Week 8. Computer-Controlled Machining
Assignment
- group assignment: test runout, alignment, speeds, feeds, and toolpaths for your machine
- individual assignment: make something big
group assignment
I've done with this week assignment aside from two other lab members. So, this is not a group assignment but a test result of the machine I used. See "test my machine" page.
see other members' group assignment page.
computer-controlled-machining/computer-controlled-machining_index.htmlmake something big
something big... surfboard
I waited to decide whether to make a surfboard or just put sensing components onto my existing board. On the second thought, why did I enroll in Fab Academy? Wasn't it to learn how to make almost anything, right? I made up my mind to make a surfboard.

surfboard material
Surfboard materials are usually polyurethane foam (with polyester resin) or EPS (expanded polystyrene) (with epoxy resin). I chose ESP because it was readily available. The XYZ size is 600 x 2000 x 150 mm.

machine and endmill selection
FabLab Kamakura doesn't have a Shopbot like big CNC machine. Mr. Takemura Takashi, director of FabLab Hamamatsu TAKE-SPACE, was kind enough to let me use his equipment.
The machine is CNC Router 1325, and its XYZ axis working area is 1300 x 2500 x 200 mm.

Commercial surfboard makers use a big ball-like endmill (picture below). Its price tag was ¥33,449 JPY ($313USD), which I cannot afford.

I tested a tiny endmill to cut an EPS, and it will take years to make a surfboard.

A bit bigger one...but it's pretty much the same.

We bought a ball-like endmill because its shape similarity might work and the test result was greater than I expected. It was a rust remover and looks like this product. It seems that it is made of a flexible non-woven nylon fiber disc and rigid material. Its size was 50 mm in diameter.

preprocessing
cutting a styrofoam
A big endmill compromised Z axis working area, and I have to slice EPS block by 30 mm thickness.
Mr. Takemura helped me with cutting a foam. He immediately made a hot wire foam cutter from what he had in his lab.
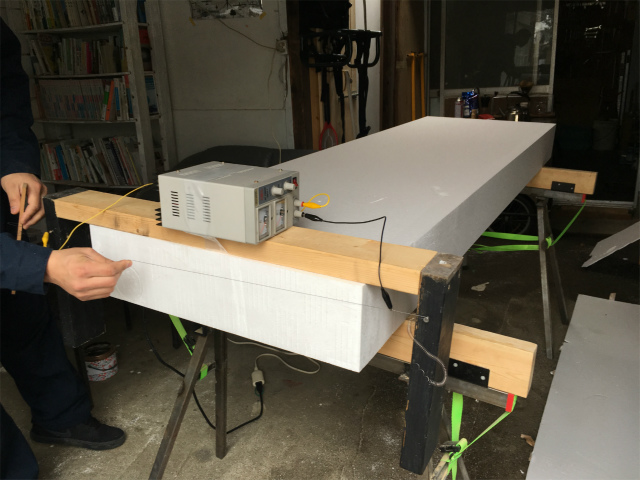
Cutting speed was slow, but it was sharp-cut.

Done!

CNC machine and EPS block was ready for machining.

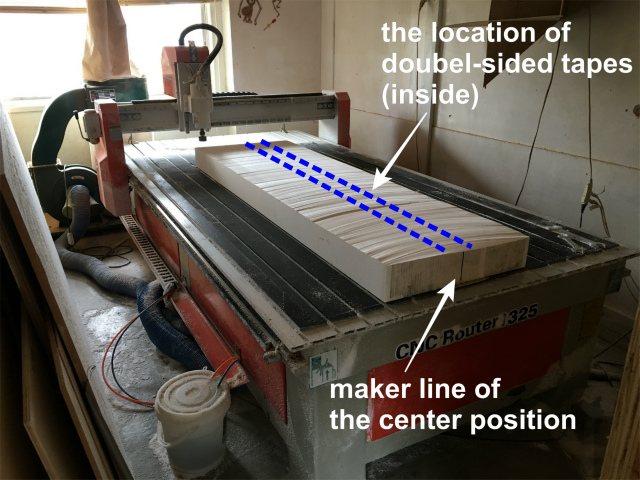
I fixed styrofoam onto the working table with double-sided tapes. The location of tapes was bottom and outside of the foam. I change the position at 2nd trial which I'll explain later.

