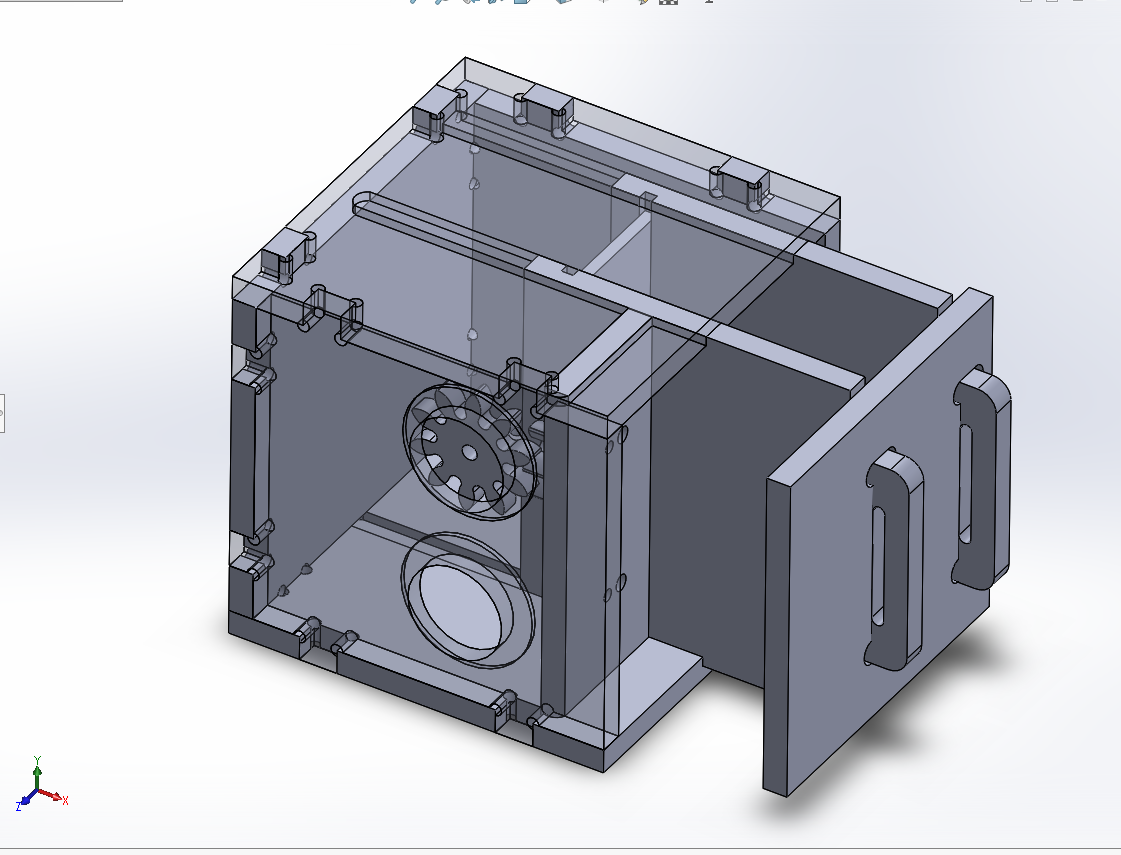
i try to build a drawer that is inside a box with locking mechanism.. using Shopbot CNC for milling MDF wood.
design parameters:
im using shopbot CNC with the following materials:
- 1⁄4” drill bit (~6.4 mm)
- 12mm MDF wood plate
design limitation:
to start with i’ve used the following joints in the design:
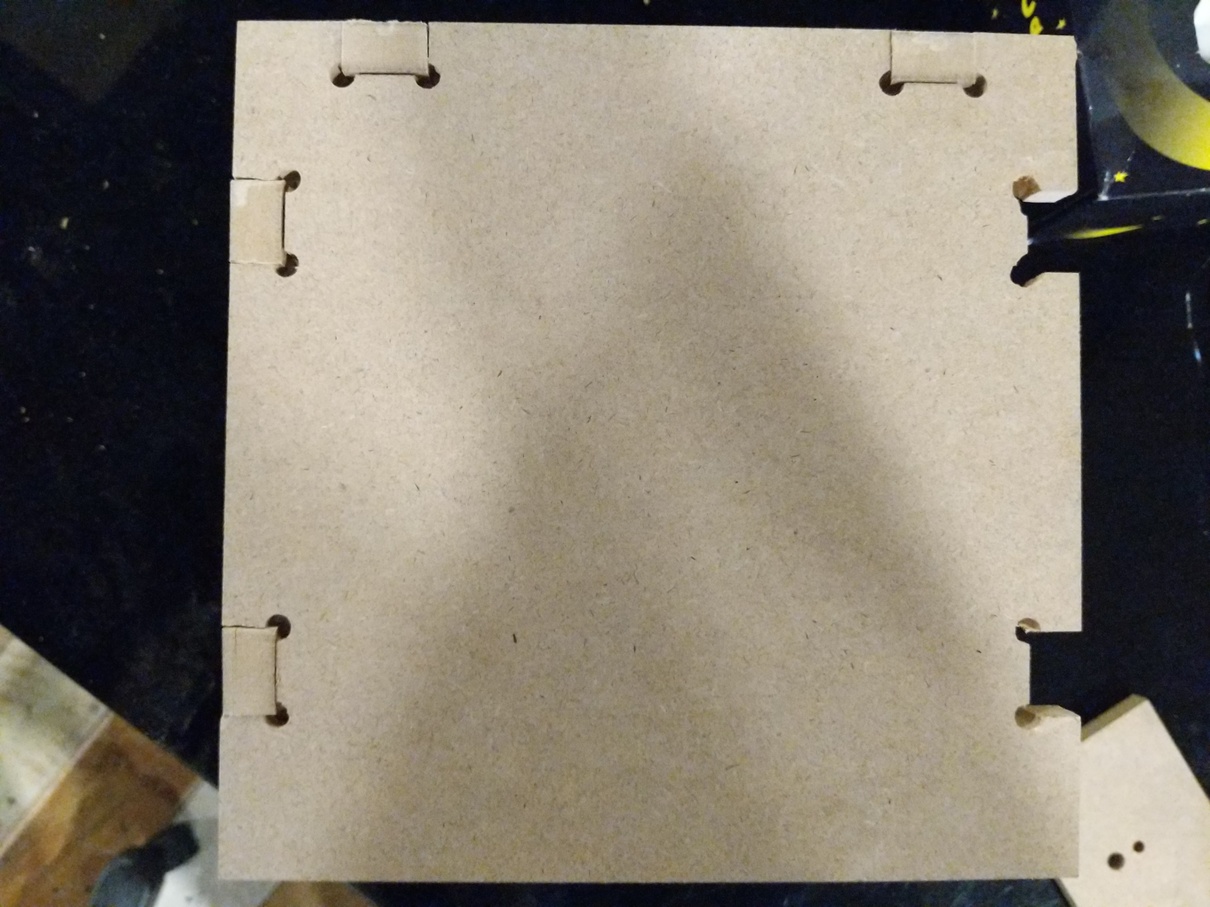
dog bone
the dogbone is used in CNC because the drill-bit is round and cant make Inside straight corners.
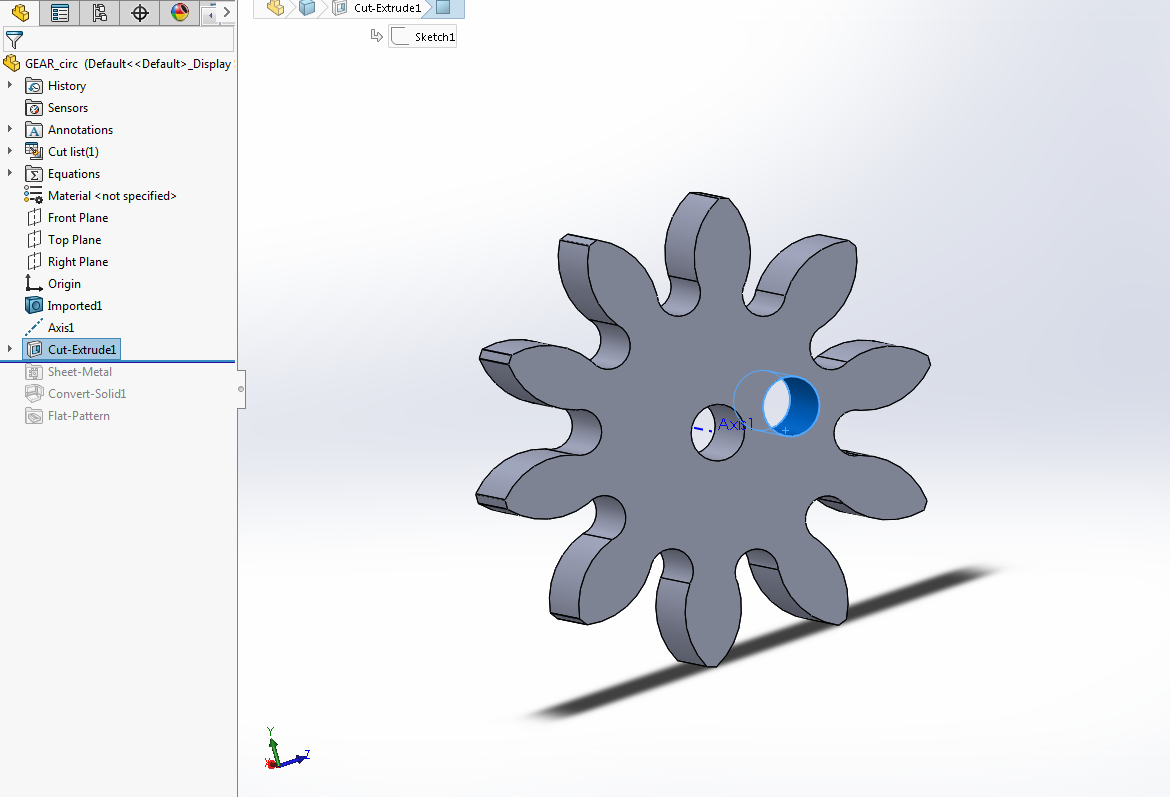
