Week - 10 Molding and Casting
Objective: To review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them.
As to test different materials we decide to use the materials available in the lab and use a common mold to cast them all.
We used an existing milled wax model to create our mold.
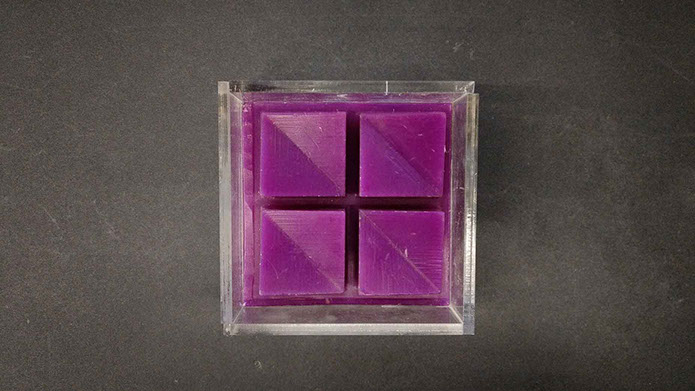



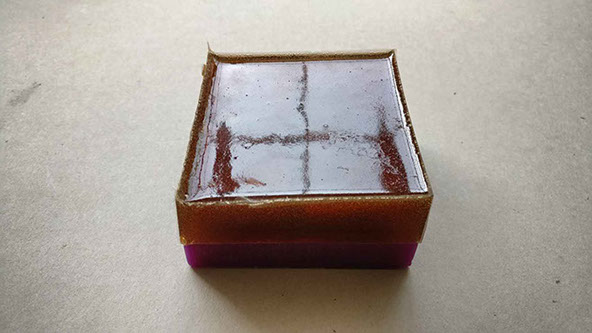
We stuck cut acrylic pieces around the wax to pour the mold material on it
To make mold we used Smooth-On PMC -780 DRY.
https://www.smooth-on.com/products/pmc-780-dry/
PMC-780 is a premium performance urethane rubber that offers exceptional strength, durability and abrasion resistance.
These are the properties and Usage of PMC 780:
-Mix Part A and Part B in 1:2 ratio
-Pour your mixture in a single spot at the lowest point of the containment field.
-Curing - Allow the mold to cure (at least 48 hours) at room temperature (73°F/23°C) before demolding. Do not cure rubber in temperatures less than 65°F/18°C.
-Post Curing - After rubber has cured at room temperature, heating the rubber to 150°F (65°C) for 4 to 8 hours will increase physical properties and performance.
-Performance & Storage - Fully cured rubber is tough, durable and will perform if properly used and stored.
Safety Instruction while using the material:
-Materials should be stored and used at room temperature (73°F/23°C).
-Humidity should be low
-Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk.
-Good ventilation (room size) is necessary.
After going through the safety instruction we mixed the part A and Part b and stirred it thoroughly
One the solution was mixed for about 5-10 mins, the liquid was poured into the cast and was left undisturbed for about 48 hrs as instructed.
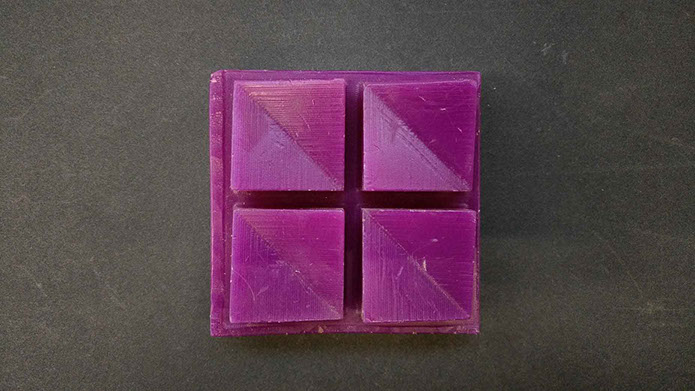
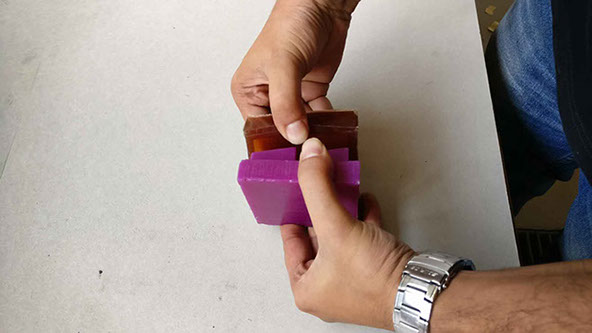
After 48 hrs the acrylic borders were removed and the rubber was demolded. We had no problem in demolding. The rubber came off easily and the mold was pretty great in detail and texture.