3d modelling
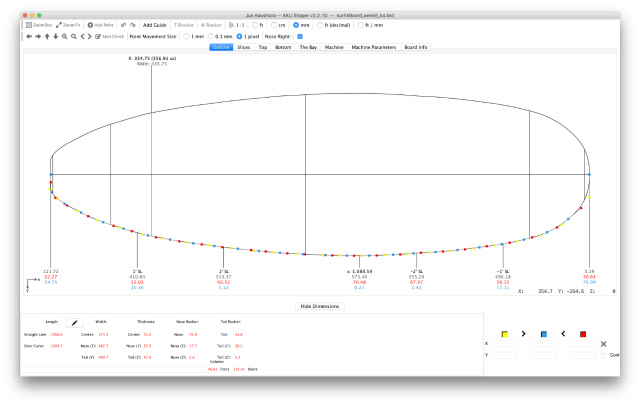
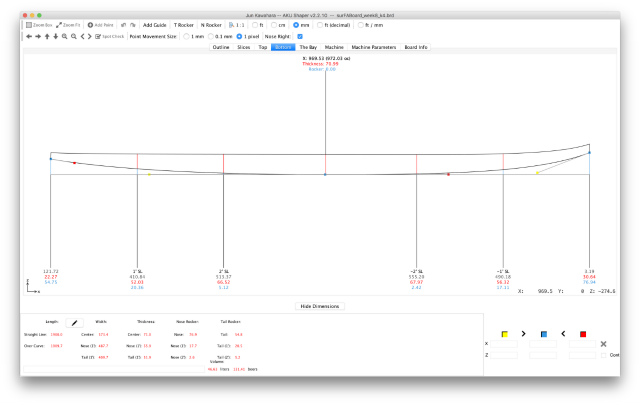
I used a surfboard CAD software, Akushaper, as I did in week3/computer-aided design. I modified surfboard dimensions (shorter length and lower rocker than the original size) to fit the CNC table.
g-code preparation
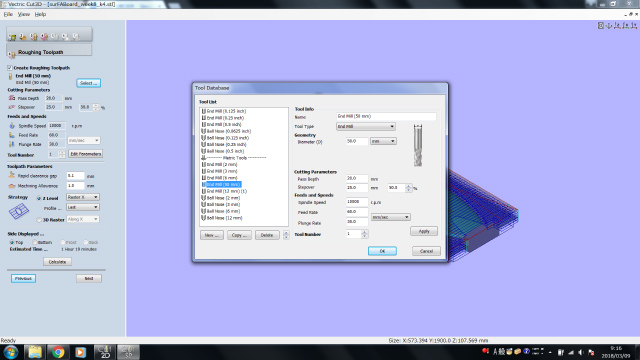
CAM software was cut3D(Vectric). It was my first time to use it.
I opened an STL file of a surfboard.
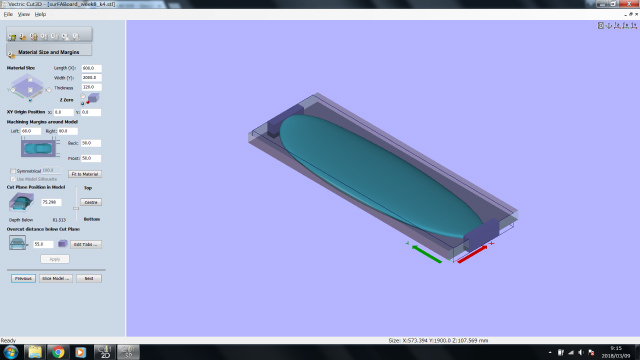
I have to select an endmill. There wasn't 50 mm endmill in option, of course. I copied square-shaped endmill settings and changed its diameter.