designing gears
gears are big subject i will briefly talk about the design here you can search about any gears tutorial im using solidworks add-in to place the gear. you can access it through the right panel:
- make an assembly: file-> new -> assembly
- right panel -> tool box -> ANSI Metric -> Power Transmission -> Gears -> Spur Gear
- then i put the parameters for the gear (module and number of teeth)
- save file as STEP
- open it again as part and modify
important parameters for gear:
im not mechanical engineer and i’ve very little knowledge but these are the parameters that i found important
- model (both gears have to be same Model - M)
- pitch circle: (the two circle of two gears must touch to transmit the power)
- number of teeth
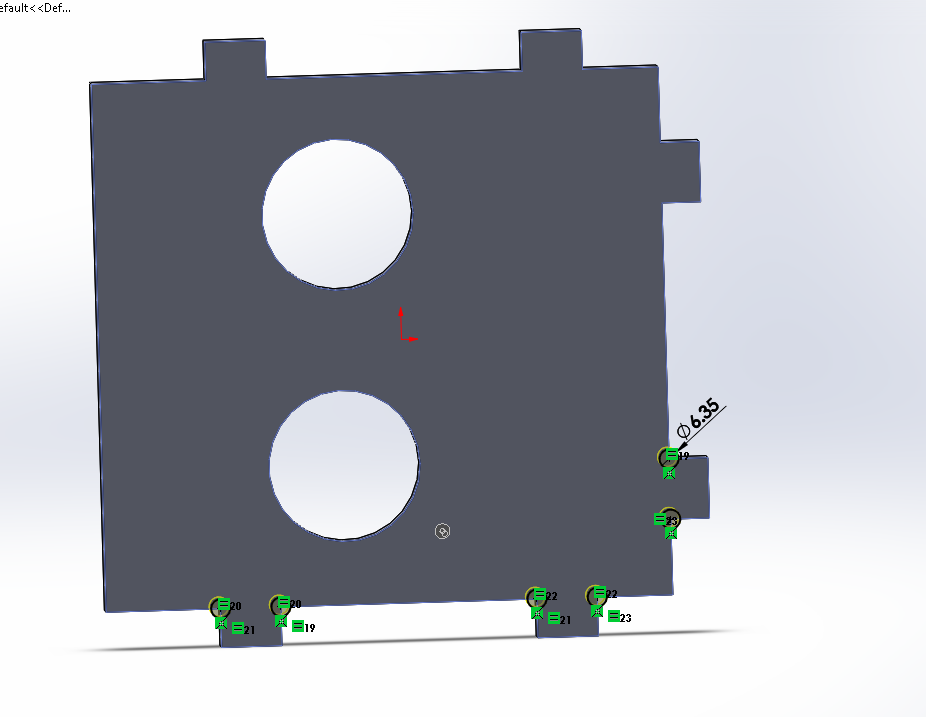
for the CNC it has to drill the gears with 1⁄4” drill bit, i’ve to set the smallest inner area to be exactly same as the drill-bit.
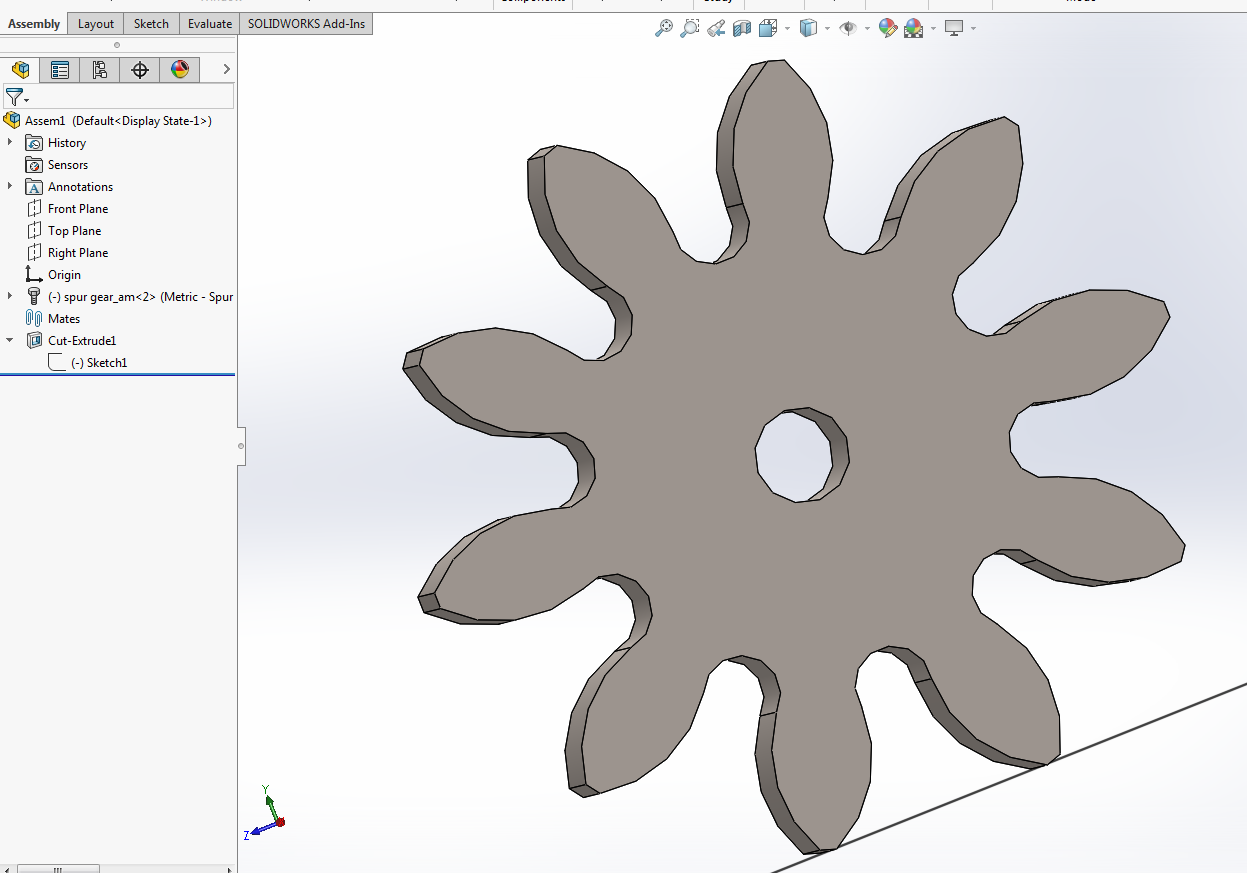
the gear selected was:
- module: 5.5
- teeth number: 10