Casting
The first material we decide to cast was USG DRYSTONE™ CASTING MEDIA
https://www.usg.com/content/usgcom/en/products-solutions/products/industrial-and-specialty/art-and-statuary/usg-drystone-casting-media.html

Features and Benefits:
USG Drystone™ Casting Media is a unique product designed for the fabrication of solid cast interior use pieces. Because it requires absolutely no drying, it can be cast, painted, packaged and shipped in a single day. Placing the cast piece(s) in front of a fan yields a finished product in two hours that can be decorated in roughly 2-4 hours (after setting) with typical paint. USG Drystone™ Casting Media:
These are the properties and Usage of Drystone:
-For 100 Parts of drystone 18-20 parts of water must be mixed
-Curing takes about 30mins with the pot life of 10 mins
-Eliminates the need for expensive drying procedures
-Achieves the highest compressive strength in its category and highest early “green strength”
-Provides an environmentally safe alternative to resin-based products with respect to air quality
-Can be used with the majority of mold materials including silicone, latex, and urethane
-Offers a high density that produces a quality feel and excellent duplication of intricate details
-Can be aggregated for a variety of looks and feel.
Safety Instruction while using the material:
-Store in a cool, dry, well-ventilated place. Store away from incompatible materials. Avoid contact
with acids, water, and moisture.
-No biological exposure limits noted for the ingredient(s).
-The material is stable under normal conditions.
-When mixed with water this product can become very hot. Encasing or making molds of any body
part can cause serious burns that may require surgical removal of affected tissue and even
amputation of the encased body part.
These are some of the basic safety features. The detail description of the product can be accessed from here:
https://www.usg.com/content/dam/USG_Marketing_Communications/united_states/sds/usg-drystone-casting-media-sds-en-52000000013.pdf
As per instruction, we mixed the material is the given proportions. The water quantity seemed very less, so we mixed slowly by adding water, but the given quantity was perfect because when all the content was emptied and mixed together they formed a paste of very good consistency



The slurry was mixed for about 2-3 mins as the quantity was very less and then poured into the mold.


USG HYDRO-STONE® SUPER X GYPSUM CEMENT
USG Hydro-Stone Super X Gypsum Cement is extremely hard, has high compressive strength, and has high water absorption resistance while giving extremely fine detail duplication
These are the properties and Usage Hydrstone
-For 100 Parts of drystone 20-22 parts of water must be mixed
-Curing takes about 30mins with the pot life of 10 mins
-Use potable water at temperatures between 70 °F (21 °C) and 100 °F (38 °C).
-Sift or strew USG Hydro-Stone Gypsum Cement into the water slowly and evenly. Do not drop
large amounts of USG Hydro-Stone Gypsum Cement directly into the water as proper soaking of
the USG Hydro-Stone Gypsum Cement may not occur.
-To prevent air entrainment and provide a uniform, smooth surface, careful pouring of USG Hydro-
Stone Gypsum Cement slurry is necessary. Agitation/vibration of the filled mold is a further step
used to prevent air at or near the mold surface.
-All casts should be dried as quickly as is safely possible after manufacture so that maximum
physical properties can develop. Dry to a constant weight.
-The maximum temperature at which USG Hydro-Stone Gypsum Cement molds are safe from
calcination is 120 °F (49 °C).
Safety Instruction while using the material:
-Obtain special instructions before use. Do not handle until all safety precautions have been read
and understood. Avoid breathing dust. Wash thoroughly after handling. Contaminated work
clothing must not be allowed out of the workplace. Wear protective gloves/protective clothing/eye
protection/face protection.
-The material is stable under normal conditions.
-Bioaccumulation is not expected.
-Contact with incompatible materials. Exposure to moisture. When mixed with water this product
can become very hot. Encasing or making molds of any body part can cause serious burns that
may require surgical removal of affected tissue and even amputation of the encased body part.
These are some of the basic safety features. The detail description of the product can be accessed from here:
https://www.usg.com/content/dam/USG_Marketing_Communications/united_states/product_promotional_materials/finished_assets/hydro-stone-gypsum-cement-data-en-IG1379.pdf
We mixed the water and Hydrostone in given proportions and mixed them well


Once it was mixed well enough poured into the same mold as Drystone and then both of them were allowed to cure.


We let it cure for around 2hrs at normal room temperature. The temperature being around 34-40 C. The cast had set well and demolding was not a problem at all. The pieces popped out of the mold quite easily and the form and texture of the mold were really good.

Note: No kind of lubrication was used in the process.
Previous
Haksons Resin & Hardener -Ultra Clear High Gloss Epoxy Resin Coat -Grade I
The Haksons Ultra Clear Grade 1 Resin and Hardener is an upgrade from the Haksons High Gloss Resin and Hardener. This is an epoxy clear finish product specifically designed for outdoor and indoor creative applications.