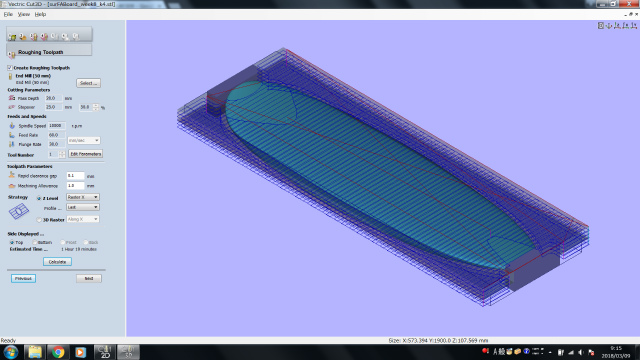
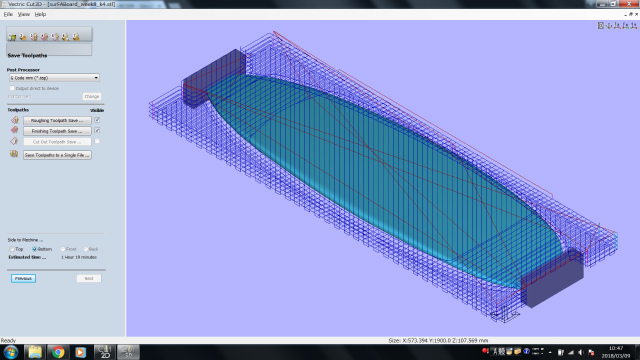
Here is a roughing toolpath of a top side. I added tabs to check the location after machining the top and flip the board.
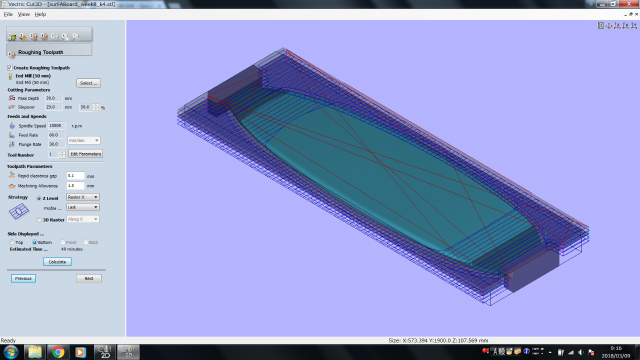
A roughing toolpath of a bottom side.
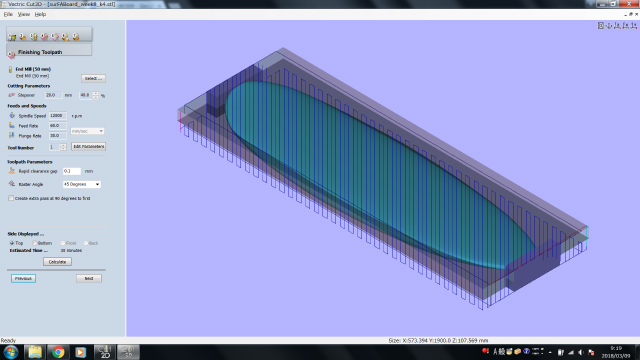
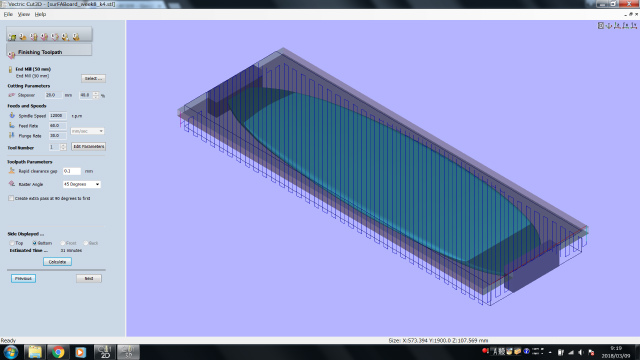
This is a finishing toolpath of a top side.
and a bottom side.
Then, I saved roughing toolpaths on both top and bottom.
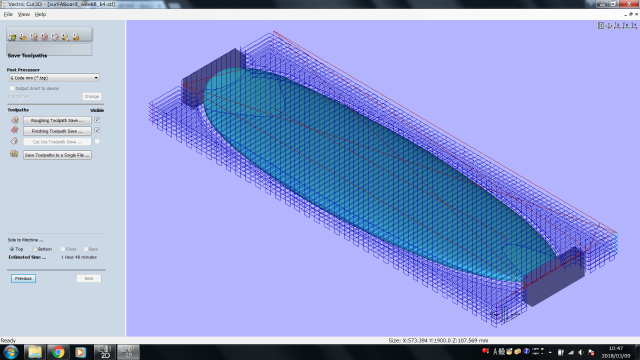
Then, I also saved finishing toolpaths of both sides.
CNC software settings
CNC software was Mach3.