- hence the base diameter: M x T = 5.5 * 10 = 55
distance in arc:
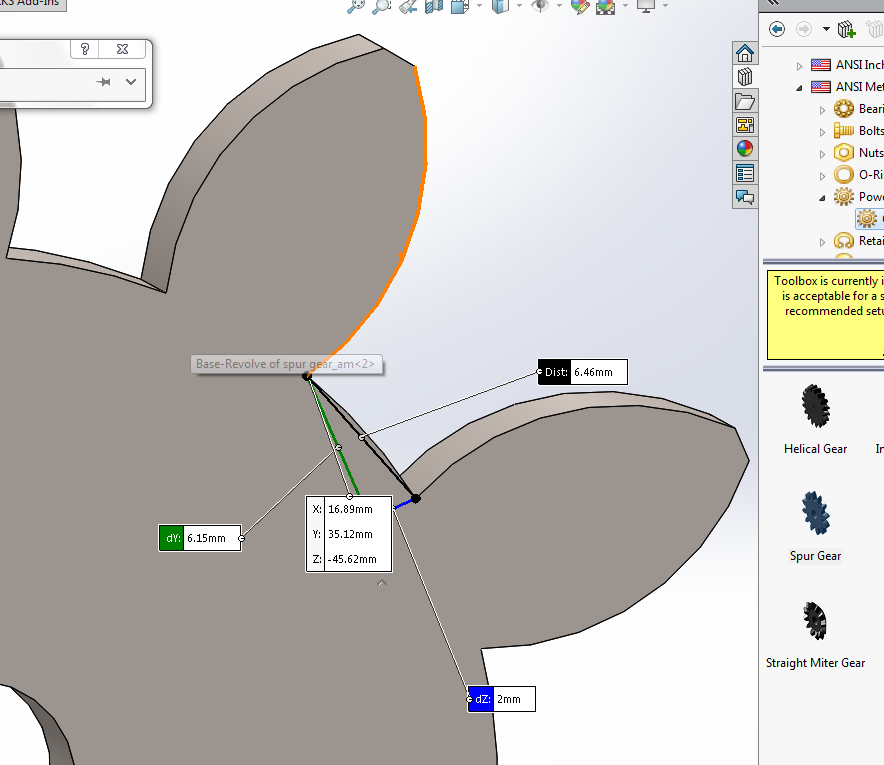

now the arc distance is larger than drill-bit so i can make this as hole in the cnc..
gears distance:
the gear distance are larger than base which of course have backlash and inaccuracy this is beacause im using them as bevel gear while they are just spur gears
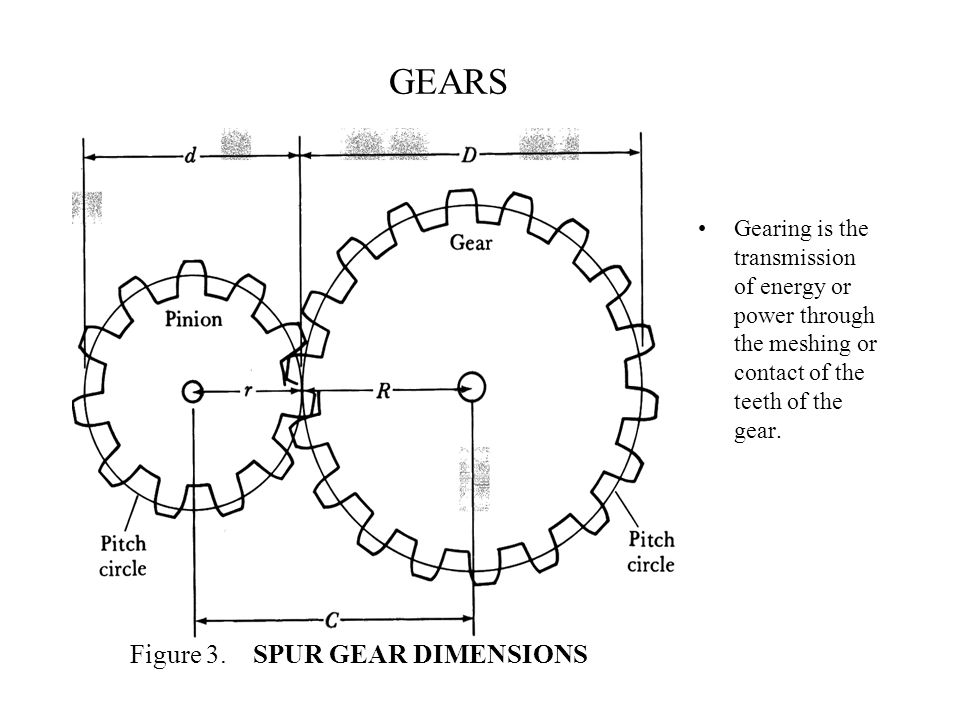 C = r+R
C = r+R
for me im going to use it as bevel gear although its not.. so i put more distance to avoid problems ..