These are the properties and Usage Resin
-Mix Resin and hardener in 3:1 ratio
-Curing takes about 24hrs with the pot life of 30 mins
-The resin is extra clear grade I resin
- Resin works extremely well in outdoor applications and will not yellow with time.
-Store in dry well-ventilated areas.
Safety Instruction while using the material:
Note: The product link did not contain any safety data sheet. So the following information is from general purpose epoxy resin safety data sheet.
-Both local exhaust and general room ventilation are usually required.
-Handle in accordance with good industrial hygiene and safety procedures. Ensure prompt removal from skin eyes and clothing. Wash hands and other exposed areas with mild soap and water before eat, drink or smoke and when leaving work. Pallatised loads should be stacked to maximum of 4 high.
-No special respiratory protection equipment is recommended under normal conditions of use with adequate ventilation. Use gloves
-stable under normal conditions.
http://www.resin-supplies.co.uk/HSDS%20pdfs/ER%20RESIN%20MSDS.pdf
We mixed the resin and hardener in required proportions


Stirred the liquids for about 5-10mins and poured slowly into the mold.



Left the material to cure for about 24 hrs. After 24 hrs the material had hardened nicely. But unfortunately removing the cast from the mold was very difficult. No lubricant was applied this time as well. The resin had solidified and formed a huge chunk. We had to use lever and pliers to pull out the cast which resulted in damaging the cast and the mold.
For experimental purpose, we tried mixing drystone with resin to see how the material would stick to each other. We mixed the two products separately and poured into the mold together. As drystone is denser it started settling at the bottom. The two materials did not mix with each other.
This is the result after curing.
The materials are well stuck to each other but are not mixed giving the cast a clear base with an opaque top.
Smooth-Cast® 300 and 325
The Smooth-Cast® 300 Series of liquid plastics are ultra-low viscosity casting resins that yield castings that are bright white and virtually bubble free.
https://www.smooth-on.com/products/smooth-cast-300/
The Smooth-Cast™ 325, 326 & 327 ColorMatch™ Series plastics are urethane resins that were developed specifically for adding color pigments and fillers to achieve true color representation or filler effect.
https://www.smooth-on.com/products/smooth-cast-325/
Pic of bottle
These are the properties and Usage smooth on- 300 and 325
-Easy to measure and mix - 1:1 mix ratio by volume - no scale required
-Low viscosity - captures excellent detail - no degassing necessary
-Resin cures to a bright white finish
-Materials should be stored and used in a warm environment (73° F / 23° C).
-A release agent is necessary to facilitate demolding when casting into or over most surfaces.
-Pour your mixture in a single spot at the lowest point of the containment field and let the mixture seek its level. This will help minimize air entrapment.
-Smooth-Cast® 300 will cure in 7 - 10 minutes (Smooth-Cast® 305 in 30 – 40 minutes and Smooth-Cast® 310 in 2 - 4 hours) depending on mass and mold configuration.
Safety Instruction while using the material:
-Do not breathe dust/fume/gas/mist/vapors/spray
-Wash with soap and water thoroughly after handling.
-Wear protective gloves/protective clothing/eye protection/face protection.
-Keep container(s) tightly closed and properly labeled. Store in cool, dry, well-ventilated place away from heat, direct sunlight, strong oxidizers and any incompatible.
-No hazardous reactions if stored and handled as prescribed/indicated., No corrosive effect on metal. Not fire propagating.
-Polymerization may occur. Reacts with water with formation of carbon dioxide. Risk of bursting.
-The reaction is highly exothermic in nature.
http://www.smooth-on.com/msds/files/Smooth-Cast_325.pdf
http://www.smooth-on.com/msds/files/SC_300_300Q_320_380_45D_60D_61D_65D_66D_ONYX.pdf
Since the mold requires to be lubricated we tried different types of lubrication materials and finally used vaseline.

The reaction of the two materials was quick and produced a lot of heat while curing. We had taken all safety measure while mixing and casting the materials.
The material though with lubrication did not come out smoothly. Alos the finiosh of the material was not all that great.
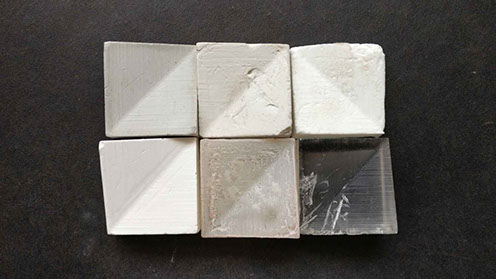
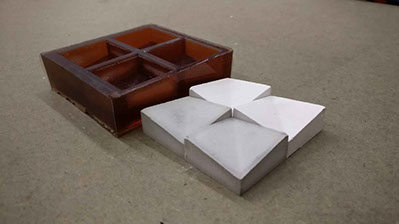
This is final picture of all the materials that were cast and tested.