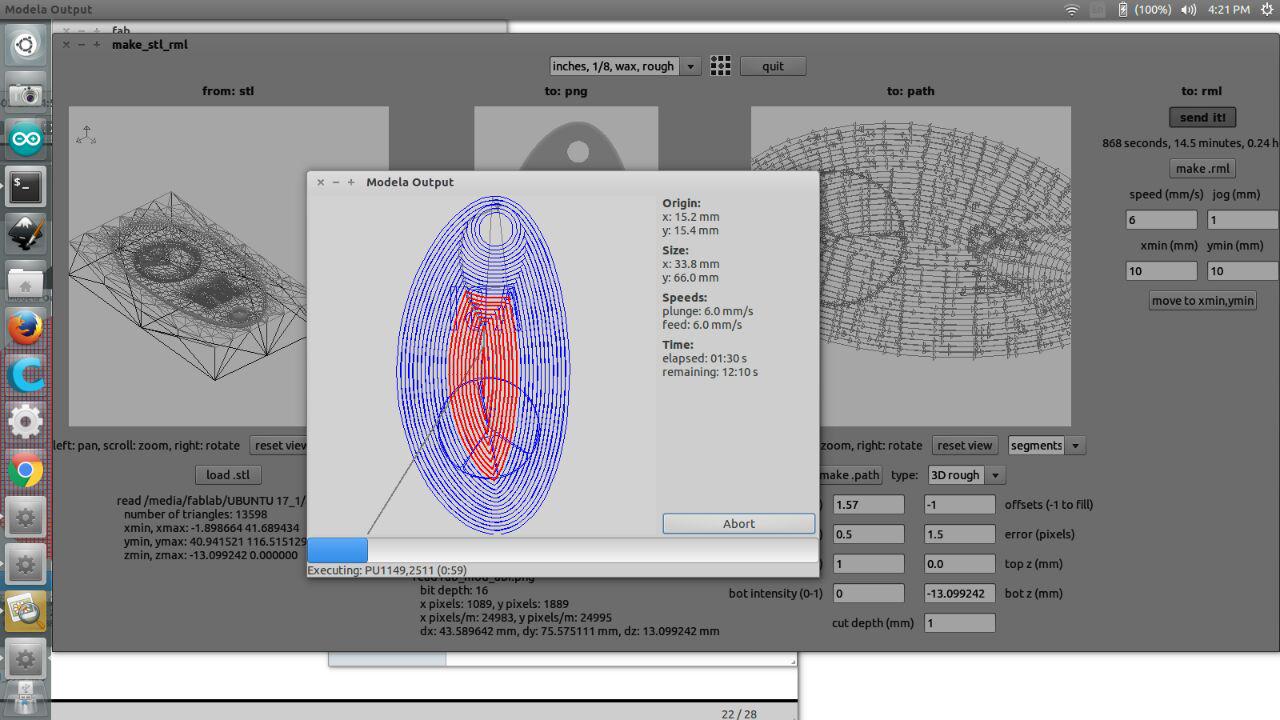 rough cut
rough cut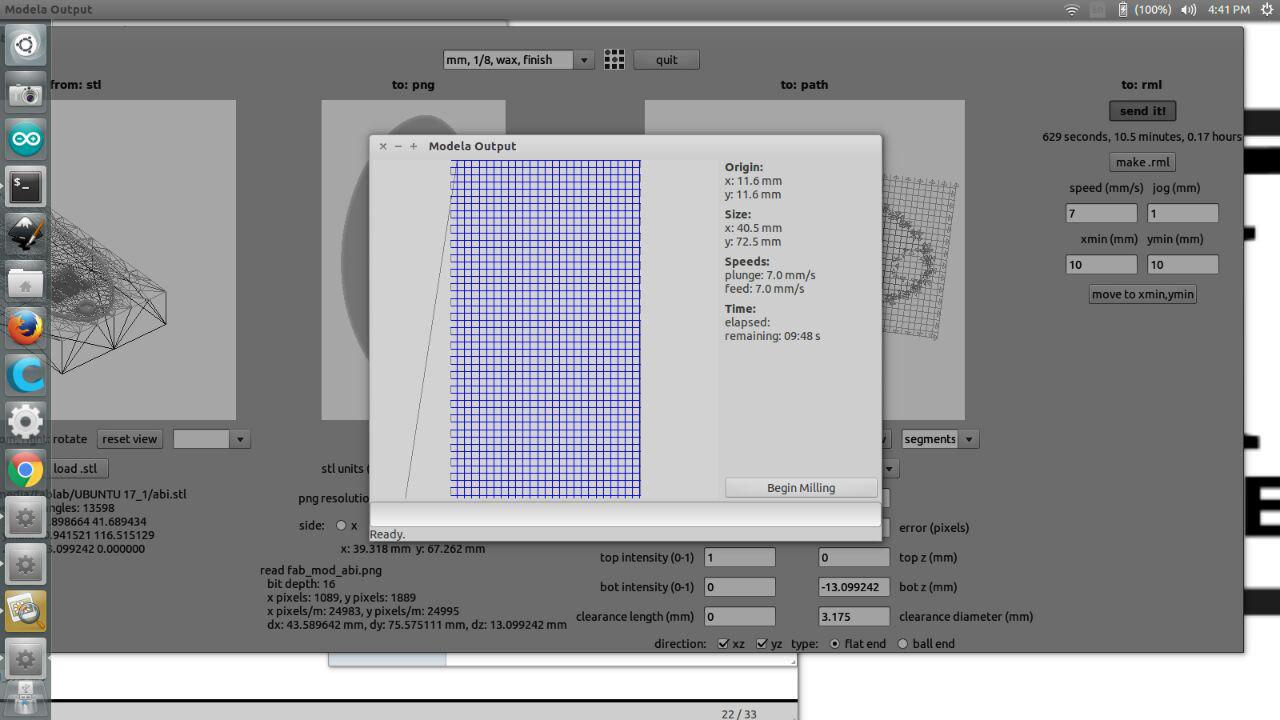 finish cut
finish cutAfter cutting the negative of my model by milling machine I got the clear cut of my model without any other problem.
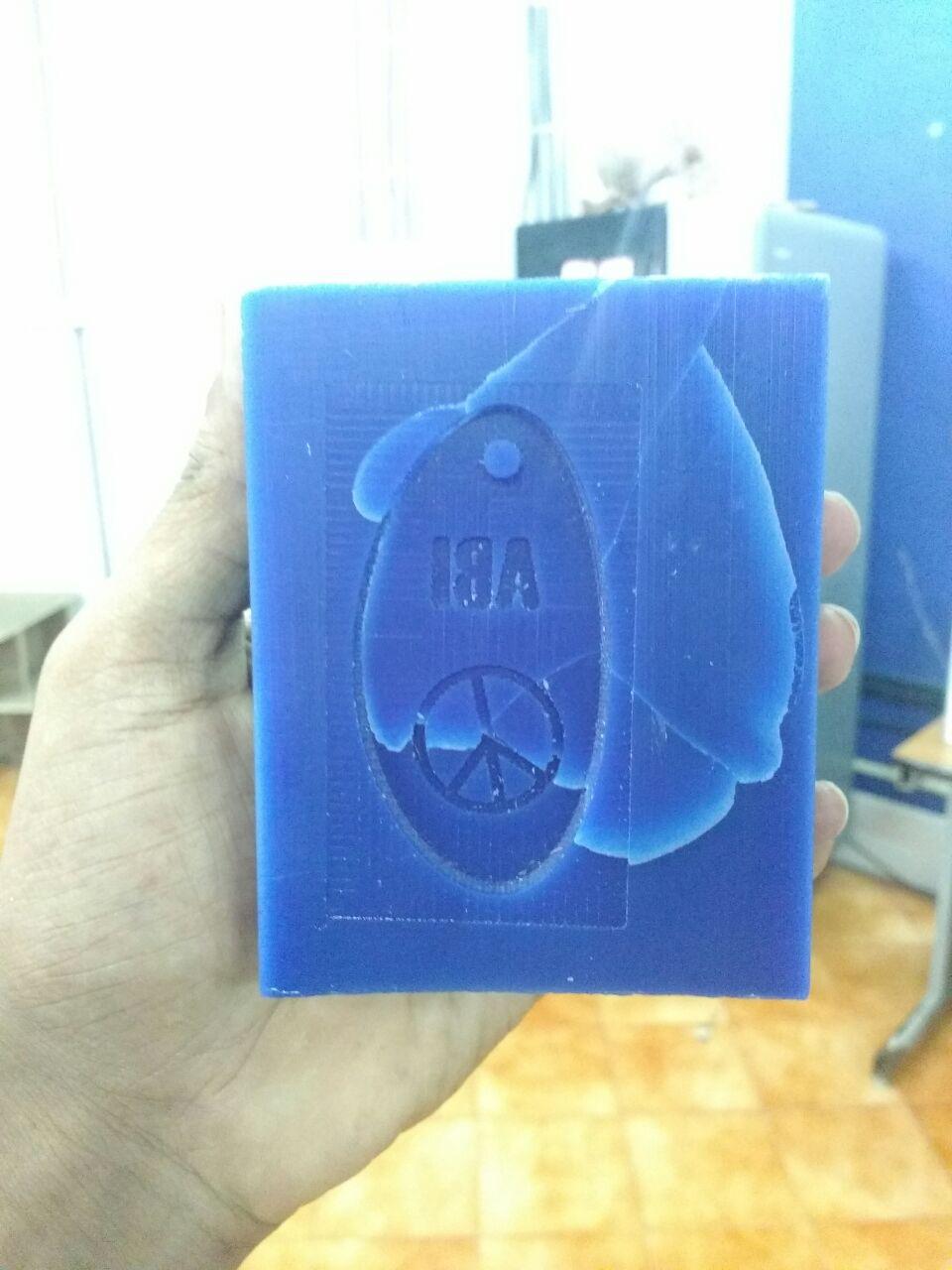 Negative model in wax
Negative model in waxHigh Gloss-Transparent Resin
I used Liquid plastic high-gloss transparent resin for casting my key chain ,because I can use colour pigments to it it becomes more atractive .It has two parts transperant resin and hardner we want mix this in the ratio of 100:60 Here you can read the "DATA SHEET" about this liquid plastic that I used for casting of my key chain
 datasheet