yes it does gives inaccuracy and backlash
Design:
it really takes too much time to document all the design however i found the gear is the most one that is important to document so i did
here are some pictures of the design you can download it here Download
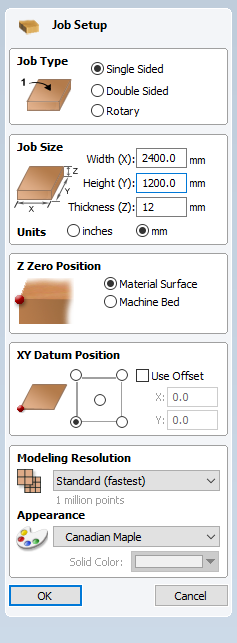
Shopbot:
the shop-bot software accepts DXF files which i exported all the parts in one file i set layers for different depths:
fixing the mdf plate to the workarea..

Zero (homing .. and running) ..


generating tool path
i used Vcarve pro software to make the toolpath that is then sent to the machine. Vcarve pro is powerful software solution for creating and cutting parts on a CNC Router.
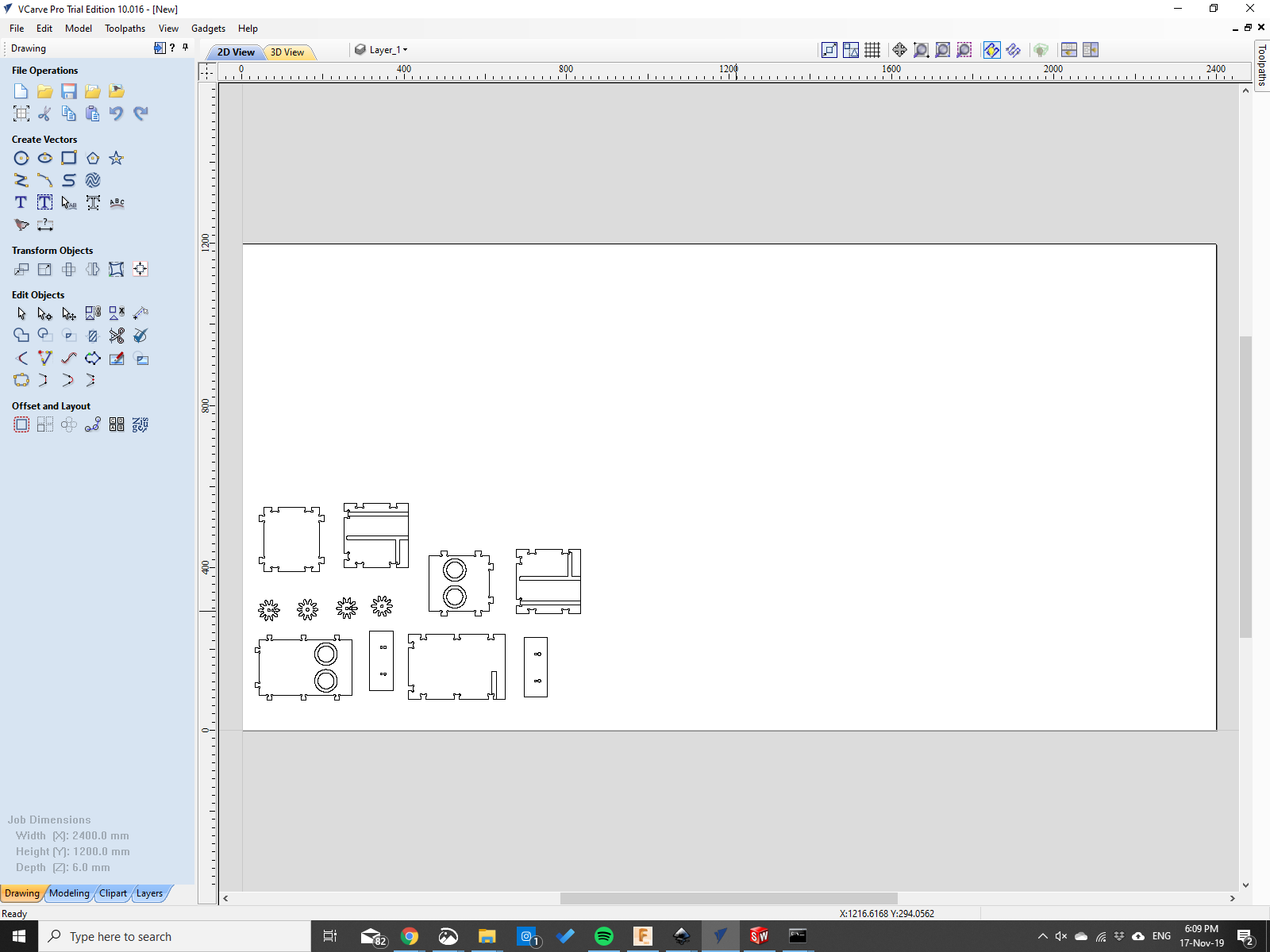
it starts by getting the wood sheet size to fit the parts to be cut on top of it
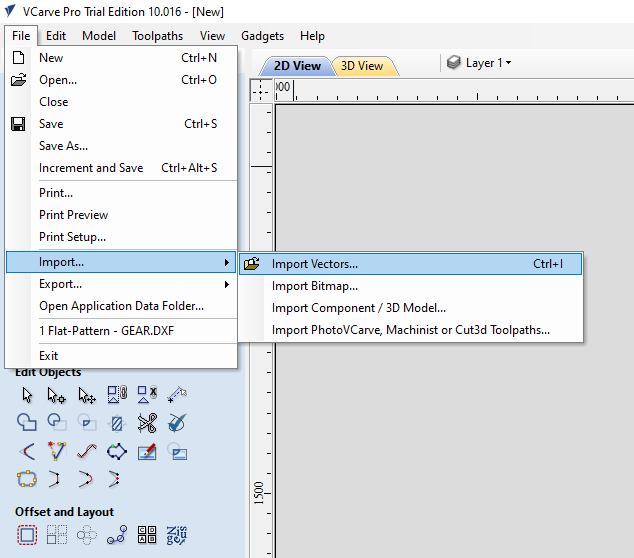
then import dxf files to be cut
then create toolpath.
