WEEK 7 - COMPUTER CONTROLED MACHINING
Assignment - group assignment : test runout, alignment, speeds, feeds, and toolpaths for your machine
individual assignment : make something big
GROUP ASSIGNMENT
We did several experiment to get data for runout, alignment, speeds, feeds and paths. We seat the material that was left after some work. It was 12t plywood and size almost 250*700. We screwed material to sacrificial board on the edge and put evert paths in side the area that has screw.

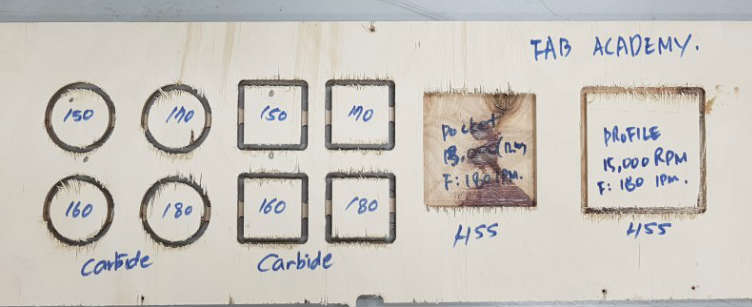
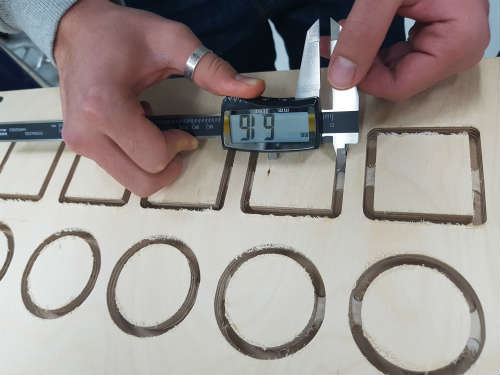
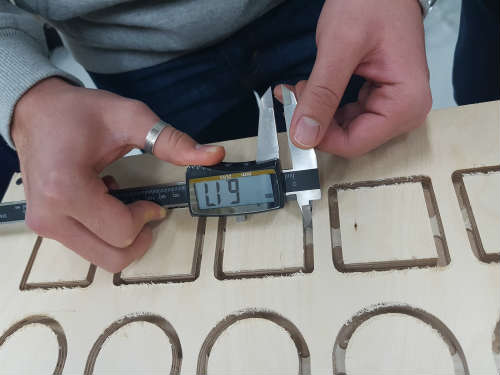
First, we tried ‘profile’ which is follow the path and cut to the sacrificial board. We set outline and RPM 15000, feed rate 180inches/minutes, pass depth 3mm, step over 2.4mm, plunge rate 90 inches/minutes. We cut 100mm length square and measure runout, alignment. We don’t understand the reason but we measure the runout. It was under 6mm which is cut diameter. And the edge of square was terrible. The chip was torn almost 2cm and could not get better even done finishing works.
We also tried ‘pocket’ with the same size. Edge was little bit better than profile. And, difference was the edges of square. Profiling is outline cut and pocketing was inline cut so pocketing has round corner.
We changed the tool to carbide from HSS.

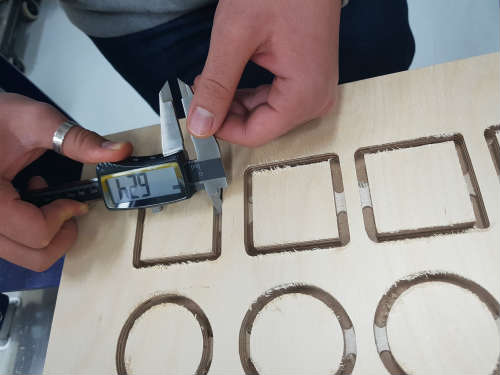
And with this carbide end mill we cut same sized squares and circles with feed rate 180 to 110 inches/minutes. We put two tabs for every parts. After milling done, the edge qualities looked getting better when the feed rate getting slower. So the 110 for feed rate was best in this trial. But it still has no good edge for using it to make furniture or product. But we couldn’t notice the merits of carbide. For getting to know the difference between two kinds of tools, we should try hundreds of time.
We tried ramps and changed the direction of paths. Before works were conventional direction. We tried climb direction this time. We cut two squares feed rate 110 and 100 inches per minutes. the outputs were finer than conventional way.
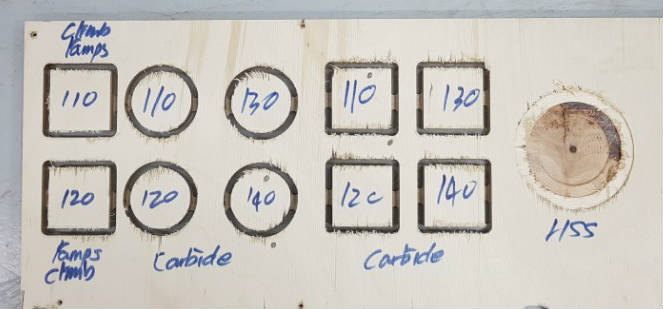
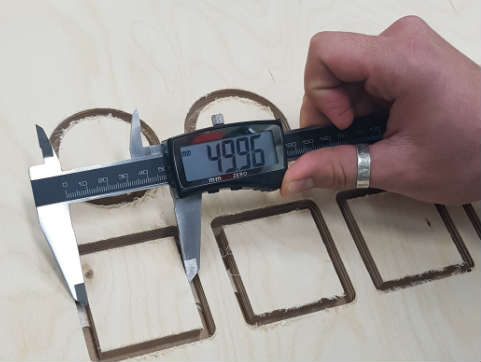
After we get the fact that slower feed speed makes finer output. We changed the material to another plywood. The color of wood was little bit darker than before. We tried same value for other settings and feed rate were 180, 160, 140, 120, 110 and 100. And set the ramps and climb direction. After milling done, outputs were much better than former material. Those were fine to use to make something under feed rate 140. And feed rate 100 shows best quality but it was too slow. So we decided 140 for speed is most efficient value for cutting 12t plywood. Runout was average 0.17mm.







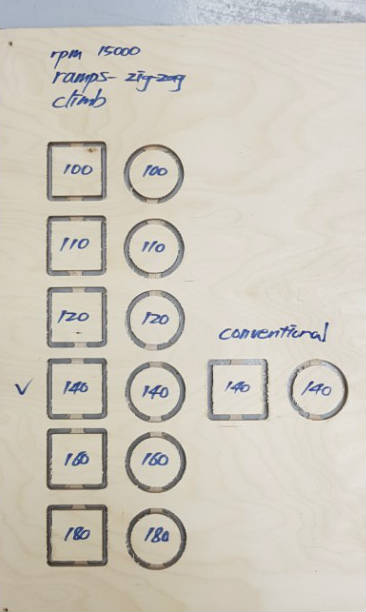
So we find most important thing was quality and kinds of wood.
RPM 15000
Feed rate 100~180 inches/minutes
Pass depth 3mm
Stepover 2.4mm
Plunge rate 90 inches/minutes
Here are my works.
Download