Before I start machining, I have to set a reference position. I moved an endmill to the table.

and press "zero Z"
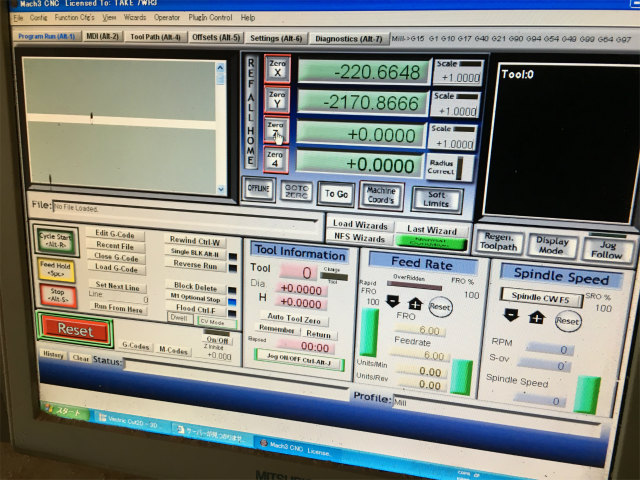
I moved an endmill to the edge of an EPS block.

and press "zero X" and "zero Y"
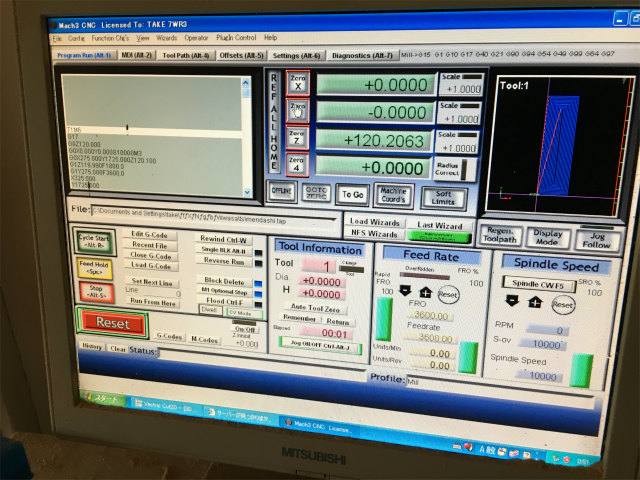
Now, all set and ready for machining.
machining: first trial
Spindle speed and the feed rate was 10,000 rpm and 3,600 mm/min (as 100%), respectively. First I set the feed rate of 50% (1,800 mm/min) to see if conditions were right. As the machining looked beautiful, I increased the feed rate to 100% (3,600 mm/min). Roughing and smoothing cut used the same machining conditions. Machining was smooth and fast.

Tab dimension was not appropriate. As a top part of the tab was machined, the reference point was compromised. I gave up machining the bottom side.

Even though there were a few problems, machining was pretty good.

machining: second trial
Based on the previous test, I changed the setting as follows
- Double-sided tape location should be center of the EPS block. Because the tape was machined when it was outer side of a foam
- Tab's Z dimension should be the same as the initial EPS block thickness not to be machined.
- I draw a center mark on an EPS block.
Machining conditions are the same as the first trial. Topside machining was done without any glitches. Tabs were intact as I wanted them to be.

Topside finishing tooling was done. Now, here comes bottom side.

I flipped and placed a board on the table with reference to a mark. I stuffed the underneath of a board with sliced EPSes.

Roughing tooling and ....

Finishing tooling was done successfully!

Here is my hero shot of this week. Big enough?

In this week, the surfboard still had tabs and surface roughness. Later, I cut tabs and sand the surface.

files
surFABoard 3d modelling: Akuhaper format (.brd)
surFABoard 3d modelling: stl format (.stl)
roughing and finishing toolpaths: MACH3d format (.tap)