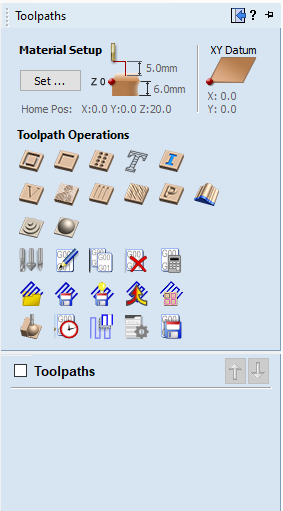
i set all the required settings like the depth and the tool used to cut it.
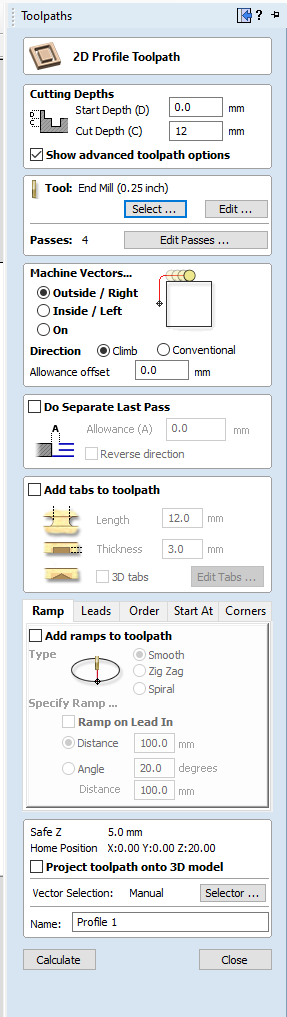
the tool used as i mentioned before is 1⁄4’ tool so i picked it and it has all the settings for MDF already set up
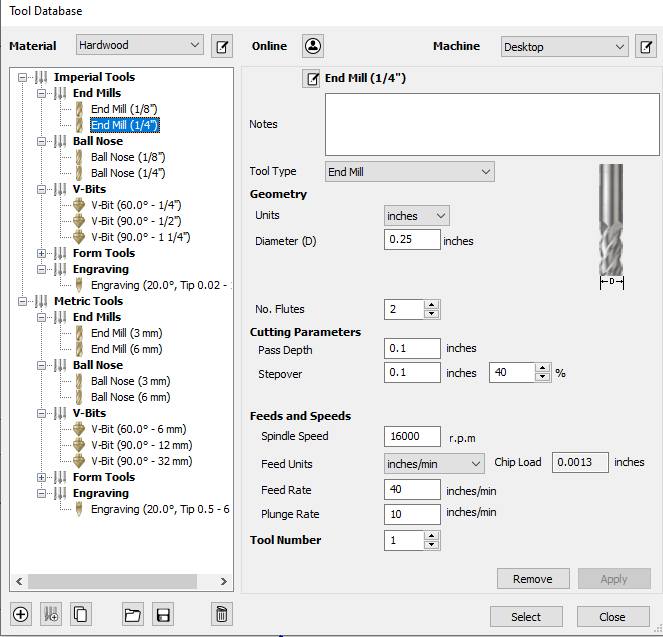
pass depth: 0.1inch
spindle speed: 16000 rpm
feed rate: 40 inch/min
plunge rate: 10 inch/min
i didnt change the feed value becuause it is already set up according to the required settings as per the material i selected. next step is to save the path and send to the machine.
the cut parts ..