datasheet3.Moulding of my model
After creating the negative of my model the I poured Liquid plastic direct to it I decided to make the mould using that palstic meterial that get directly from the negative of the wax,so I take that resin 10 g and hardner 6g like in the ratio of 100:60. after 24 hr I got the model of my keychain in plastic here I used 'Red pigment' so the keychain seems very nice
 plastic model of my keychain
plastic model of my keychain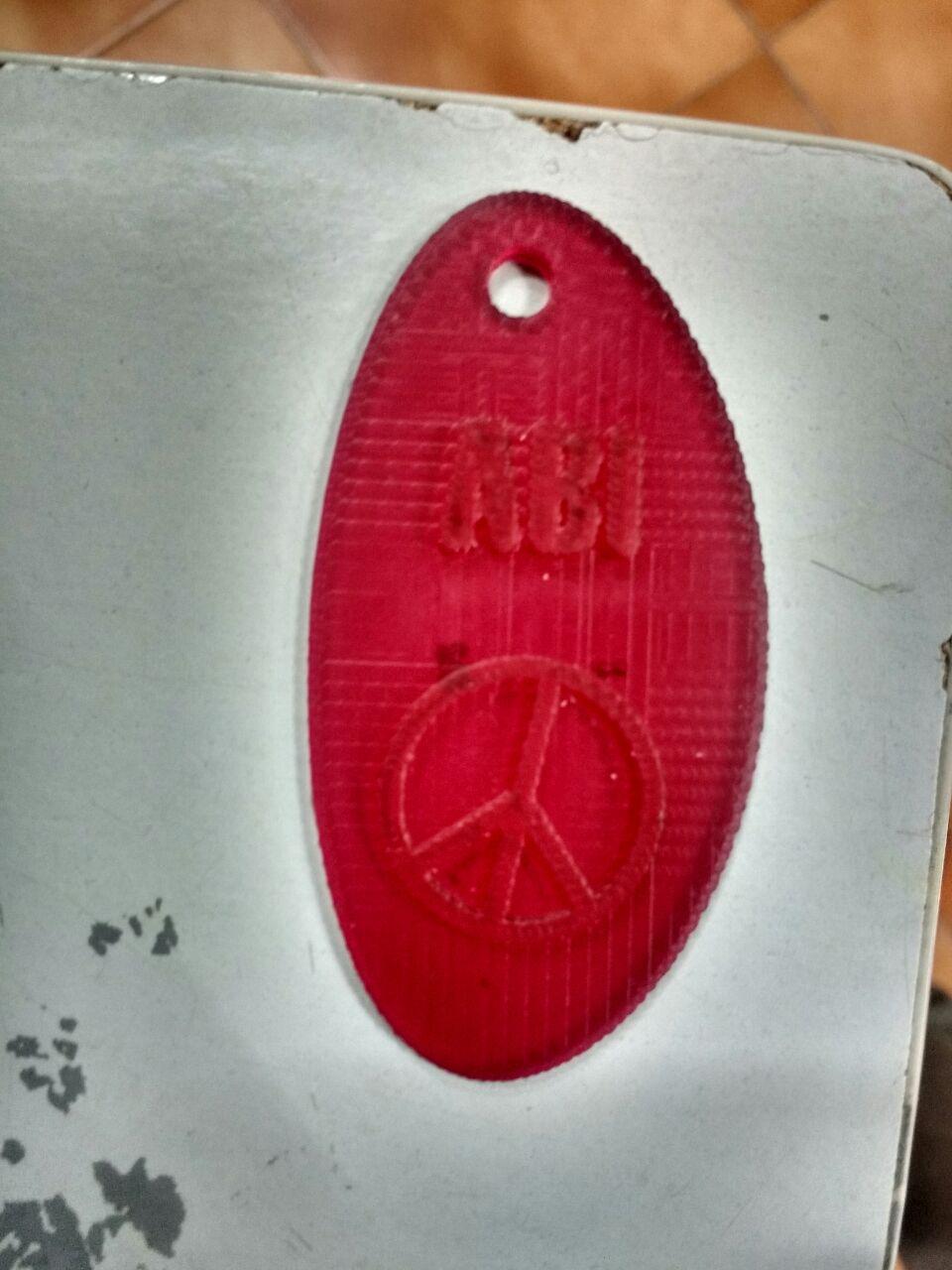
Using this model I created the mold using "LSR-1" my purpose is to make a metal keychain so I made a closed edge using the wax bar for avoiding the flow of the mold that poure to the piece then the keychain placed inside it


Then I take the necessary LSR-1 30g and its cure agent 3g because ite ratio is 100:10 ,after taking I mixed it well .THe accurate ratio will get correct time and setting of the mold
 weighing LSR-1
weighing LSR-1 After mixing then suddenly poured it into the plastic pice that already made before that we want to mix the compound very well to 4/5 mns after that poure like thin filament to the piece
After 24 hrs of setting time I got a very nice piece of mold that I slowly removed to avoid any damage and then I can try It with casting matel and other plastic material for making my keychain

4.Casting the mold
In our lab Bismith is the casting metal it has a melting point 271 degree celsius and boiling point 1560 degree celsius. In our lab we have the furnus we can melt this metal through to set it at 300 degree celsius them it can poure it on the mold the we made ,The LSR-1 is a high heat resistant than Bismith so it can easly cast




Problem faced
When thee casting of my metal keychain I want to face so many air bubbles on iT I this it is because my key chain
mould was less in depth, When the pouring of hot metal solution seems more defficult .The shake and the thickness of the mold may be cause
producing much bubbles on it ,Here I got somthing from it when we making a mould to cast with metel
make a closed one it helps avoiding a better casting with metel
HOME