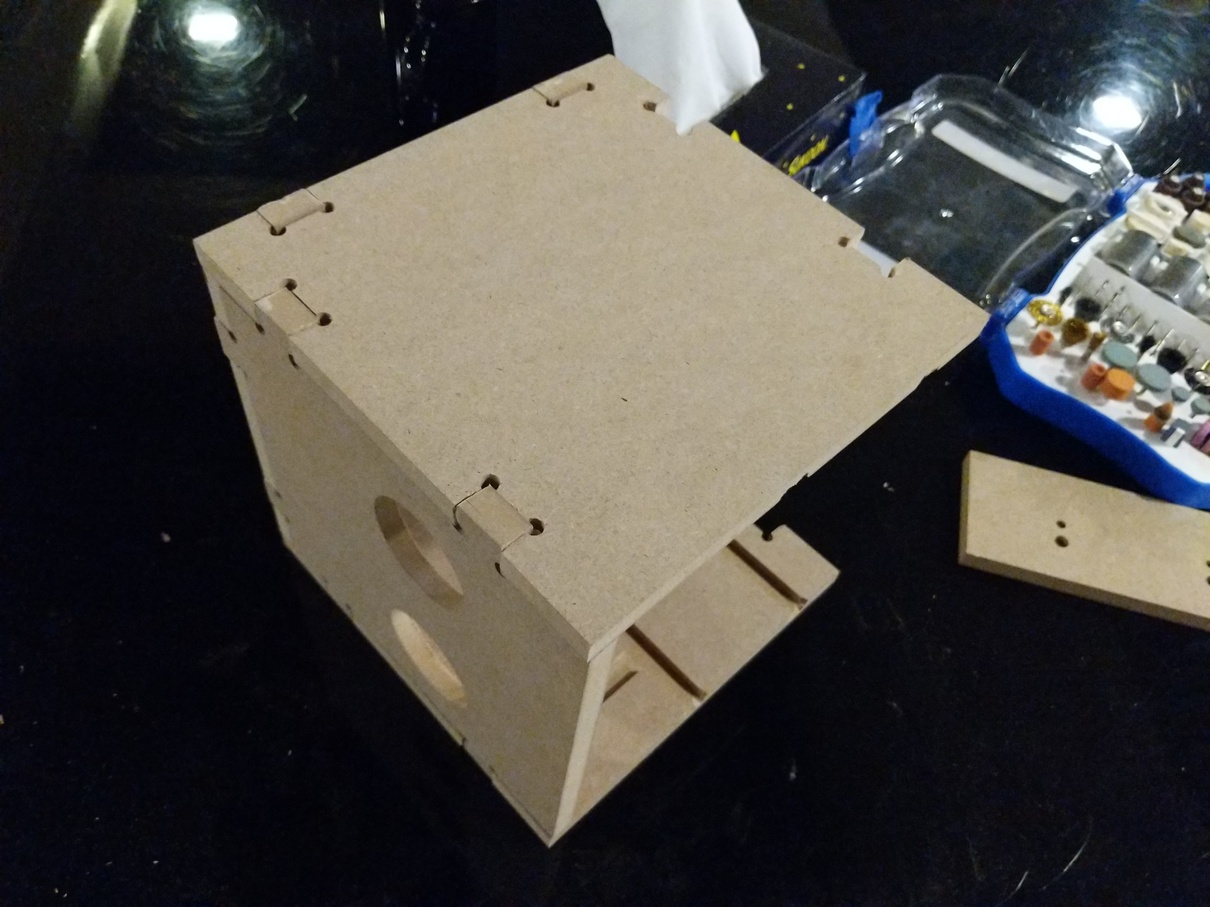
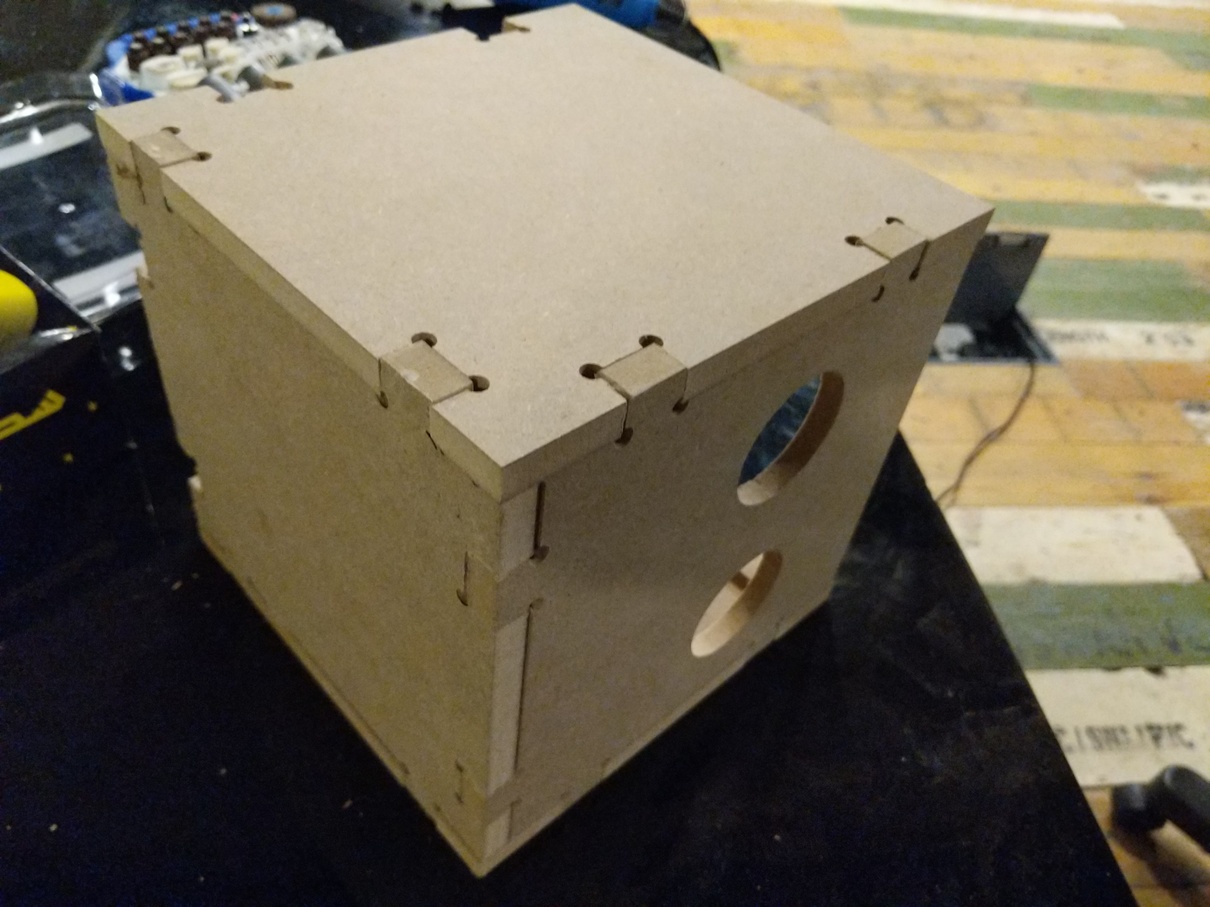
Assembly:
i assambled the box to Test gear motion:
i really didnt take care of shaft holding in the design and i had mistakes:
Design issues:
- fit joints: the joints were to tight that i have to press the parts hard which can damage them .. so most of joints were filed manually filed later
- pin holding: the pin holding is not properly designed so i sticked a 6mm shaft with a glue
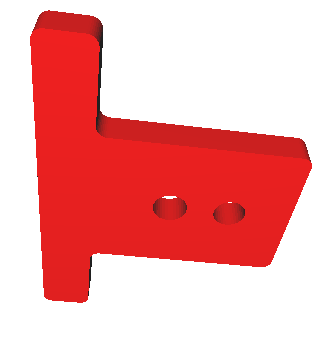
- pin alignment: this is really bad design where i should put the lock-gear to be behind the gear holder so the pin is holded from two sides .. to solve this issue a new 3d printed pin holder was designed and mounted near the locking gear.
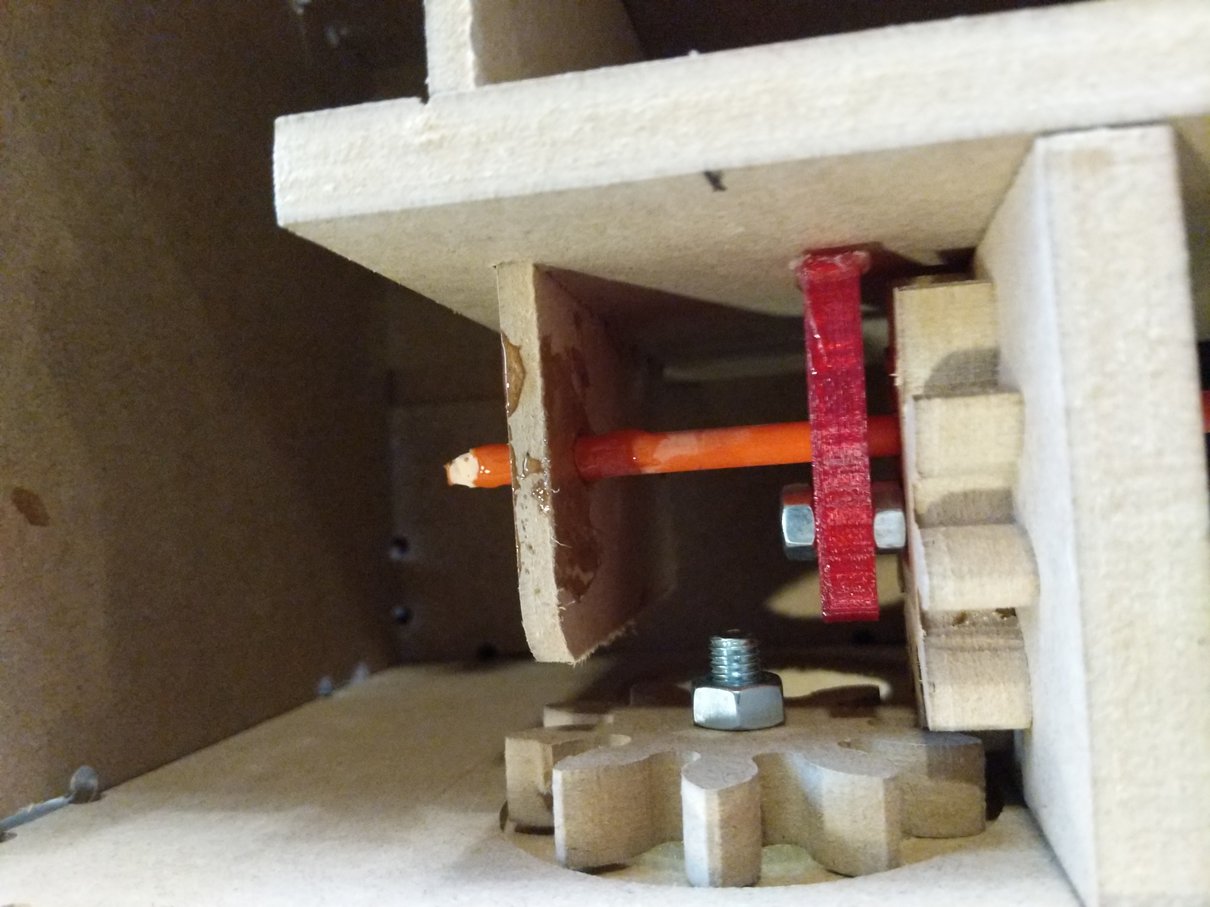

Result:
didnt complete it, another shaft i’ve to work on.. but im illustrating the mechanism here:
References:
cnc joint:
1. press-fit desk
2. creating cnc dog bone
3. cnc cut wood joints